
Fターム[4F206AA45]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ゴム、エラストマー(熱可塑剤ゴム一般) (433)
Fターム[4F206AA45]の下位に属するFターム
共役ジエン系ゴム(←天然ゴム) (16)
Fターム[4F206AA45]に分類される特許
201 - 220 / 417
スピーカシステムおよび嵌め込み装置
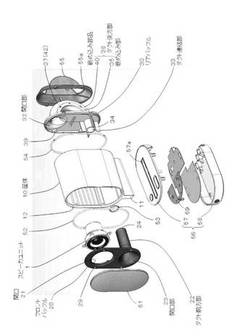
【課題】バスレフ型のスピーカシステムとして、システムの大型化を来たすことなく、ダクトの有効長を十分に大きくすることができ、十分な低域増強効果を得ることができるとともに、ダクトを確実に密閉できるようにする。
【解決手段】フロントバッフル20には、ダクト前方部22を一体に形成し、リアバッフル30には、スピーカユニット1の背面と対向する位置に開口部32を形成し、ダクト前方部22と対向する位置にダクト連結部33を一体に形成するとともに、背面側に嵌め込み部35を一体に形成する。嵌め込み部35は、断面形状が半筒状のものとし、その背面には、周回する溝を形成する。嵌め込み部品40は、断面形状が半筒状の部品として、骨格部をABSとし、周縁部をエラストマとして、ダブルモールドによって形成する。その嵌め込み部品40の周縁部をリアバッフル30の周回する溝内に挿入し、嵌め込み部品40をリアバッフル30に嵌合する。
(もっと読む)
成形金型及びローラの製造方法

【課題】振れ精度の高いローラを高い生産性で製造することのできる成形金型及びローラの製造方法を提供すること。
【解決手段】筒状金型5と、筒状金型5の両端開口部を閉塞する第1の端部金型6及び第2の端部金型8とを備えた成形金型1であって、第1の端部金型6及び第2の端部金型8の少なくとも一方は、その軸線方向に貫通穿孔され、軸体を保持する保持孔13と、保持孔13の軸線方向に前後進可能に保持孔13に挿着され、軸体をその軸線方向に固定する軸体固定部材20とを備えて成ることを特徴とする成形金型、並びに、成形金型1と軸体とで形成されたキャビティに、前記第1の端部金型に設けられたスプルー14を介して成形材料を注入し、キャビティに注入された成形材料を加熱硬化することを特徴とする、軸体の外周面に弾性層を備えたローラの製造方法。
(もっと読む)
二重射出によるクラッシュパッド製造時の材料混合防止方法及びそのシステム
【課題】2種材質の樹脂を同時に射出してクラッシュパッドを製造する過程で、1種の樹脂が充填される領域内に他種の樹脂が浸透することを効果的に防止する材料混合防止方法及びそのシステムを提供する。
【解決手段】本発明は、二重射出(Two_shot molding)工法によって、軟性の高い第2材料でPABドア領域20部分を、剛性の高い第1材料で前記PABドア領域20以外の部分を一体的に射出成形してクラッシュパッド10を製造する過程における材料間の混合を防止する方法であって、前記PABドア領域20の外部において、前記第1材料と第2材料の混合現象を引き起こす部分のクラッシュパッド10の厚さを薄くする流れ遅延ダム55を射出金型50上に形成することにより、第1材料の流れを遅延させ、第1材料と第2材料の固化を促進させることを特徴とする。
(もっと読む)
緩衝材及びその製造方法
【課題】取り付け性等の作業性に優れ、製造が容易で、かつ、電子部品に対する密着性が高く、ガスバリア性の機能をも併せ持つ緩衝材及びその製造方法を提供すること。
【解決手段】電子装置の外面に該電子装置を覆う状態で取り付けられ、該電子装置を保護する緩衝材であって、熱可塑性エラストマー組成物により形成され、外周部の粘着性が電子装置に接する内周部の粘着性に対して小さいことを特徴とする緩衝材である。
(もっと読む)
粘着性マット及び粘着性吸盤付き支持具
【課題】粘着性マットにおいて、携帯電話機等を任意の場所に確実に固定できるとともに、取り外しや移動を容易に行うことができ、極めて安価に、かつ容易に製造できること。
