
Fターム[4F204FW24]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形品の後処理・後加工 (254) | 機械的処理 (102) | 切削、研磨 (18)
Fターム[4F204FW24]に分類される特許
1 - 18 / 18
ポリテトラフルオロエチレン成形品の製造方法、ポリテトラフルオロエチレンシートの製造方法、ポリテトラフルオロエチレンシート
【課題】製造に要する時間を短くした場合であっても、歪みの程度の悪化を抑えることができるか、もしくは、歪みの程度を小さく抑える場合であっても製造に要する時間が長くならないようにすることができる、ポリテトラフルオロエチレン成形品の製造方法等を提供する。
【解決手段】
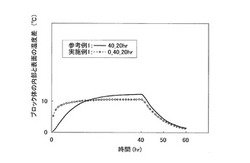
ポリテトラフルオロエチレン粉末を圧縮成形して得られる円筒形状のブロック体を、融点を超える温度まで加熱した後に、第1温度低下処理を行い、この第1温度低下処理の後に、第1温度低下処理よりも穏やかな温度低下速度で、ブロック体の結晶化が完了する温度である結晶化温度になるまで冷却する第2温度低下処理を行うことにより、ポリテトラフルオロエチレン成形品を製造する。
(もっと読む)
光ファイバ埋込繊維強化複合材積層板の製造方法及び光ファイバ埋込繊維強化複合材積層板

【課題】繊維強化複合材積層板の成形時だけでなく成形完了後の実際の使用時における光ファイバの折損を確実に防止することができ、繊維強化複合材積層板の荷重履歴を正確にモニタリングし得る光ファイバ埋込繊維強化複合材積層板の製造方法及び光ファイバ埋込繊維強化複合材積層板を提供する。
【解決手段】プリプレグを積層しつつ内部に光ファイバを埋め込み(埋込工程A)、弾性樹脂製枠部材によりプリプレグの外周端部を整合させ、切欠部に光ファイバの取出部が収まって保護されるよう光ファイバを弾性樹脂製枠部材に支持せしめ(整合保護工程B)、プリプレグを定盤の上に載置し、その周囲をシール材で取り囲み、バッグフィルムを覆い被せ真空引きし(吸引工程C)、プリプレグを加熱・加圧成形して積層板とし(成形工程D)、弾性樹脂製枠部材の光ファイバを支持する部分を少なくとも端部保護材として残すよう切除する(切除工程E)。
(もっと読む)
抄造圧縮機
【課題】効率が悪く、高価な多軸駆動圧縮機を用いることなく、上または下側の片方だけが駆動する単軸圧縮機を使用し、且つ、ブッシュを中心とし軸線方向上下から圧縮する効果を得ることを可能とする抄造圧縮機を提供する。
【解決手段】台座21と、中空下圧縮型13と、筒状金型9と、中空上圧縮型12とを備える。中空下圧縮型13の内部には、下弾性体18により下面を支持されるブッシュ支持台10を有すると共に、内周壁に段部19が設けられている。筒状金型9の内部には、ブッシュ2の上面に設置される上支持台11を有している。中空上圧縮型12の内部には、上弾性体17により上面を支持される押下部材14を有すると共に、内周壁に段部20が設けられている。
(もっと読む)
フッ素樹脂成形体およびその製造方法
【課題】強度が高く、耐薬品性に優れ、半導体等に悪影響を与える成分を発生させ難いフッ素樹脂成形体およびその製造方法を提供する。
【解決手段】フッ素樹脂(A)および強化繊維(B)を含有する含フッ素樹脂組成物からなる有底筒状または筒状の成形体本体1と、該成形体本体1の内表面に設けられた、ポリテトラフルオロエチレンまたはテトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体から選ばれるフッ素樹脂(C)からなるフッ素樹脂層2とを備えるフッ素樹脂成形体10。
(もっと読む)
ベルト部材の製造方法、及びベルト部材
【課題】金型面の熱転写により周方向の筋目を形成しつつ、筋目の不十分な領域を無くして、クリーニングブレードによるクリーニング性能を安定して高く発揮できるベルト部材を提供する。
【解決手段】熱可塑性樹脂材料を厚さ100μm、周長800mmの円筒状に連続押し出し成形してチューブ材を形成する。その後、研磨工程でチューブ材を一方向に一定速度にて回転させつつ、#2000のラッピングテープに摺擦させて外周面に周方向の筋目を形成する。その後、熱転写工程を行って、周方向の筋目に仕上げた金型面に、加熱状態でチューブ材の外周面を押し付けて周方向の筋目を熱転写する。
(もっと読む)
プラスチック製眼鏡フロント枠の製造方法
