
Fターム[4F206AA45]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ゴム、エラストマー(熱可塑剤ゴム一般) (433)
Fターム[4F206AA45]の下位に属するFターム
共役ジエン系ゴム(←天然ゴム) (16)
Fターム[4F206AA45]に分類される特許
101 - 120 / 417
難燃性に優れる熱可塑性樹脂組成物
【課題】難燃性、機械的特性、および連続成形時の金型汚染性に優れる熱可塑性樹脂組成物、およびその成形品を提供する。
【解決手段】ゴム質重合体に芳香族ビニル系単量体およびこれと共重合可能な一種または二種以上の単量体をグラフト重合してなるグラフト共重合体(A)と、芳香族ビニル系単量体およびこれと共重合可能な一種または二種以上の単量体を共重合してなる共重合体(B)と、メタクリル酸メチル単量体70〜99.5質量%およびこれと共重合可能な一種または二種以上の単量体0.5〜30質量%を共重合してなる共重合体(C)からなる熱可塑性樹脂組成物(D)100質量部に対して、特定の難燃剤(E)を5〜25質質量部および着色剤(F)を配合してなる難燃性熱可塑性樹脂組成物であって、熱可塑性樹脂組成物(D)における共重合体(C)の含有量が20〜80質量%であり、難燃性熱可塑性樹脂中の鉄化合物の含有量が鉄元素として70ppm未満であることを特徴とする難燃性熱可塑性樹脂組成物。
(もっと読む)
防振装置の製造方法

【課題】樹脂金型の構造を簡素化しつつ、耐久性に優れた防振装置を製造することができる防振装置の製造方法を提供すること。
【解決手段】ゴム加硫成形品M1が設置された樹脂金型の射出空間S内へ樹脂材料を射出し、ブラケット部材を防振基体12の外周側に連結する。この場合、ゴム状弾性体から構成されるゴム中型部材103,104がすぐり部13,14に内挿されているので、防振基体12の一部がすぐり部13,14内へ陥没して変形することを抑制できる。よって、中型用のスライド構造を不要として、樹脂金型の構造を簡素化できる。また、すぐり部13,14の内周面とゴム中型部材103,104の外周面との間に隙間g1,g2を設けたので、樹脂材料の射出圧力により、防振基体12を縮径方向へ変形させ、予圧縮を付与することができる。よって、耐久性に優れる防振装置を製造することができる。
(もっと読む)
漆黒性に優れたゴム変性アクリル系樹脂組成物、及びその成形体
【課題】 本発明の目的は、耐候性を損なわずに漆黒性、衝撃性の優れた成型品が得られる、樹脂組成物を提供することにある。
【解決手段】 本発明のゴム変性アクリル系樹脂組成物は、3mm厚の成形体の全光線透過率が85%以上である透明性を有するゴム変成アクリル系樹脂(A)にカーボンブラック(B)を配合してなる樹脂組成物であって、前記樹脂組成物中に分散した該カーボンブラックの粒径が10〜40nmであることを特徴とする漆黒のゴム変性アクリル系樹脂組成物であり、その樹脂組成物の成型品は、高級な外観が必要とされる外観部材として好適であり、そのような車両用部材、家電製品部材、又はフイルムに使用出来る。
(もっと読む)
スキン層および発泡層を有する把持部材
【課題】熱可塑性エラストマーを使用して、生産性良く製造が可能で、リサイクルも可能であり、かつRIM発泡ポリウレタン樹脂が有する優れたグリップ感と少なくとも同等あるいはそれ以上に向上し、操作性にも優れたステアリングホイールなどの自動車用把持部材を提供すること。
【解決手段】スキン層および発泡層を有する発泡熱可塑性エラストマーを使用した把持部材において、
該発泡熱可塑性エラストマーが以下の圧縮特性を具備することを特徴とする把持材。
A.圧縮硬さ(LC値)がLC=0.8〜0.9
B.圧縮エネルギー(WC値)がWC=600〜1000(gf・cm/cm2)
C.圧縮回復性(RC値)がRC>50%。
(もっと読む)
電子部品用基材及びその製造方法

