
Fターム[4F205GA07]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 型の被覆による成形の区分 (1,535) | 流延 (942)
Fターム[4F205GA07]に分類される特許
101 - 120 / 942
混合装置、流延ドープの製造方法及び溶液製膜方法
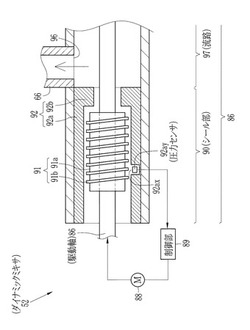
【課題】添加剤液が添加された原料ドープの攪拌を行ない、均質の流延ドープを得る。
【解決手段】ポンプは、配管を通して、原料ドープをダイナミックミキサ52へ送る。配管に設けられたノズルは、原料ドープに添加剤液を添加する。ダイナミックミキサ52は、駆動軸86に設けられたタービンの回転により、添加剤液及び原料ドープを攪拌する。ダイナミックミキサ52は、添加剤液及び原料ドープを流延ドープとして配管66へ送る。圧力センサ92ayはダイナミックミキサ52におけるシール圧P1を測定する。制御部89は、シール圧P1に基づいて、駆動軸86の回転数を制御する。
(もっと読む)
位相差フィルムとその製造方法
【課題】適切な位相差(リターデーション)発現性を有し、かつ環境湿度の変化に対して位相差の変動が十分に小さい位相差フィルムとその製造方法を提供する。
【解決手段】アセチルセルロースを含有する位相差フィルムであって、光学的異方性層aと、当該光学的異方性層aの両側に積層された光学的等方性層b及び光学的等方性層cとを有し、当該光学的異方性層aが、アセチル基置換度が1.5〜2.3の範囲内であるアセチルセルロースを含有し、かつ、当該光学的異方性層aの層厚をda、当該光学的等方性層b及びcの層厚をそれぞれdb及びdcとしたとき、3.0>db、及びdc>1.0×daであり、当該積層された層の総層厚d(=da+db+dc)が、30〜55μmの範囲内であることを特徴とする位相差フィルム。
(もっと読む)
光学フィルムの製造方法および該方法によって製造された光学フィルム

【課題】スリット間隙が異なるダイスに変更することなく、膜厚が異なる光学フィルムを簡便に連続的に製造でき、しかも膜厚が比較的薄い光学フィルムを製造する場合であっても、膜厚ムラの発生を長期にわたって十分に防止できる光学フィルムの製造方法を提供すること。
【解決手段】流延用ドープ20をダイス2から、連続的に走行する支持体1の上に200〜720g/m2で吐出して支持体上に流延膜を形成した後、該流延膜から溶媒の蒸発を行い、流延膜をフィルムとして支持体から剥離する光学フィルムの製造方法であって、少なくとも高分子材料が溶媒に溶解されてなる初期ドープ21と、該初期ドープよりも高分子材料濃度が低い希釈用ドープ22とを、光学フィルムの最終膜厚hd(μm)と流延用ドープの高分子材料濃度x(重量%)とが下記式を満たすように混合して流延用ドープ20を調製することを特徴とする光学フィルムの製造方法;20≦hd≦100;150≦hd÷(x/100)≦600。
(もっと読む)
ポリビニルアルコール系フィルムの製造方法
【課題】幅広化や長尺化に対応した、搬送性能に優れ、さらに光学欠点のないポリビニルアルコール(PVA)系フィルムの製造方法の提供。
【解決手段】(A)界面活性剤を含み、水分率が60〜90重量%のPVA系樹脂水溶液を調製する工程、および(B) PVA系樹脂水溶液を用いて、キャスト法により水分率5重量%以下のPVA系フィルムを製造する工程からなり、PVA系樹脂水溶液中の水分の蒸発速度が15〜30重量%/分であるPVA系フィルムの製造方法である。PVA系フィルムは、界面活性剤を含有するPVA系フィルムであり、フィルムの厚さが30〜55μm、フィルム幅が3m以上、フィルムの長さが4000m以上で、かつ、下記式により算出される、ステンレス製ロールに対する動摩擦係数が0.03以下である。
動摩擦係数(μ)=F/2.0
〔ここで、F(kgf)は、幅40mm、直径80mm、重さ2.0kg、表面粗さ(Ra)が0.05μmのSUS304製の試験ロールを、フィルム上で速度100mm/分で転がした際の駆動力(kgf)である。〕
(もっと読む)
光学フィルムの製造方法