【課題】 簡素な工程で製造時間を飛躍的に短縮でき、かつ、肉厚の補強部位を作出するができて材料歩留りにも優れ、しかも、褶曲模様を作出して装飾性を醸し出すこともできるプラスチック眼鏡フロントの製造方法を提供すること。
【解決手段】 サイド湾曲し帯熱状態のフロント基板Fを、仮枠プレス金型M2上に移送載置して挟圧プレスすることによって、曲面部を有する仮枠形状を成形し、冷却硬化せしめた後、リム部2の上下それぞれに余肉部21を成形しつゝ表層を切削除去し、この仮枠プレスおよび切削加工したフロント基板Fを再び加熱して表層を軟化させ、このフロント基板Fを仕上げプレス金型M3上に移送載置して挟圧プレスするとき、キャビティ内において前記リム部2の余肉部21の表層樹脂をブリッジ部1およびサイド部3方向にそれぞれ肉移動させて、厚肉部Tを成形して表面形状を整形するとともに、この表層を仕上げ切削加工する。
(もっと読む)
導電性ポリエチレン樹脂組成物、導電性ポリエチレン樹脂成形体、滑り軸受、および摺動シート
【課題】安定した体積抵抗値を有し、加えて、低摩擦特性、耐摩耗特性も併せ持つ導電性ポリエチレン樹脂組成物、およびこれからなる樹脂成形体、滑り軸受、摺動シートを提供する。
【解決手段】重量平均分子量100万〜400万の非射出成形性超高分子量ポリエチレン樹脂100重量部と、ケッチェンブラック2〜15重量部と、ポリテトラフルオロエチレン樹脂粉末、黒鉛粉末およびシリコーン樹脂粉末から選ばれた少なくとも1つの平均粒子径1〜30μmの粉末0.5〜5重量部とを配合する。
(もっと読む)
樹脂成形品及びその製造方法
【課題】貫通孔を形成する際に穿孔工具の回転中心がぶれることを防止でき、尚且つ、穿孔工具で形成される貫通孔の両端にエッジが形成されない樹脂成形品及びその製造方法を提供する。
【解決手段】穿孔工具により貫通孔2が形成された樹脂成形品である。貫通孔2の中心軸方向の両側に貫通孔2側に行く程小径となって貫通孔2に連続するテーパー孔11が形成される。各テーパー孔11の内周面が、樹脂成形品の成形時において形成された面で且つ穿孔工具により穿孔されずに残った面で構成される。
(もっと読む)
樹脂製回転体成形用半加工品の製造方法及び樹脂製回転体の製造方法ならびに樹脂製歯車
【課題】1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体を作業性よく製造する。
【解決手段】抄造法により、ブッシュ2の外周部の周囲に補強繊維を集積させてブッシュ2の外周部を囲む補強繊維集積体8を形成する第1のステップと、補強繊維集積体8を回転軸の軸線方向に圧縮して補強用繊維基材5を形成する第2のステップとからなる。そして、第1のステップと第2のステップとを、ブッシュと補強繊維集積体を収容している同一装置7内で連続して行う。
(もっと読む)
摩擦材の製造方法
【課題】 短時間で成形可能な摩擦材の製造方法を提供する。
【解決手段】 繊維状物質、結合材及び摩擦調整剤を含む摩擦材組成物を用いた摩擦材の製造方法であって、
(i)少なくとも繊維状物質及び摩擦調整剤を含む原料を混合し、原料混合物を得る工程
(ii)前記原料混合物にゴム状物質を加え混錬し、摩擦材組成物を得る工程
(iii)前記摩擦材組成物を常温で加圧成形する工程
を含む摩擦材の製造方法又は(ii)の工程の後に、さらに結合材を含む原料を加え混合する工程を含む摩擦材の製造方法。
(もっと読む)
成形型及びこれを用いたカウンターの製造方法
【課題】廃棄物の削減を図ることができ、成形作業や製品管理の負担を軽減することができるようにすること。
【解決手段】成形型15は、カウンター10を製作するためのカウンター形成体17を一体成形する。カウンター形成体17は、左右方向に延びる載置面11Aを形成する本体面部19と、載置面11Aの面内に形成されたシンク部13用の穴21と、本体面部19の前後両端側にそれぞれ連なる交差面部21,21とからなる。成形型15は、カウンター形成体17に対応する形状を有するキャビティ空間24を含み、このキャビティ空間24は、左右方向に非対称形状に形成され、且つ、前後方向に対称形状に形成されている。
(もっと読む)
光学素子およびその成形方法
【課題】光学素子の光学部分に汚れが付着することなく、組立て,取り出しのハンドリングを可能とする。
