
Fターム[4F204EK03]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の装置、操作 (4,781) | 可動型の使用 (76) | 自転するものの (26)
Fターム[4F204EK03]に分類される特許
1 - 20 / 26
立体画像表示用柱状レンズシートの製造方法
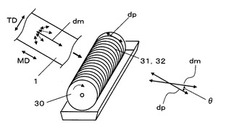
【課題】裸眼立体視にレンチキュラーレンズを用いる際に、経時的にレンズの寸法が変化して左右視差画像のクロストークが生じるのを改善した立体画像表示用柱状レンズシートを製造する方法を提供する。
【解決手段】立体画像表示用柱状レンズシートは、連続帯状の延伸フィルムである基材フィルム1上に、単位柱状レンズが配列した柱状レンズ群を、型面に柱状レンズパターン31として単位柱状レンズを成形する為の多数の凹状溝32を有し回転する円筒状の成形型30で、電離放射線硬化性樹脂液の硬化物として成型して製造する。この際、基材フィルムを構成する樹脂の分子主軸の配向方向dmと、単位柱状レンズ2の稜線方向となる凹状溝32の延在方向dqとが成す角度のうちの劣角として定義される傾斜角θが、柱状レンズパターンの全域において0°≦δ≦50°になる様にして製造する。
(もっと読む)
成形方法

【課題】成形型ユニットを用い、液状の混合材料から製品を成形する方法であって、成形品中に気泡が存在することも成形品の表面が局部的に欠損することも容易に防止できるものを提供する。
【解決手段】成形型ユニット100のキャビティを材料で充填し、成形型ユニット100うちの少なくともめす型102を、キャビティが材料で充填されている状態で、攪拌機40内に配置し、その攪拌機40により、成形型ユニット100のうちの少なくともめす型102を、真空圧下において、公転軸まわりに公転させつつ、その公転軸に対して偏心した自転軸まわりに自転させ、それにより、キャビティ内において材料を攪拌しつつ脱泡する。
(もっと読む)
電子写真装置用ブレード部材製造方法及び製造装置
【課題】硬化時間の速いポリウレタン組成物を用い高品質な電子写真装置用ブレード部材を連続的に成型する製造方法及び製造装置を提供する。
【解決手段】外周面に連続した成型用溝を形成した成型ドラムとエンドレスベルトを用いる電子写真装置用ブレード部材製造方法において、電子写真装置用ブレード部材が粘度が500〜3000mPa・sであるA)〜D)を含むポリウレタン組成物を硬化したポリウレタン樹脂であり、組成物の注入点は成型ドラムとエンドレスベルトが初めに接触する部分からエンドレスベルトの移動方向に対して上流側のエンドレスベルト上の成型用溝に対向する位置にある方法。A)ポリイソシアネートB)数平均分子量が1000〜4000のアジペート系ポリエステルポリオールC)分子量200以下の鎖延長剤D)イソシアヌレート化触媒20〜500ppm、ウレタン化触媒200〜1500ppm。
(もっと読む)
ウェハレベルレンズアレイの成形方法、成形型、ウェハレベルレンズアレイ、レンズモジュール、及び撮像ユニット
【課題】製造されるウェハレベルレンズアレイのレンズ部の位置のばらつきを抑えることができる成形方法、及び成形型を提供する。
【解決手段】基板部と該基板部に配列された複数のレンズ部とを有するウェハレベルレンズアレイを成形する成形方法であって、レンズ部の形状を反転させた形状のレンズ転写部を含む型面を有する一対の型部材を用い、一対の型部材のうち一方の型部材の型面の周縁部に沿って型面の全周を囲んで設けられた堤部で区切られた型面の領域に、ウェハレベルレンズアレイの材料である液状の樹脂を供給し、ウェハレベルレンズアレイを成形するために必要な量を超える樹脂を堤部で区切られた領域から流出させることで、領域においてウェハレベルレンズアレイを成形するために必要な量の樹脂を量り取る工程と、領域に保持された樹脂を一対の型部材で挟み込み、樹脂を型面の形状に変形させる工程と、一対の型部材で挟み込まれた樹脂を硬化させる工程と、を有する。