【課題】 液晶表示装置(LCD)あるいは有機EL(エレクトロルミネッセンス)ディスプレー等の各種の表示装置に用いられる光学フィルムの製造方法について、樹脂フィルム原料を溶剤に溶解したドープ(樹脂溶液)中のいわゆる異物が除去されやすい濾過条件でゲル状異物を取り除いてリタデーション均一性を確保することで、コントラスト性能の良好な光学フィルムを、生産性よく製造することができる、光学フィルムの製造方法を提供する。
【解決手段】 溶液流延製膜法による光学フィルムの製造方法であって、ドープを、これの主たる溶剤の1気圧における沸点+5℃以上の温度で濾過することにより、ドープ中のゲル状異物を取り除き、濾過の際のドープの流量が、10〜80kg/(hr・m2)であり、ついで、濾過後のドープを支持体上に流延し、さらに、支持体上に形成されたウェブを剥離した後に、該ウェブを、幅手方向に1.1〜2.0倍延伸することを特徴とする。
(もっと読む)
シームレスベルトの製造方法及び製造装置
【課題】熱可塑性樹脂を主成分とする、高品位なシームレスベルトを低コストで製造することのできる製造方法を提供する。
【解決手段】環状ダイ2から熔融体30を押し出す工程と、押し出された熔融体30の先端部を筒状金型4に設けられた密着手段に密着させる工程と、熔融体30の先端部を密着手段に密着させた状態で、筒状金型4と環状ダイ2とを軸方向に相対移動させて筒状金型4の内壁に熔融体30を塗布して筒状の層1を形成する工程と、筒状の層1と環状ダイ2と筒状金型4とで仕切られる内部空間50に気体を充填し、気体の圧力で筒状の層1を筒状金型4の内壁に密着させる工程と、筒状の層1を固化させる工程と、を有する。
(もっと読む)
積層体、及びその利用
【課題】本発明の目的は、フラットパネルディスプレイ用部材やフレキシブルデバイスに好適に用いることのできるポリイミドフィルムと無機基板からなる積層体を提供することを目的とする。具体的には優れた透明性と耐熱性に優れるポリイミドフィルムと無機基板との積層体を提供することを目的とし、更には、ポリイミド上に、電子素子が形成されたフラットパネルディスプレイ用部材やフレキシブルデバイスを提供することを目的とする。
【解決手段】特定構造のポリイミド前駆体溶液を無機基板上に流延し、乾燥およびイミド化して得られるポリイミドフィルムと無機基板とからなる積層体であって、該ポリイミドの厚みが10μmにおいてヘイズが2%未満、全光線透過率が85%以上であり、かつ300℃におけるポリイミドからのアウトガスが0.5%未満であることを特徴とする積層体により達成できる。
(もっと読む)
管状物の製造方法
【課題】ノズルを使用し円柱状の芯金の周面に塗布液を螺旋状に塗布し、塗膜を形成した後、芯金を抜き取り管状物を製造しても膜厚が均一の管状物を製造することが出来る製造方法の提供。
【解決手段】回転する円柱状の芯金の周面に、相対的に移動するノズルより樹脂層形成用塗布液を吐出して螺旋状に塗布し樹脂層形成用塗膜を形成し、前記樹脂層形成用塗膜の硬化処理を行い樹脂層を形成した後、前記芯金を抜き取り管状物を製造する管状物の製造方法において、前記硬化処理を行う前に、前記樹脂層形成用塗膜を形成した前記芯金を、振れ幅30μm未満で、回転速度(周速度)0.02m/secから0.2m/secで回転させ平坦化処理を行うことを特徴とする管状物の製造方法。
(もっと読む)
ポリビニルアルコール系フィルム、ポリビニルアルコール系フィルムの製造方法、偏光フィルム及び偏光板
【課題】 延伸性に優れ、かつ染色ムラの少ない、偏光フィルムなどの光学フィルム用途に適したポリビニルアルコール系樹脂フィルムを提供すること。
【解決手段】 ポリビニルアルコール系樹脂(A)を含有するフィルム形成材料を製膜してなるポリビニルアルコール系フィルムであり、かつ、フィルムを30℃の水に5分間浸漬し膨潤させた時の幅(TD)方向の膨潤度(XTD)と機械(MD)方向の膨潤度(XMD)の比(XTD/XMD)が1.000〜1.020であるポリビニルアルコール系フィルム。
(もっと読む)
フィルム裁断方法及びフィルム裁断装置
【課題】樹脂フィルムを搬送方向に裁断する際に生じるスリットカット不良を防止する。
【解決手段】回転体2は、溝部22を備え、その側壁が下刃221とされている。上刃31は、回転体2がフィルムFを搬送する方向に回転した状態で溝部22に侵入している。そのため、フィルムFは上刃31と下刃221とにより挟持されて裁断される。回転体2は表面に複数のサクション孔Hが形成されたサクションローラにより構成されている。そのため、フィルムFはシワSWが除去されて裁断される。