【解決手段】粘着性マット1は、粘着性と弾性を有するスチレン系熱可塑性エラストマーを射出成形で一体成形してなり、表面2には略半球形状の種々の大きさの凸部3が設けられており、裏面5は平滑な面となっている。粘着性マット1の粘着力の大きい裏面5を、自動車のダッシュボードに貼り付けることによって、粘着性マット1の表面2に携帯電話機を置くだけで、自動車の走行中の揺れやショック等では全くずれることなく固定しておくことができる。複数個の凸部3が設けられているため、表面2の粘着力が適度に低下しており、必要な場合には携帯電話機を粘着性マット1の表面2から容易に、かつ、スムーズに取外すことができる。
(もっと読む)
成形型
【課題】入れ子型に内嵌されたシールリングを交換する際の作業性の向上を図ることができる成形型を提供すること。
【解決手段】シールリング50は、内周面に内周胴部54と内周拡径部55とを備えると共に、その内周拡径部55の内径を内周胴部54の内径よりも大きくすることで、内周拡径部55と内周胴部54との間に内周段部56を位置させる構成であるので、シールリング50を入れ子型22から抜き取る場合には、内周段部56を利用して(例えば、内周段部56に抜き取り治具を係合させ)、シールリング50を上方へ押し上げることで、容易に嵌合孔部22bから抜き取ることができる。よって、定期的に必要なシールリング50の交換作業において、その作業性の向上を図ることができる。
(もっと読む)
空気入りタイヤの製造方法
【課題】タイヤの成形精度を確保しつつ、成形時間を短縮して生産能率を向上することができる空気入りタイヤの製造方法を提供すること。
【解決手段】環状のアペックスゴム15を射出成形し、それを未加硫状態に保持しながら成形型を型開きしてアペックスゴム15の側面15aを環状に露出させる。また、環状のゴムパッド18を射出成形し、それを未加硫状態に保持しながら成形型を型開きしてゴムパッド18の側面18aを環状に露出させる。その後、アペックスゴム15を保持する下型37とゴムパッド18を保持する下型47とを重ねて、アペックスゴム15の側面15aをゴムパッド18の側面18aに貼り合わせて一体化した複合ゴム部材19を形成し、その複合ゴム部材19をカーカスプライに貼り合わせて未加硫タイヤの成形に供する。
(もっと読む)
ガラスラン及びその製造方法
【課題】外観品質の向上を図るとともに、製造作業性の向上、製造コストの抑制等を図ることのできるガラスラン及びその製造方法を提供する。
【解決手段】ガラスラン1は、断面略コ字状の本体部11と一対のシールリップ12、13とを具備する。ガラスラン1は、金型のキャビティを構成する成形面のうち、シールリップ12、13の各ドアガラス摺動面及び基底部14の内側面を成形する部位に対してポリエチレン(PE)シートを設置する設置工程と、PEシートが設置されたキャビティ内に成形材料を充填させる充填工程とを経ることで、本体部11及び両シールリップ12、13を有する断面形状をなし、ドアガラスの上縁部、前縁部、及び後縁部に対応する上辺部、前縦辺部、及び後縦辺部4からなる長手方向全域が一体的に形成されるとともに、シールリップ12、13の各ドアガラス摺動面及び基底部14の内側面に摺動層21、22、23が形成される。
(もっと読む)
シリコーンゴム発泡体及びその製造方法
【課題】液状付加硬化型シリコーンゴム組成物の射出成形による、均一なセルを有し、再現性のよいシリコーンゴム発泡体の製造方法、及びこの方法により得られるシリコーンゴム発泡体を提供する。
【解決手段】超臨界流体と液状の付加硬化型シリコーンゴム組成物とを混合した混合物を、金型のゲートの断面積Sに対するキャビティ内の最大流動長Lの比 L/S(mm/mm2)の値が7.0以下である金型のキャビティ内に射出して、発泡・硬化させることを特徴とするシリコーンゴム発泡体の製造方法、及びこの方法により得られるシリコーンゴム発泡体。
(もっと読む)
シールド筐体
【課題】 外部環境からケース2の内部への水の浸入を確実に防止するシールド筐体1を提供する。
【解決手段】 シールド筐体1はケース2を有する。ケース2は複数の側壁22,…で囲まれている。各側壁22,…は貫通孔222d,222eを持つシールド材222を有する。シールド材222の一方の面には外壁226が形成され、シールド材222の他方の面には内壁224が形成してある。外壁226は第1の樹脂からなるメイン第1樹脂部分226aを有する。メイン第1樹脂部分226aはシールド材222に形成された貫通孔222dを通じて内壁224を構成する第2の樹脂からなるメイン第2樹脂部分224aと一体化され、先端が外壁226の表面に露出している第2の樹脂からなるサブ第2樹脂部分と、界面225で区画してある。界面225の外壁226側終端付近はシール部7で封止してある。
