
Fターム[4F206AA45]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ゴム、エラストマー(熱可塑剤ゴム一般) (433)
Fターム[4F206AA45]の下位に属するFターム
共役ジエン系ゴム(←天然ゴム) (16)
Fターム[4F206AA45]に分類される特許
161 - 180 / 417
複合成形品の製造方法

【課題】成形サイクル時間の短縮が可能であり、安定的に良好な密着性を有する液晶性ポリマーと金属の複合成形品を提供する。
【解決手段】ポリアリーレンサルファイド樹脂及びポリアミド樹脂より選ばれる1種以上の熱可塑性樹脂と金属部品との複合成形品の製造方法であって、(1)成形用金型が、主型と、温度制御のための加熱用回路と冷却用回路を有する樹脂と金属部品とが接する部分を内部に包含する駒型に分割され、(2)成形時に樹脂が流入して接する部分が十点平均粗さ(Rz)が0.5μm以下に表面処理され、駒型の容積を60cm3以下にし、駒型の主型に接する外周部は断熱処理されている。(3)成形用金型内に金属部品を設置し、駒型の金型温度を特定範囲に加熱した状態で樹脂を射出充填し、成形用金型内に樹脂が充填完了した後、直ちに駒型の加熱用回路を遮断すると共に駒型の冷却用回路により7℃/秒以上の冷却速度で急速冷却する。
(もっと読む)
発泡樹脂製表皮付きパネル及びその成形方法

【課題】外観見栄えの向上した健全な発泡樹脂製表皮付きパネルを提供する。
【解決手段】基材3の表面に発泡樹脂からなる表皮5を一体に射出成形する。表皮成形時にキャビティ109′内に射出されて異なる方向に流れて合流する発泡樹脂の合流領域Eの表皮5の発泡倍率を、他の領域の発泡倍率よりも低く設定する。
(もっと読む)
靴および靴の製造方法
【課題】靴底を形成する際に、靴の内部を足の形状にフィットする立体形状に形成することができる靴および靴の製造方法を提供すること。
【解決手段】底部に中底4を有したアッパー体2に靴底3を設けた靴1であって、前記中底4に表裏貫通した孔、切り欠き、スリット等の連通部10を設け、前記靴底3を形成する成形素材の一部を前記連通部10を介して中底4の表面に導くことにより、当該中底4の表面に前記成形素材による膨出部11を形成する。また、靴底3を形成する成形素材は発泡性の樹脂または発泡性のゴムであり、膨出部11は土踏まずの位置に設けられている。
(もっと読む)
芯材のインサート成形方法
【課題】金属製の芯材をキャビティの所定位置に支持してゴム様弾性体の原料を注入してもキャビティ内を押し動かされることがないようにすると共に、芯材をキャビティ内に支持する手段が成形品の表面に露出して外観を損なうことがないようにする。
【解決手段】金属製芯材21の取付孔22に突起物23の差込部25を強く押し込んで首部24に嵌合固定させ、突起物23をキャビティ11を形成する金型8に当てて支持させる。突起物23は成形物のゴム様弾性体と同じ材質とすることにより、突起物先端が成形物表面に露出しても目立たないようにする。
(もっと読む)
押出し成形及び型成形用ゴム組成物及びその用途
【課題】押出し成形や型成形における成形特性に優れたゴム組成物を提供する。
【解決手段】エチレン・α−オレフィン・非共役ポリエン共重合体ゴム(A)、カーボンブラック(B)、及び次式(I):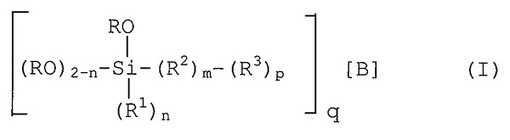
[式中、Rはアルキル等;R1はアルキル等;nは0、1又は2;R2は2価の炭化水素基;R3はアリーレン基;m及びpは、それぞれ0又は1(mとpとが同時に0となることはない);qは1又は2;Bは、qが1であるとき−SCN又は−SHであり、qが2であるとき−Sx−(式中、xは2〜8の整数である。)である]で示されるアルコキシシラン化合物(C)が配合されている押出し成形用ゴム組成物及び型成形用ゴム組成物。