(もっと読む)
乾燥装置及び溶液製膜方法
【課題】幅広の流延膜について、均一に乾燥を行う。
【解決手段】流延膜30を乾燥する第2乾燥ユニットは、箱状の供給ダクトと、乾燥風402を送り出す垂直ノズル32bと、乾燥風402を吸引する吸引ダクト32cとを有する。供給ダクトは流延膜30の上方に設けられる。垂直ノズル32bは、供給ダクトの下面にて、供給ダクトから流延膜30に向けて突出する。吸引ダクト32cは、A方向へ並べられる垂直ノズル32bのB方向両側に設けられる。吸引ダクト32cには、乾燥風402を吸引する吸引口32cxが設けられる。吸引口32cxは、垂直ノズル32bに設けられた送風スリット32bxよりも、流延膜30から離れた位置に設けられる。複数の垂直ノズル32bの間に、乾燥風の吸引ルートが形成される。
(もっと読む)
管状物の製造方法
【課題】回転装置に装着した円柱状の芯金の振れ精度が低い場合でも、膜厚が均一の管状物の製造方法の提供。
【解決手段】円柱状の芯金の周面に、ノズルより樹脂層形成用塗布液を吐出して塗布し、樹脂層形成用塗膜を形成した後、前記樹脂層形成用塗膜の硬化処理を行い樹脂層を形成した後、前記芯金を抜き取り管状物を製造する管状物の製造方法であって、前記芯金の間欠回転と、前記ノズルで前記樹脂層形成用塗布液の間欠塗布を繰り返し前記芯金の周面の全域に、帯状の樹脂層形成用塗膜を形成し、平担化処理した後、硬化処理を行い樹脂層を形成し芯金を抜き取り管状物を製造することを特徴とする管状物の製造方法。
(もっと読む)
乾燥装置及び溶液製膜方法
【課題】従来よりも幅が広い光学フィルムを効率よく製造する。
【解決手段】バンド91は、帯状の中央部91cと中央部91cの幅方向両側に配された帯状の側部91sとからなる。中央部91c及び側部91sの溶接部91wは、表面91aから露出する。流出口133aから移動状態のバンド91の表面91aに向けてドープが流出する。表面91a上では、ドープからなる流延膜136が、溶接部91wを覆うように形成される。ダクトから流延膜136に向けて乾燥風が送り出される。乾燥風との接触により流延膜136から溶剤が蒸発する。ノズル151は、裏面91b側から溶接部91wへ加熱風150をあてる。加熱風150により、表面91a上の流延膜から溶剤が蒸発する。剥取ローラは、流延膜136をバンド91から剥ぎ取ってフィルムとする。
(もっと読む)
乾燥装置及び溶液製膜方法
【課題】従来よりも幅が広い光学フィルムを効率よく製造する。
【解決手段】バンド91は、帯状の中央部91cと中央部91cの幅方向両側に配された帯状の側部91sとからなる。中央部91c及び側部91sの溶接部91wは、表面91aから露出する。流出口133aから移動状態のバンド91の表面91aに向けてドープが流出する。表面91a上では、ドープからなる流延膜136が、溶接部91wを覆うように形成される。ダクトから流延膜136に向けて乾燥風が送り出される。乾燥風との接触により流延膜136から溶剤が蒸発する。ノズル151は、裏面91b側から溶接部91wへ加熱風150をあてる。加熱風150により、表面91a上の流延膜から溶剤が蒸発する。剥取ローラは、流延膜136をバンド91から剥ぎ取ってフィルムとする。
(もっと読む)
流延装置及び溶液製膜方法
【課題】溶液製膜での製造効率を上げるために流延膜の乾燥速度の向上を図りつつも、フィルムの幅方向における遅相軸方向の均一化を図り、支持体の反りを防止する。
【解決手段】溶液製膜設備10の流延装置15は、第1の上流域給排気ユニット41を備える。第1の上流域給排気ユニット41は、給気部61と1対の遮風板62とを有する。給気部61は、給気ダクト66の底面に設けられた複数のノズル67から、流延膜36の膜面に対して垂直な向きで気体を吹き付ける。各遮風板62は、流延膜36の側縁の通過ライン上またはこの通過ラインよりも幅方向の内側に配してある。
(もっと読む)
ポリマーフィルム、偏光板及び液晶表示装置
【課題】製膜時の負荷を低減することができ、光学的異方性が小さく実質的に光学的等方性であり、液晶表示装置の光ムラ発生を抑止できるポリマーフィルムを提供すること。