【解決手段】一方の面に非球面またはグレーティング面、他方の面にグレーティング面を有する光学素子に取っ手としてリブ部13を設ける。これにより、光学機器の組立て時に光学素子を組み込むためにつかむ際、このリブ部13に指が最初に触れるため、グレーティング面11に指が触れることがなく、つかみ易くハンドリングが可能となる。また、リブ部13の形状は円筒形状に構成してあり360°どの方向からつかんでも、リブ部13の部分をつかむことができる。
(もっと読む)
成形用型及び成形方法
【課題】球形の熱可塑性素材を球体型の略中心に位置決めして成形し、内部応力の偏りをなくした成形品を得る。
【解決手段】球状に加工された球体型5を加圧方向に移動自在に収容する型本体1と、この型本体1に対向配置される対向型8と、型本体1及び対向型8を案内するスリーブ型9とを有すると共に、型本体1に形成された貫通孔2内で、球体型5を貫通孔2の開口部2aから対向型8側に向けて所定量突出させる突き押し部材6を有している。
(もっと読む)
真空下において、振動・圧縮を用いてメタクリレート樹脂を含む屋外用の人工石板を製造するための方法
本発明は、屋外に特に適する板を製造するための方法に関する。本発明の方法は、(i)充填剤を形成する様々な粒度分布の異なる材料を粉砕する段階、(ii)触媒と、必要に応じて着色剤とを一緒に樹脂を貯蔵する段階、(iii)材料が樹脂と一緒に均質化するまで上述した構成物質を混合する段階、(iv)真空下において、振動・圧縮によって得られるペーストを成形および圧密する段階、(v)重合により樹脂を硬化させるために、樹脂を加熱する段階、ならびに(vi)樹脂を冷却および研磨する段階からなる工程を含む。 (もっと読む)
ポリベンゾイミダゾール系樹脂成形用素材、樹脂成形体、切削加工方法、および切削粉の再利用方法
【課題】 ロッドや板状体より任意の形状に切削加工する場合の切削加工性に優れ、寸法精度や寸法安定性に優れ、また、簡易な方法でPBI系樹脂切削粉の再利用をPBI系樹脂のもつ高強度、耐熱性などの本来の優れた性質を低下させることなく再利用できる。
【解決手段】 PBI系樹脂材料を加熱圧縮成形して得られるPBI系樹脂成形用素材であって、PBI系樹脂材料の加熱圧縮成形後に、表面層が除去され、また、PBI系樹脂材料を加熱圧縮成形する成形工程と、加熱圧縮された成形体を切削加工する切削工程とを備え、上記成形工程後に表面層を除去する表面層除去工程を有する。
(もっと読む)
光学素子成形方法及び装置
【課題】 光学歪みが少なく、成形コストが低く、成形品の小型化に伴う成形品の搬送物流、保管がし易く、多品種変量生産に対応できる樹脂製の光学素子の成形方法及び装置を提供する。
【解決手段】 上型11aと下型11bにそれぞれ所定の工程数に対応する複数の鏡面入れ子14a、14bが組み込まれた成形金型に帯状樹脂材料2を供給し、帯状樹脂材料2を上型11aと下型11bの各鏡面入れ子14a、14bで成形し、成形後に成形金型内の鏡面入れ子14a、14b間で移動させる動作を初期工程から最終工程まで順次繰り返し、樹脂材料を所定形状の光学素子に成形するようにした。
(もっと読む)
ウレタンチップシートの製造方法、及びウレタンチップブロック
【課題】 ポリウレタンフォームのスクラップチップを利用することが可能なウレタンチップシートの製造方法であって、長尺かつ幅広であり、しかも厚み精度に優れるウレタンチップシートを、省スペースかつ低コストに製造し得る製造方法、及び、この製造方法に好適に使用可能なウレタンチップシート製造用ウレタンチップブロックを提供する。
【解決手段】 ウレタンチップと結合剤とを含む混合物21がシート形状に成形されてなるウレタンチップシート1の製造方法であって、(A)金型5内に上記混合物21を供給し、金型5内に形成されたキャビティ形状に当該混合物21を硬化させてウレタンチップブロック2を得る工程、(B)上記ウレタンチップブロック2の表面をスカイビングしてウレタンチップシート1を得る工程、からなることを特徴とするウレタンチップシート1の製造方法。
(もっと読む)
シールリングとシールリングの成形方法及び成形装置
【課題】 仮にバリが形成されていてもこのバリの位置をシール位置に悪影響を与えない位置に発生させたシールリングとその成形方法及び成形装置を提供する。
【解決手段】 圧縮成形時にシールリングシールリング本体7bの外周、内周又は外周と内周の両方に円周方向に沿って筋状のバリが残留しているシールリングにおいて、シールリング本体の最小内径部Bと最大外径部Aから離れた周面位置にバリを残留させた。
(もっと読む)
1 - 18 / 18
[ Back to top ]