(もっと読む)
車両の内装パネル及びその成形方法
【課題】良好な手触り感付与と走行時の接触音発生防止との両立を図る。
【解決手段】インパネアッパ部3の樹脂製基材7の表面に軟質発泡樹脂からなる表皮9を一体に成形する。表皮9は、樹脂密度の高いスキン層15が表面に形成されるとともに、多数の空隙を有し上記スキン層15に比べて樹脂密度の低い発泡層17が内部に形成され、かつスキン層15と発泡層17とは同じ軟質発泡樹脂で形成され、表皮9の主体をなす一般部11と、フロントガラスGに当接する当接部13とからなる。当接部13の肉厚T1 を一般部11の肉厚T2 よりも厚く設定する。
(もっと読む)
成形用金型及びそれを用いた成形体の製造方法
【課題】一端部が閉塞した中空筒状の成形体を成形する成形用金型において、2段階で成形を行うことなく、片持ち梁状のコアの自由端部近傍の撓みを防止できるため、成形体の一端部近傍の偏肉を防止することができる成形用金型、及び該成形用金型を用いた成形体の製造方法を提供すること。
【解決手段】一端部が閉塞した中空筒状の成形体を成形する成形用金型1であって、キャビティ2、コア3を備えており、コア3は、キャビティ2のキャビティ面の内側に片持ち梁状に配設されており、これにより、キャビティ2のキャビティ面とコア3の外面との間に、中空筒状の前記成形体を形成し得るキャビティ空間Qが形成されており、キャビティ2には、片持ち梁状のコア3の自由端部32近傍を、保持し得るコア先端保持機構6が設けられている。
(もっと読む)
筒部材および筒部材成形方法および金型
【課題】インテグラルヒンジ部付近が径方向内側に没入しにくい筒部材、および筒部材成形方法、および筒部材の成形に用いる金型を提供することを課題とする。
【解決手段】筒部材成形方法は、インテグラルヒンジ部40と、インテグラルヒンジ部40を介して周方向に連結される複数の分割体41f、41rと、を一体的に備え、インテグラルヒンジ部40を湾曲させることにより全体として筒状態になるエラストマー製の筒部材4を、インテグラルヒンジ部40を湾曲させない展開状態で成形する筒部材成形方法であって、インテグラルヒンジ部40を成形するヒンジ成形部230と、複数の分割体41f、41rを成形する複数の分割体成形部231f、231rと、を備えるキャビティ23の、少なくともヒンジ成形部40に、軸方向一端から軸方向他端に向かう方向に、溶融原料を流動させることを特徴とする。
(もっと読む)
ゴム成型用金型装置及びゴム成型方法
【課題】ゴム成型品の成型において、ゴムの充填不足による成型不良品の発生を効果的に低減できる金型装置を提供する。
【解決手段】金型内部のキャビティに臨んで出没動作する内圧補助部材4を金型に装備する。キャビティに未加硫のゴムが充填された後、この内圧補助部材4を突出方向に動作させてキャビティ内のゴムに内圧を付加することにより、ゴムの充填不足があってもそれを補うことができるようにする。
(もっと読む)
ポリブチレンテレフタレート樹脂組成物
【課題】冷熱サイクル環境での高度な耐久性等の性能と、シリコーンゴムとの接着性を両立させたポリブチレンテレフタレート樹脂組成物を提供する。
【解決手段】(A)ポリブチレンテレフタレート樹脂100重量部に対し、(B)コア層がアクリル系ゴムで構成されており、平均粒子径が2μm以上であるコアシェル型ポリマー5〜30重量部、(C)ガラス繊維20〜100重量部を配合してなる、シリコーンゴムとの接着性に優れたポリブチレンテレフタレート樹脂組成物。
(もっと読む)
射出成形機