(もっと読む)
成形方法、成形装置、成形型、ウェハレベルレンズアレイ、レンズアレイ積層体、素子アレイ積層体、レンズモジュール、並びに撮像ユニット
【課題】製造されるウェハレベルレンズアレイのレンズ部の位置のばらつきを抑えることができる成形方法、成形装置、成形型を提供する。
【解決手段】基板部と該基板部に配列された複数のレンズ部とを有するウェハレベルレンズアレイを成形する成形方法であって、レンズ部の形状を反転させた形状のレンズ転写部を含む型面を有する一対の型部材によって、一対の型部材の型面同士の間にウェハレベルレンズアレイの材料である樹脂を挟み込み、型面同士の間隔を狭めて樹脂を押圧し、樹脂を型面の形状に変形させる樹脂成形工程と、樹脂成形工程によって型面同士の間からはみ出した樹脂を取り除く除去工程と、を有する。
(もっと読む)
濾過材およびその濾過材を用いた水処理装置ならびにその濾過材の製造方法
【課題】捕捉できる異物の大きさに幅を持たせて濾過性能を向上させることのできる濾過材およびその濾過材を用いた水処理装置ならびにその濾過材の製造方法を得る。
【解決手段】多数の気孔2が相互に連通するように形成されて流体の通過を許容する濾過材1であって、気孔2の孔径dを、通過する流体の上流側から下流側に向かって徐々に小さくなるようにした。
(もっと読む)
樹脂フィルム及び遮光性フィルムの製造方法
【課題】硬化により形成された凹凸形状の変化を充分に抑制し、凹凸転写性に優れることによって、表面に凹凸形状を有し、かつ種々の用途に有用な樹脂フィルムを効率よく連続して製造することができる方法、及び、該製造方法を用いて、耐熱性や遮光性等の各種性能に優れる遮光性フィルムを効率的に製造することができる方法を提供する。
【解決手段】表面に凹凸形状を有する樹脂フィルムを製造する方法であって、上記製造方法は、熱硬化性樹脂組成物から構成される熱硬化性樹脂膜の表面に転写法により凹凸形状を形成する工程と、熱硬化性樹脂膜を硬化させる工程とを有し、上記表面凹凸形成工程は、70℃〜200℃の転写材を用いる樹脂フィルムの製造方法である。
(もっと読む)
電子写真用のポリウレタン製弾性ゴム部材及びその製造方法
【課題】判別が容易となるポリウレタン製弾性ゴム部材を提供する。
【解決手段】エッジ部分とバックアップ層の2層から構成されるポリウレタン製弾性ゴム部材において、エッジ部分とバックアップ層とが異なる色に形成されたものであって、 架橋剤又は低分子ポリオールと相溶する着色剤を用いて着色したポリウレタンによって着色したエッジ部分又は/及びバックアップ層が形成されている電子写真用のポリウレタン製弾性ゴム部材。
(もっと読む)
クリーニングブレード又は現像ブレード及びその製造方法
【課題】低温・低湿環境下において、安定したクリーニング性能を発揮し、かつ、高温・高湿下での過酷な環境において使用されても耐久性を維持するクリーニングブレード又は現像ブレードを提供する。
【解決手段】 エッジ部分とバックアップ層を形成するポリウレタンの組成が異なるポリウレタン製弾性部材を金属製支持部材に接着したクリーニングブレード又は現像ブレードであって、エッジ部分を形成するポリウレタンは、次の測定条件によるtanδピーク温度が−3℃以上15℃以下であり、バックアップ層を形成するポリウレタンは、次の測定条件によるtanδピーク温度が−15℃以上−5℃以下であることを特徴とするクリーニングブレード又は現像ブレード。
(もっと読む)
サンドイッチパネル製造方法およびサンドイッチパネル製造設備
【課題】サンドイッチパネルの厚みを確実に制御し、不良品率の低減が可能なサンドイッチパネル製造方法を提供する。