(もっと読む)
成形フィルタ端部キャップと製造方法
フィルタ媒体、第1端部キャップ、および第2端部キャップを含むフィルターエレメントを提供する。フィルタ媒体は、第1および第2フィルタ端部を有する。第1端部キャップは第1フィルタ端部に取り付けられ、第2端部キャップは第2フィルタ端部に取り付けられる。第2端部キャップはモールド成形材料により形成され、一体モールド成形される取っ手構造を備える。取っ手構造は、少なくとも部分的に横方向に貫通するよう形成される中空部を有するフランジを含む。中空部は、第2端部キャップ上に分割線が生じないよう割型なしでモールド成形される。一実施の形態では、中空部は、内部にモールド封止されるグロメットを用いて取っ手構造のフランジ内に形成される。 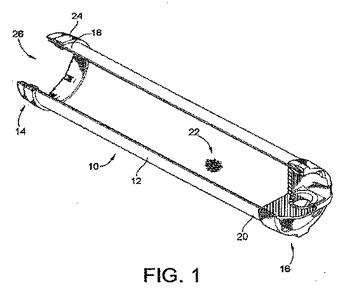 (もっと読む)
(もっと読む)
径方向シールおよび作製方法
径方向シャフトシールアセンブリを製造する方法である。この方法は、金型コア要素上で、環状のポリテトラフルオロエチレンシールの内径をマンドレルの軸から径方向外方に第1の伸長状態に伸長するステップを含む。この方法は、また少なくとも1つの金型要素を有する金型コア要素上で伸長されたポリテトラフルオロエチレンシールの周囲に実質的に閉じられた金型キャビティを規定するステップを含む。この方法は、また伸長されたポリテトラフルオロエチレンシールから間隔をあけて金型キャビティ内に剛性を有するケーシングを配置するステップを含む。この方法は、また液化したゴムエラストマーを金型キャビティ内に導入するステップを含む。この方法は、また熱と圧力の下で、剛性を有するケーシングと、伸長された状態のポリテトラフルオロエチレンシールとが固体のゴムエラストマー部材に結合されるように液化したゴムエラストマーを成型するステップを含む。この方法は、また共に結合したポリテトラフルオロエチレンシールと剛性を有するケーシングとゴムエラストマー部材とを、第1の伸長状態を超えてポリテトラフルオロエチレンシールの内径を伸長することなく、金型コア要素から取り外すステップを含む。 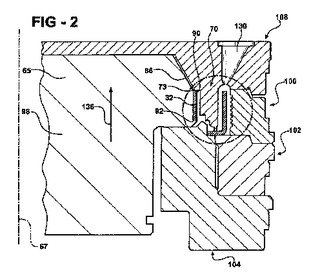 (もっと読む)
(もっと読む)
エアバッグ装置のカバー体、エアバッグ装置のカバー体の製造方法、及びエアバッグ装置
【課題】基材の表面側を表皮部で覆ったエアバッグのカバー体について、表皮部を剥がれにくくするとともに製造コストを低減する。
【解決手段】基材41の表面側41aに表皮部42を一体的に形成する。表皮部42は、基材41を装着した金型50に樹脂材料を射出する反応射出成形(RIM成形)で形成する。基材41の端末41bに、表面側41aに突出するフランジ部44を形成する。表皮部42は、破断予定部34からフランジ部44に向かい、次第に厚さ寸法が大きくなるように形成する。エアバッグの展開の際に、力を分散し、表皮部42を剥がれにくくできる。
(もっと読む)
成形装置および成形方法
【課題】成形品の寸法および重量を安定させる。
【解決手段】キャビティ11内に供給された未加硫のゴム材料をキャビティ11の内面形状に沿った外形形状に成形した後に、この成形品Wを未加硫の状態でキャビティ11から取り出す成形装置10であって、キャビティ11内に流動状態にある未加硫のゴム材料を射出する射出成形機21と、キャビティ11内に射出されたゴム材料をこのキャビティ11内で冷却する冷却手段27と、を備える。
(もっと読む)
ポリプロピレン系樹脂射出発泡成形体
【課題】 本発明の目的は、流動性がよく薄肉射出充填が可能で高発泡倍率であるがために、軽量性に優れ、耐衝撃性の良好なポリプロピレン系樹脂射出発泡成形体を提供すること。
【解決手段】 メルトフローレートが10g/10分以上50g/10分未満、メルトテンションが2cN以上、かつ歪硬化性を示す改質ポリプロピレン系樹脂、特定の熱可塑性ゴム、および発泡剤を射出成形機へ供給し、次いで金型内に射出して発泡成形して得られることを特徴とする射出発泡成形体。
