
Fターム[4F206AA45]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ゴム、エラストマー(熱可塑剤ゴム一般) (433)
Fターム[4F206AA45]の下位に属するFターム
共役ジエン系ゴム(←天然ゴム) (16)
Fターム[4F206AA45]に分類される特許
401 - 417 / 417
細胞観察用チップの製造方法及び当該製造方法によって製造された細胞観察用チップ

【課題】生産性およびコストの面において有用である、樹脂材料の射出成形によって製造された細胞観察用チップを提供する。
【解決手段】細胞観察用チップは、第1の領域と、第2の領域と、前記第1の領域と第2の領域との間を連通する微細通路を有する流路部とを備えた細胞観察用チップであって、少なくとも前記流路部を熱可塑性エラストマー樹脂により射出成形し、前記流路部は微細な凹凸を有するものである。このような構成により、微細な凹部を有する金型で隅々の部分まで樹脂材料を充填し、生産性およびコスト面において有用な細胞観察用チップを提供することができる。
(もっと読む)
ガスケット
小型化に対応して、取付時にはみ出しを生じることなく、シール性を発揮する高性能なガスケットを提供する。ガスケット(1)は、硬度30〜80度(JIS デュロメータ タイプA)の範囲の材料を用い、基部(1a)の接着幅を(W0)、基部(1a)の接着部からメインビード部(2)の先端部までの高さの半分の位置での幅を(W1)として、W1/W0<0.9を満たし、基部(1a)の接着部からメインビード部(2)の先端までの高さを(H)として、1.15<H/W0<1.80を満たし、基部(1a)の接着している部分を除く断面周りの非接着部分の長さを(L)として、L/W0≧3を満たし、圧縮された時の圧縮率が13.5%以上である。  (もっと読む)
(もっと読む)
ガラスラン、その製造方法及びガラスラン成形用金型装置

【課題】作業性の飛躍的な向上を図ることのできるガラスラン、その製造方法及びガラスラン成形用金型装置を提供する。
【解決手段】車両ドアのサッシュにガラスラン1が取付けられる。ガラスラン1は押出成形部2等と型成形部5等から構成される。各成形部2等は、基底部10及び側壁部11,12からなる本体部13と、ドアガラスとの間をシールするシールリップ14,15と、基底部10において車内外方向に伸縮可能な伸縮部16等とを備えている。そして、型成形部5の成形に際し、コア本体と、シールリップ14,15の内周面を画定する側から突出する第1保持部と、基底部10の内周面を画定する側から突出する第2保持部とからなるコア金型を用いることにより、型成形部5のコーナー部C1を含む所定区間において、伸縮部16等に代えて、基底部10を貫通する開口部40が形成されたガラスラン1が成形される。
(もっと読む)
歯ブラシの製造方法
【課題】歯ブラシの製造方法を提供する。
【解決手段】
ハンドル領域(10)、ヘッド領域(14)及びネック領域(12)を有する本体(16、18)内に、少なくとも部分的に機能部品を備え、さらに、電気操作型の機能ユニット(22、22’)と、エネルギーストア(24)を含むとともに前記機能ユニット(22、22’)に用いられる電力供給源(26)を備え、前記本体を、強度部として機能する少なくとも一つのハード部品(16)と、少なくとも一つのソフト部品(18)を用いて射出成形によって形成し、かつ前記本体(16、18)の形成時に、少なくとも幾つかの機能部品が少なくとも部分的に、前記ソフト部品(18)を形成するプラスチックによって直接覆われるようにした。  (もっと読む)
(もっと読む)
ポリカーボネート樹脂組成物及びその成形品
【課題】 ウエルド強度に優れたポリカーボネート樹脂組成物を提供する。
【解決手段】 (a)芳香族ポリカーボネート樹脂60〜95重量部、(b)ゴムの存在下少なくともスチレン系単量体と(メタ)アクリロニトリル系単量体とを重合してなるスチレン/(メタ)アクリロニトリル系共重合体5〜40重量部の合計100重量部に対し、(c)燐系難燃剤0〜40重量部、(d)ポリフルオロエチレン0〜5重量部及び(e)無機充填材0〜50重量部を配合してなるポリカーボネート樹脂組成物において、組成物中に分散するゴム粒子の、電子顕微鏡写真を画像処理して測定される、平均占有面積Sgが次式(1)を満たすことを特徴とするポリカーボネート樹脂組成物及びその成形品。
Sg ≧ 0.2 μm2 (1)
(もっと読む)
金型、その金型を用いた筒状体製造装置および筒状体の製造方法