【課題】プランジャの前進による射出動作の際に、射出チャンバ内の射出材料がプランジャと射出チャンバとの間の嵌合クリアランスに基く隙間を通じて外部に漏出するのを有効に防止することのできる射出成形機を提供する。
【解決手段】射出成形機において、プランジャ18の外周面に環状溝を形成して環状溝に、プランジャ18と射出チャンバ15の内周面との間をシールする径方向に拡開可能なシールリング72を嵌込状態に装着するとともに、環状溝とシールリング72とのそれぞれにテーパ面を形成し、プランジャ18の射出動作の際に射出チャンバ15内のゴム材料に加わる圧力にてシールリング72をテーパ面の作用で径方向外方に押し拡げるようにする。
(もっと読む)
ポリプロピレン系樹脂組成物
【課題】素地外観、塗装外観品質を向上させた、低線膨張係数で且つ寸法安定性に優れたポリプロピレン系樹脂組成物及びその成形体の提供。
【解決手段】(A)メタロセン触媒を用いて重合され、メルトフローレート(MFR)が1〜100g/10分、融解ピーク温度が121〜150℃であるポリプロピレン樹脂40〜85重量%、
(B)融解ピーク温度が155〜170℃であるプロピレンブロック共重合体14.5〜59.5重量%、及び
(C)炭素繊維0.5〜20重量%
を含有することを特徴とするポリプロピレン系樹脂組成物。
(もっと読む)
成形品の製造方法
【課題】製造時間を縮小し、製造効率を向上させる成形品の製造方法を提供する。
【解決手段】本発明は、柔軟材料送り装置で供給する柔軟材料を提供する段階と、雌型と、該雌型と係合する雄型と、を含む射出成型用金型を提供する段階と、柔軟材料送り装置を駆動して柔軟材料を雌型と雄型との間へ挿入させる段階と、柔軟材料が雌型と雄型との間に挟まるように射出成型用金型を係合させて、雌型と雄型との間にキャビティを形成する段階と、キャビティの内部へ溶融の材料を注入して基板を形成すると同時に、柔軟材料と基板が一体に接続された半成形品を形成する段階と、射出成型用金型を開放した後、柔軟材料送り装置を駆動して柔軟材料と基板が一体に接続された半成形品を金型の外部へ移動させる段階と、半成形品の周囲の柔軟材料を切って、所定のサイズ及び形状を有し、且つ柔軟材料と基板が一体に接続された成形品を形成する段階と、を含む成形品の製造方法。
(もっと読む)
プラスチック容器
【課題】主に、樹脂成形により成形される容器本体と蓋体とを有するプラスチック容器に関し、透明な樹脂からなる外容器を通して内容器の印刷を表示することにより、容器の印刷面が目立つ構成とし、高級感を付与するとともに、さらには、弾力性のある樹脂を用いることにより、滑りにくく扱いやすい高機能性かつユニバーサルデザイン性を有するプラスチック容器を提供することを課題とする。
【解決手段】上記課題を解決すべく、本発明の請求項1記載の発明は、樹脂成形により成形される容器本体と蓋体とを有するプラスチック容器において、前記容器本体は、内容器と、該内容器に形成された印刷層と、該印刷層の外面に形成された外容器と、を有する容器本体であって、前記外容器が略透明樹脂からなることを特徴とする、プラスチック容器である。
(もっと読む)
射出成形方法及び射出成形装置
【課題】成形品の強度面での問題を極力無くし、成形品の変形や転写ムラを極力無くすこと。
【解決手段】キャビティS内に雌金型部6のキャビティ形成面側を加熱した後に溶融した合成樹脂を射出し、この射出を終了した後に加圧ガスを雄金型部27とこの雄金型部27に形成された凹部内に設けられた加圧ガス注入用第1入れ子35、第2入れ子42、43との間の隙間を介して合成樹脂裏面と雄金型部27のキャビティ形成面との間に注入して、合成樹脂の表面を雌金型部27のキャビティ形成面へ押し付けて保圧し、加圧ガスにより保圧を行いつつ、雌金型部6のキャビティ形成面側を冷却して雌金型部6のキャビティ形成面側の合成樹脂を硬化させ、合成樹脂がある程度硬化したら加圧ガスを装置外へ排出し、その排出を終えると合成樹脂裏面と雄金型のキャビティ形成面との間に冷気注入路28A、28B、28Cを介して冷気を注入する。