【解決手段】帯状のサンドイッチパネルPの製造方法であって、下面材供給装置2Lから供給された帯状の下面材1L上に発泡原液組成物Aをミキシングヘッド7から供給する工程と、上面材供給装置2Uからニップローラ8を介して上面材1Uを供給する工程と、発泡原液組成物Aの発泡処理を第1成型ロール11および第2成型ロール12で押えながら行う工程と、この発泡処理の工程の初期、中期、および後期においてサンドイッチ状構造体Bの厚みを厚みセンサー13により検出する工程と、サンドイッチパネルPの最終的な厚みが一定となるように、初期の厚みセンサー13aによる検出結果に基づいてニップローラ8の位置を変更する工程と、中期の厚みセンサー13bによる検出結果に基づいて第1成型ロール11の位置を変更する工程とを有する。
(もっと読む)
クリーニングブレード及びその製造方法
【課題】低温条件においても、スティックスリップ現象を生じさせないことにより、トナーのすり抜けを防止することができるクリーニングブレードを提供する。
【解決手段】 材質が異なるエッジ部分とバックアップ層を備えた電子写真装置用のポリウレタン製のクリーニングブレードであって、エッジ部分の厚み×幅が0.03〜0.4×0.03〜4mmであることを特徴とするクリーニングブレード。
(もっと読む)
プラスチックフィルムレンズの製造方法
【課題】表面に凹凸形状を有するプラスチックフィルムレンズを、設計値とのずれが少なく、より高精度に生産できる製造方法を提供する。
【解決手段】透明なプラスチック基板11の少なくとも片面に凹凸形状のレンズ部を有するプラスチックフィルムレンズの製造方法であって、紫外線硬化型樹脂組成物12を、前記レンズ部とは逆型の凹凸を有する第1の型3で前記透明なプラスチック基板上に成型しながら、紫外線照射5によって硬化度10〜50%の低硬化体に硬化する第1硬化工程と、前記低硬化体を、前記レンズ部とは逆型の凹凸を有する第2の型6で成型しながら、紫外線照射8によって硬化度90%以上に硬化する第2硬化工程と、を含む、プラスチックフィルムレンズの製造方法。
(もっと読む)
ブレードの連続製造方法及び連続製造装置
【課題】連続成型法における成形精度の向上及び歩留まりの向上。
【解決手段】外周に成形溝及び内部に加熱装置を備えた成形ドラムを用いて、合成樹脂を成形用原料とするブレードの素材を連続製造する方法において、該成形溝の幅を複数のブレード用弾性ゴム部材の幅に相当する幅とし、成形ドラムから搬出される広幅の帯状のブレード素材を前記ブレード用弾性ゴム部材の幅に切断する工程を設けたことを特徴とするブレード素材を製造する方法。
(もっと読む)
繊維強化樹脂製筒状体の製造方法及び繊維強化樹脂製筒状体
【課題】遠心成形法の利点を生かして、しかもヒケやピット(凹み)や含浸不良の発生が抑制されるとともに、繊維体積含有率(Vf)が45%以上の成形体を得ることができる繊維強化樹脂製筒状体の製造方法を提供する。
【解決手段】繊維配置工程において成形型内にその内面に沿って繊維を筒状に配置し、その後、成形型内減圧工程において成形型内を減圧状態にする。そして、遠心含浸工程において成形型内に未重合樹脂液を導入した状態で成形型を回転させて未重合樹脂液を繊維に含浸させる。さらに、加圧重合工程において、成形型の回転を継続した状態で成形型内の減圧を停止するとともに、未重合樹脂液が含浸状態の繊維に、遠心力及び気体の加圧力を作用させた状態で未重合樹脂液の含浸及び重合を進行させる。
(もっと読む)
複合材料の製造方法
【課題】本発明の目的は、第1面材と第2面材との間に硬質ポリウレタンを形成してなる複合材料において、その幅方向に対し均一な厚みとなるように構成した複合材料の製造方法を提供することにある。
【解決手段】第1面材の幅方向略中央部上に硬質ポリウレタンフォーム原液組成物500を供給する原液供給工程と、原液を供給した第1面材上400に所定の間隔を設けて第2面材401を供給する面材供給工程と、第1面材400と第2面材401の間で硬質ポリウレタンフォーム原液組成物が発泡・硬化する発泡硬化工程と、発泡硬化工程の少なくとも一部期間において、第1及び第2面材400、401の所定の間隔を保持する保持工程とを備え、保持工程において、上方に発泡膨張するポリウレタンフォームを面材の幅方向に平坦化させる平坦化手段100を少なくとも一部に設けることを特徴とする。