【課題】 充填される成形材料の流路末端より金型内の空気を放出させて、成形材料の充填されない部分が発生することを防止することができる金型、その金型を用いた筒状体製造装置および筒状体の製造方法を提供する。
【解決手段】 半円筒形上のインナーピースを芯部161に嵌めた状態で金型内に載置される中子160の芯部161の鍔部164には、インナーピースの内周側にて突起を形成するための溝163より溝170が延設されている。ヒータ内蔵グリップの成型時には、芯部161が保持部162に向かってスライドし、鍔部164は保持部162の軸受部167内に収容される。このとき保持部162の内面と鍔部164の外周面168とが当接して溝170により構成される空気抜孔から、成型時に金型内の空気抜きが行われるので、凹部内の空気の滞留がなく、成形材料の充填されない部分の発生が防止される。
(もっと読む)
熱可塑性ポリエステルをベースとする改良された流動性を有する成形用組成物
本発明は、熱可塑性ポリエステルと、少なくとも1種のオレフィンと脂肪族アルコールの少なくとも1種のメタクリル酸エステルまたはアクリル酸エステルとを含む少なくとも1種のコポリマー(ただし、コポリマーのMFIは100g/10分以上である)と、をベースとする改良された流動性を有する熱可塑性成形用組成物と、これらの成形用組成物の調製方法と、さらには、電気産業、電子産業、通信産業、自動車産業、もしくはコンピューター産業向けの、スポーツにおける、家庭内における、医療における、または娯楽産業向けの、成形品を製造するための、これらの成形用組成物の使用と、に関する。 (もっと読む)
キャスター台車又はキャスター固定台車等の台車用のホイール
【課題】ホイールが製造技術上好適に形成されること、及び、このようなホイールが構造上好ましく形成されること、のうちのいずれか又はその両方である。
【解決手段】本発明は、ハブ(9)、特にポリアミドからなるハブと、タイヤ外皮(11’)とを備え、ハブがプラスチック射出成型工程で形成される、キャスター台車又はキャスター固定台車等の台車用のホイールに関する。同様のハブ(9)を生産技術上および導入上好ましく発達させるために、タイヤ外皮(11’)がタイヤ部(11)の所に形成され、タイヤ部(11)がプラスチック及びゴムのうちの1つ以上の材料が充填されたフィラーを有するように、構成される。
(もっと読む)
任意のナイロンをオーバーモールドするためのブロック共重合体組成物
ナイロン基材をオーバーモールド層でオーバーモールド(OM)する熱可塑性エラストマー(TPE)は原則的に不活性フィラー、可塑剤、好ましくは鉱物油、および次の成分から選択された組合せから成る:(i)官能性が1%の官能化「高ゴム」SHDS(スチレン−水素化ジエン−スチレン)で、「小末端ブロック」が両方で重量で約8〜25%の範囲の量で存在する、官能化「高ゴム」SHDS(スチレン−水素化ジエン−スチレン);(ii)ポリスチレン末端ブロックおよびポリ(共役ジエン)中間ブロックに重合ビニル芳香族モノマーを持つ水素化SDSまたはSHDSブロック共重合体で、両方のポリスチレン末端ブロックがポリジエン中間ブロックのポリスチレンを差し引いたブロック共重合体の重量で20〜30%の範囲の量で存在する、水素化SDSまたはSHDSブロック共重合体;(iii)官能性が1%<しかし2%>である官能化「高ゴム」SHDSで、両方の「小末端ブロック」が重量で約8〜25%の範囲の量で存在する、官能化「高ゴム」SHDS;(iv)オレフィンが炭素原子を2から4コ持つ官能化ポリオレフィン(F3)で、重量で組成物の0〜30%ある、官能化ポリオレフィン(F3);(v)重量で組成物の0〜15%ある、水素化非官能化水素化ポリスチレン−ポリ(共役ジエン)−ポリスチレン(SHDS)ブロック共重合体;および(vi)組成物の有効寿命を高める添加剤。 (もっと読む)
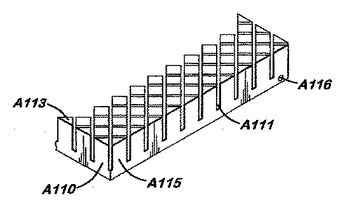
スクリード形成方法
継続的、周期的に熱可塑性材料を緩衝材に形成するスクリード形成方法を開示する。
 (もっと読む)
(もっと読む)
射出成形法
歯ブラシヘッドの製造方法であって、歯ブラシのヘッド部を射出成形用金型キャビティーに密閉し、その射出成形用金型キャビティー内に熱可塑性エラストマー材料を射出することによって該ヘッドのエラストマー材料部を形成することを含んでなり、その際、射出成形用金型キャビティーから空気を抜き取るために、主金型分割線経由以外のベント手段が金型ブロックに設けてあることを特徴とする。好ましくは、前記ベント手段は、第2金型分割線を設けた金型ブロックからなる。 (もっと読む)