(もっと読む)
ゴム−樹脂積層構造体及びその製造方法
【課題】樹脂とゴムの界面における接着強度に優れると共に、絞り加工等により接着界面に変形が生じる場合でも、その変形に良好に追随し得、良好な接着状態を確実に維持して、優れた耐久性が得られるラバーブッシュ等のゴム−樹脂積層構造体及びその製造方法を提供する。
【解決手段】樹脂製の外筒体2と該外筒体2の内側に配置された内筒体4との間にゴム層3を形成してこれら外筒体2、内筒体4及びゴム層3を一体化させたゴム−樹脂積層構造体1において、外筒体2に接する下塗り接着剤層51とゴム層3に接する上塗り接着剤層52とからなる2層構造の接着剤層5が外筒体2内面とゴム層3との間に形成され、かつ下塗り接着剤層51がフェノール樹脂とハロゲン化合物とを含有する接着剤で構成されていると共に、上塗り層52が塩化ゴム又はクロロスルホン化ポリエチレンを主成分とする接着剤で構成されるゴム−樹脂積層構造体。
(もっと読む)
マスカラ用芯部材挿入型ブラシの製造方法及びそのブラシを製造するためのトランスファ金型
本発明はまつ毛を化粧するためのマスカラ用ブラシを製造するためのものに係り、さらに詳しくは、上側から加圧板と上型及び下型が順次に積層され、上型と下型との間には対応半分されたブラシ成形溝を配設し、下型の上部には別途の芯部材が載置配列されるようにする取出ブロックを挿設して、上型の上部から供給される成形用パッド原料が加圧板の押圧によりブラシ成形溝の内部に注入充填されて、芯部材の端部にラバーまたは合成樹脂製のアプリケータが押出成形されるようにすることにより、比較的に簡単なトランスファ金型を用いて大量のブラシを高速生産することができて生産速度の向上はもちろん、コスト節減を通じた収益増大効果があるものであり、比較的に良質のブラシを単一金型から一挙に量産することができて品質安定性の持続的な維持はもちろん、様々な軟性及び弾性を有する材質またはブラシ形状の変形を通じて消費者の購買満足度の向上はもちろん、購買趣向をもいずれも満足させることのできるマスカラ用芯部材挿入型ブラシの製造方法及びそのブラシを製造するためのトランスファ金型に関する。  (もっと読む)
(もっと読む)
ポリプロピレン系樹脂射出発泡成形体
【課題】 流動性がよいために薄肉射出充填および大型金型による成形が可能で、かつ、高発泡倍率であるがために軽量性に優れ、耐衝撃性が良好であるポリプロピレン系樹脂射出発泡成形体を提供すること。
【解決手段】 メルトフローレートが10g/10分以上50g/10分未満、メルトテンションが2cN以上、かつ歪硬化性を示す改質ポリプロピレン系樹脂、特定の熱可塑性ゴム、ポリオレフィンワックス、発泡剤を射出成形機へ供給し、次いで金型内に射出して発泡成形して得られることを特徴とする射出発泡成形体。
(もっと読む)
樹脂メッキ製品とその製造方法
【課題】射出成形と浸漬メッキ処理により、短時間に金属メッキ樹脂を製造できる。
【解決手段】金属メッキ可能なABS樹脂1と金属メッキ不可能なメタクリル樹脂2を射出成形により成形し一体化樹脂3とする。この一体化樹脂3を金属メッキ溶液に一体的に浸漬しABS樹脂1の露出表面のみを金属メッキしてメッキ層4を形成する。金属メッキ後にメッキ済み一体化樹脂5のメタクリル樹脂2の露出表面のみにエラストマー樹脂6を射出成形により成形した樹脂メッキ製品7を製造する。
(もっと読む)
アタッチ部材及びその製造方法
【課題】 従来のアタッチ部材は自由性がなく、そのため、複数種の製品を製造して取り揃える必要性があり、また、巻き付け等にはそぐわないもので、ファイバーにゴム素材を用いると硬質なポリプロピレンで作成される止着要素との強固な結合ができず、しかも非常に劣化し易いものであったという点である。
【解決手段】 アタッチ部材は少なくとも一端に硬質な止着要素を備えた長尺部材を有し、その長尺部材をエラストマーによって成形してあることとし、アタッチ部材の製造方法は押し出し成形したエラストマー製の長尺部材を硬質な止着要素にインサートすることとし、予めエラストマーによって長尺部材を射出成形し、適宜寸法にカットされた長尺部材の端部に硬質の止着要素をアウトサートすることとする。
(もっと読む)
201 - 220 / 417
[ Back to top ]