(もっと読む)
光学シート及びその製造方法
【課題】長期の保存安定性や耐久性に優れ、様々な表面凹凸形状の形成やシート両面への凹凸形状の形成が容易な光学シートを提供する。
【解決手段】透光性の基材シート2の少なくとも一方の面に、光重合性官能基を有する熱可塑性樹脂及び光重合開始剤を含む光硬化性樹脂組成物を用いて微細凹凸構造を形成してなる光学シート9;並びに、透光性の基材シート2の少なくとも一方の面に、光硬化性樹脂組成物層3を形成する工程と、凹凸形状を有する型6及び7にて、光硬化性樹脂組成物層3を微細凹凸構造に賦型し、紫外線ランプ8等により光照射して光硬化性樹脂組成物層3を光硬化させる工程とを有する光学シート9の製造方法。
(もっと読む)
ポリウレタン製歯付ベルト及びその製造方法
【課題】耐環境性に優れ、背面にて紙葉類が滑ることなく搬送され、又歯部の硬度を背部の硬度よりも高くし、歯部の組成物中に滑剤を含有させることによって、プーリとのかみ合い時に歯飛びや発音することなく、円滑な同期伝動を得ることができるポリウレタン製歯付ベルト及びその製造方法を提供することを目的とする。
【解決手段】長手方向に沿って所定間隔で配置した複数のポリウレタンエラストマーを基材とした歯部2と、ポリウレタンエラストマーを基材とした背部4と、歯部2又は背部4に埋設された心線3を有するポリウレタン製の歯付ベルト1において、上記背部4及び歯部2を形成するポリウレタンエラストマーのポリオール成分がポリエーテルポリオールであり、上記背部4の硬度が歯部2の硬度よりも低く、さらに歯部2は滑材を含んだポリウレタンエラストマーであって、背部4と歯部2とで少なくとも2層となっているポリウレタン製歯付ベルト1である。
(もっと読む)
導電性ロール及びその製造方法
【課題】導電性の樹脂製シャフトと十分に接着した導電性の弾性層を有する導電性ロール及びその製造方法を提供する。
【解決手段】ガラス繊維を含み導電性を有する樹脂製シャフトと、カップリング剤を含むプライマーと、前記樹脂製シャフト上に設けられ導電性を有するシリコーンゴム層とを有し、前記樹脂シャフトと前記シリコーンゴム層が、前記プライマーを介して接着されている導電性ロールとする。
(もっと読む)
積層シートおよびその製造方法
【課題】粒径の大きな粉体や繊維集合体がシート表面から脱落することを抑制し、かつ、表面抵抗率のばらつきをなくし、安定した品質を確保できる積層シートを提供する。
【解決手段】積層シートは、複数の繊維集合体3a、3bの繊維端がシート外部へ飛び出さないように弾性樹脂を繊維集合体3a、3bの全体に浸透させ、繊維集合体3a、3bの一部はシート表面に露出し、繊維集合体3a、3bどうしの間に大きさ50μm〜1mmの充填材を有する。2枚の離型シート4a、4bで複数の繊維集合体3a、3bを最外層から挟み込み、離型シート4a、4bと複数の繊維集合体3a、3bからなる層状物20を形成する工程、繊維集合体3aと繊維集合体3bとの間に弾性樹脂10を流し込んで含浸させる工程、繊維集合体3a、3bに弾性樹脂10を含浸させる際に、層状物20を加圧する工程、により製造される。
(もっと読む)
チューブローラの製造方法
【課題】プライマーをフッ素樹脂チューブ内面に効率よく、かつ均一に付着できるチューブローラの製造方法を提供する。
【解決手段】フッ素樹脂チューブ12を円筒体14の内面に装着する工程と、フッ素樹脂チューブ12内に液状のプライマー18を注入すると共に、当該フッ素樹脂チューブ12の両端面を、蓋体を被せて密閉する工程と、フッ素樹脂チューブ12内にプライマー18を封入した状態で円筒体14を揺動する工程と、蓋体を取り外し、円筒体14を立てた状態で放置する工程と、フッ素樹脂チューブ12内を乾燥させる工程と、円筒体14を加熱してプライマー18をフッ素樹脂チューブ12内面に固着させる工程と、円筒体14内に芯軸を挿置し、円筒体14と芯軸との間にゴムを注入硬化し、この後、2次加硫を行う工程とを備える。
(もっと読む)
1 - 20 / 26
[ Back to top ]