複合材料本体、それらの製造方法およびそれらの使用
ポリアセタールと、少なくとも1つの熱可塑性ポリアミドエラストマーとを含む複合材料であって、ポリアセタール成形品が熱可塑性ポリアミドエラストマーで一部または完全に被覆されるかまたはポリアセタール成形品上に熱可塑性ポリアミドエラストマーによって構成される1つ以上の成形品が直接成形されることにより形成されている上記複合材料が記載されている。 本複合材料は、ポリアセタールと熱可塑性ポリアミドエラストマーとが、熱可塑性ポリアミドエラストマーのポリアセタール成形品上への射出により、互いに接着または凝集により結合され、ポリアセタールと熱可塑性ポリアミドエラストマーとの間の引張接着強さが少なくとも0.5N/mm2であることを特徴とする。。
本複合材料は、コネクタとして;一体となった封止特性および/または一体となった制動特性を有する機能性部材として;あるいは、滑り止めおよび握りやすい(easy-grip)
機素として使用することができる。
(もっと読む)
複合材料本体、それらの製造方法およびそれらの使用
ポリアセタールと、少なくとも1つの熱可塑性ポリエステルエラストマーとを含む複合材料であって、ポリアセタール成形品が熱可塑性ポリエステルエラストマーで一部または完全に被覆されるかまたはポリアセタール成形品上に熱可塑性ポリエステルエラストマーによって構成される1つ以上の成形品が直接成形されることにより形成されている上記複合材料が記載されている。本複合材料は、ポリアセタールと熱可塑性ポリエステルエラストマーとが熱可塑性ポリエステルエラストマーのポリアセタール成形品上への射出により互いに接着または凝集により結合され、ポリアセタールと熱可塑性ポリエステルエラストマーとの間の引張接着強さが少なくとも0.5N/mm2であることを特徴とする。
本複合材料は、コネクタとして;一体となった封止特性および/または一体となった制動特性を有する機能性部材として;あるいは、滑り止めおよび握りやすい(easy-grip)
機素として使用することができる。
(もっと読む)
液体射出成形を用いた電子部品の製造方法
電子部品を製造する方法は、半導体デバイスをオーバーモールドするための液体射出成形方法を含む。液体射出成形方法は、i)開いたモールド内に半導体デバイスを置くこと、ii)モールドを閉じて、モールドキャビティを形成すること、iii)モールドキャビティを加熱すること、iv)モールドキャビティ内に硬化性液体を射出成形して、基板上に半導体ダイをオーバーモールドすること、v)モールドを開け、且つステップiv)の製造物を取り除くこと、及び任意に、vi)ステップv)の製造物をポストキュアさせることを含む。半導体デバイスは、ダイ装着接着剤によって基板に装着される集積回路を有し得る。
 (もっと読む)
(もっと読む)
無菌環境下でバイアルを製造する方法および装置
医薬バイアルの製造方法であって、バイアル10および密閉部20を個々のバイアルおよび密閉部鋳型30、40で並列に成形し、次に密閉部20およびバイアル10を自動的に一体に組み立て、それらをいずれも無菌環境で行う方法。その方法を行うための装置も提供される。本発明の方法および装置によって、内部が無菌である封止バイアルを作製することができる。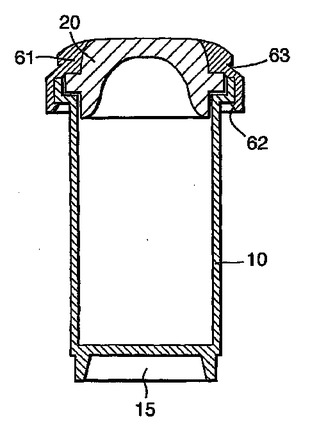 (もっと読む)
(もっと読む)
剛性部と関節状部分とから成るプラスチック射出成形部品およびその用途
本発明は、少なくとも1つの剛性領域(11)および少なくとも1つの可撓性弾性関節状領域(12)を有するプラスチック射出成形部品(10)に関する。前記射出成形部品は、剛性領域の近傍にある少なくとも1つの射出点(1)からコインジェクション成形される様々なプラスチック組成物から、1つのキャビティ内で生産され、一方の構成要素が剛性領域を過ぎて突出し、関節状領域を形成することを特徴とする。 (もっと読む)
エネルギー吸収性混合物
弾性があり、変形速度につれて増大する変形下で抵抗性の負荷を見せ、未発泡であるか発泡されており、細分されているか細分されていない、i)第一のポリマー基の弾性がある材料および ii) i)とは異なる第二のポリマー基材料とからなり、 ii)が固体母材i)内に閉じ込められるi)の不存在時にはダイラタンシーを示す、未発泡で、発泡させられる時には発泡に先立って、ii)とi)が混ぜられて製造される混合物材料。 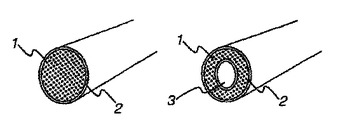 (もっと読む)
(もっと読む)
401 - 417 / 417
[ Back to top ]