【解決手段】溶液流延法による製膜が可能な熱可塑性ポリマーと、数平均分子量が500〜10000であってジカルボン酸とジオールからなる繰り返し単位を有するポリエステル系オリゴマーを含有するポリマーフィルムにおいて、
該ポリエステル系オリゴマーを形成する該ジカルボン酸が炭素数2〜20の脂肪族ジカルボン酸及び炭素数8〜20の芳香族ジカルボン酸から選ばれた少なくとも1種以上のジカルボン酸であり、かつ該ジオールが炭素数2〜12の脂肪族ジオール、炭素数4〜20のアルキルエーテルジオール、及び炭素数6〜20の芳香族環含有ジオールから選ばれた少なくとも1種類以上のジオールであり、
該ポリエステル系オリゴマーが該熱可塑性ポリマーに対して30質量%以上含有することを特徴とするポリマーフィルム。
(もっと読む)
ダイ及びその製造方法
【課題】HIP処理によりダイ本体の母材と拡散接合されたHIP層からなるリップ部とすることにより、リップ部の組織が緻密化され、曲げ強度が大幅に改善されて、表面粗度を高精度に仕上げることができ、エッジ部が高精度のシャープエッジに仕上げられるとともに、リップ部以外のダイ流路も良好な耐食性及び耐摩耗性を有するダイを提供する。
【解決手段】ダイ本体4に形成されたダイ流路5の先端側にリップ部6,6が設けられ、ダイ流路5に供給される塗工液又は溶融樹脂をリップ部6から吐出するダイであって、リップ部6は、HIP処理により耐食性及び耐摩耗性の良好な合金粉末をダイ本体4の母材に直接拡散接合させたHIP層10によって形成され、リップ部6以外のダイ流路5を形成するダイ本体4内壁面に硬質クロムメッキ層20が被覆されている。
(もっと読む)
光学フィルムの製造方法、光学フィルム、偏光板及び液晶表示装置
【課題】アクリル樹脂とセルロースエステル樹脂とを含む光学フィルムであって、偏光子に対する接着性が改善された光学フィルムを提供する。
【解決手段】樹脂溶液2を支持体101a上に流延する流延工程と、支持体101a上で形成されたウェブ3を支持体101aから剥離する剥離工程と、剥離したウェブ3を延伸する延伸工程とを備える光学フィルム5の製造方法であって、樹脂溶液2の樹脂としてアクリル樹脂とセルロースエステル樹脂とを含み、延伸工程として第1の延伸工程とこの第1の延伸工程の後に行われる第2の延伸工程とを含み、第1の延伸工程におけるウェブ3の長手方向の延伸率と幅方向の延伸率との合計値をAとし、第2の延伸工程におけるウェブ3の長手方向の延伸率と幅方向の延伸率との合計値をBとしたときに、A≦Bである。
(もっと読む)
光学フィルムの製造方法、光学フィルム、偏光板及び液晶表示装置
【課題】溶液流延製膜法による光学フィルムの製造方法であって、剥離工程ではウェブを支持体から容易に剥離でき、延伸工程ではウェブの幅方向の側部をテンターでしっかりと保持でき、かつ、剥離後のウェブの搬送時にはウェブの破断を回避できる光学フィルムの製造方法を提供する。
【解決手段】樹脂溶液2を金属支持体101a上に流延する流延工程と、金属支持体101a上で形成されたウェブ3を金属支持体101aから剥離する剥離工程と、剥離したウェブ3を延伸する延伸工程とを備える光学フィルム5の製造方法であって、樹脂溶液2の樹脂としてアクリル樹脂とセルロースエステル樹脂とを含み、樹脂溶液2の溶媒としてアルコールを含み、剥離工程においてウェブ3を金属支持体101aから剥離するときのウェブ3の残留溶媒率が20〜100質量%であり、延伸工程においてウェブ3をピンテンター103dで延伸する。
(もっと読む)
光学フィルム及びその製造方法
【課題】偏光板加工における貼合工程での搬送性、貼合適正にすぐれた光学フィルム及びその製造方法を提供する。
【解決手段】ハードコート層がフィルム基材の片面に設けられた光学フィルムを、該光学フィルムを製造した際のフィルム基材の幅方向に35mm、長手方向に2mmの大きさに切り取り、温度25℃、相対湿度65%の環境下に1時間置いて測定したカール値が、ハードコート層側を表面として該表面が内巻きになるカールをプラス、該表面が外巻きになるカールをマイナスとしたとき、0よりも小さくし、フィルム基材の幅方向に2mm、長手方向に35mmの大きさに切り取り、温度25℃、相対湿度65%の環境下に1時間置いて測定したカール値が、0よりも大きくする。
(もっと読む)
101 - 120 / 942
[ Back to top ]