(もっと読む)
ゴム栓とその製造方法、およびゴム栓を備えた医療用容器、ならびにゴム栓を具備するゴム栓体と、ゴム栓体を備えた医療用容器
【課題】容器に収容される内容物の成分の吸着および透過を抑制し、容易に製造でき、かつ製造コストを低減できるゴム栓とその製造方法、およびゴム栓を備えた医療用容器、ならびにゴム栓を具備するゴム栓体と、ゴム栓体を備えた医療用容器を実現する。
【解決手段】容器に収容される内容物成分の吸着および透過を抑制するバリアシート11が、上下に仕切るように埋め込まれたことを特徴とするゴム栓10。
(もっと読む)
熱可塑性樹脂構造体の製造方法及び熱可塑性樹脂組成物
【課題】 劣化した樹脂を用いて、未使用樹脂を利用した成形品と同等の強度や難燃性を持つ成形品を得ることが難しかった。
【解決手段】 ポリカーボネート樹脂とABS樹脂とのアロイ樹脂からなる熱可塑性樹脂の成形品を粉砕した粉砕物を用いる。これに、ゴム成分を添加し、混練する混練工程と、前記混練工程後に構造体を成形する成形工程とを行う。前記混練工程において、前記粉砕物と前記ゴム成分とを含む混合物が100重量%に対し、前記ゴム成分を0.5重量%以上1.5重量%以下含む熱可塑性樹脂構造体の製造方法で解決できる。
(もっと読む)
スタビライザーブッシュの製造方法
【課題】インサート成形工程時におけるゴム状弾性材の射出圧によりライナーにしわが発生するのを抑制する。
【解決手段】筒状のライナー42に支持ピン76を嵌合する嵌合工程と、支持ピン76が嵌合されたライナー42をキャビティ70内にインサートした状態で、このライナー42の外周面にゴム状弾性部を射出成形するインサート成形工程と、ゴム状弾性部を加硫してゴム状弾性体とすることによって、車両に設けられるスタビライザーバーを、内周面にライナー42が固着された軸受孔で支持するスタビライザーブッシュを形成する加硫工程と、を有するスタビライザーブッシュの製造方法であって、インサート成形工程は、支持ピン76が嵌合されたライナー42を、支持ピン76に対してその中心軸線O回りにねじった状態で、ゴム状弾性部を射出成形する。
(もっと読む)
ねじ装置用シールの製造方法とねじ装置用シール及びねじ装置
【課題】熱可塑性エラストマからなるシールリップを射出成形するときにウェルドラインの発生する部分の強度が弱くなることを抑制することのできるねじ装置用シールの製造方法を提供する。
【解決手段】シールリップを射出成形するときに用いる金型として、シールリップの先端までの最短距離が一定で且つ周方向に等角度で配列された多数のゲート3aを有する金型3を用いてねじ装置用シールを製造する。
(もっと読む)
視覚障害者誘導用ブロックを製造する方法および視覚障害者誘導用ブロック
【課題】 平面状本体部9と突起部7、それぞれの物性または色調を変えて視覚障害者誘導用ブロックを射出成形により一体成形する。
【解決手段】 意匠型1、突起部ベース型5、および平面状本体部ベース型6から構成される射出成形用金型の、突起部形成キャビティー2へ、カーボンブラックを配合したゴム配合物を充填して所要の手段により加硫し突起部7を成形し、突起部ベース型5を外し、平面状本体部9を形成するキャビティー8へ弁柄を配合したゴム配合物を充填して所要の手段により加硫し平面状本体部9を成形し、突起部7と接着する。
(もっと読む)
161 - 180 / 417
[ Back to top ]