【課題】接続端子の端子間距離を狭めても接続端子に充分なストローク量、端子荷重及び電気特性を実現することができる電子部品用基材及びその製造方法を提供する。
【解決手段】接続端子40と他の電子部品の導電部との電気的接続を確保するために、接続端子40に付勢力を付与可能な突状弾性部10を基材本体2の表面2aに有する電子部品用基材1の製造方法であって、基材本体2の表面2aの突状弾性部10が形成される領域の少なくとも一部を含む溝20a、20b、20cをその基材本体2の表面2aに形成する溝形成工程と、基材本体2の表面2a側に突状弾性部形成用の金型30を設置する金型設置工程と、溝20a、20b、20cから樹脂を注入することによって、溝20a、20b、20c及び金型30を樹脂で充填して突状弾性部10を成型する樹脂注入工程とを備えたことを特徴とする。
(もっと読む)
エラストマ成形品及びエラストマ成形品製造装置、並びに外装ケース
【課題】防水部材本体における防水性能を高く確保する。
【解決手段】防水部材20が、エラストマにより成形された防水部材本体22と、防水部材本体22と一体的に成形され、防水部材本体22のうち、他の部材(他の外装カバー)と接触する面以外の部分から突出し、防水部材本体22と他の部材との間には位置しないガス抜き形状24a〜24dと、を備えているので、ガス抜き形状24a〜24d部分にガスが溜まることにより、防水部材本体22へのショートショットの発生を抑制することができる。また、ガスベントを用いてガス抜きをする場合のように、防水部材本体22自体にバリが発生するのを防止することができる。
(もっと読む)
ポリスチレン系樹脂組成物及びその成形体
【課題】シンジオタクチック構造を有するポリスチレン系樹脂の優れた耐熱性を最大限に発揮し、かつ、植物度が高く環境負荷の低い樹脂組成物及びその成形体を提供する。
【解決手段】本発明は、
(A)シンジオタクチック構造を有するポリスチレン系樹脂100質量部に対し、
(B)ポリ乳酸系樹脂1〜150質量部、
(C)酸変性したポリフェニレンエーテル樹脂0.01〜15質量部、
(D)シンジオタクチック構造を有するポリスチレン系樹脂以外の熱可塑性樹脂及びゴム状弾性体1〜80質量部、
を含むシンジオタクチックポリスチレン系樹脂組成物、並びに、該シンジオタクチックポリスチレン系樹脂組成物を成形してなる成形体、それを含む日用品、特に弁当箱、箸である。
(もっと読む)
高粘性液体をディスペンスするための装置およびその製造のための方法(「シーラント・フレア(SealantFlair)」)
容器から媒体をディスペンスするための装置が提供される。本発明の典型的な実施形態では、典型的な容器(2)は、結合手段(8)によってその容器に連結可能な少なくとも1つの供給口(10)と、実質的にフレキシブルで変形可能な材料から製造されたディスペンス導管(12)と、そのディスペンス導管のそこでの実質的に気密な閉鎖のための閉鎖手段(18)とを有している。そのような典型的なディスペンス装置の製造のための本発明の方法の典型的な実施形態では、結合手段およびディスペンス導管を、予備成形物として射出成形し、実質的にフレキシブルで変形可能で薄壁のディスペンス導管を得るように、予備成形物の一部を延伸し、ブローし、または延伸とブローとのいずれかの組み合わせをすることを含むことができる。その代わりに、例えば結合手段(8)およびディスペンス導管(12)は、別々に生成可能で、後に一体化され又は連結され得る。 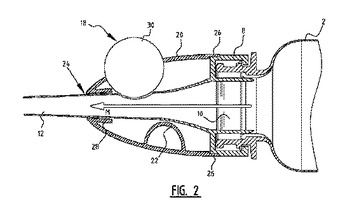 (もっと読む)
(もっと読む)
プレキュアトレッドの製造方法および装置並びにプレキュアトレッド
【課題】加硫時に未加硫トレッド13に付与されている圧力を容易かつ高精度で調節する。
【解決手段】未加硫トレッド13に付与されている圧力を該未加硫トレッド13に直接接触しながら検出する第1、第2検出センサ34、37を加硫金型22内に設け、前記第1、第2検出センサ34、37により検出された圧力に基づき型締め手段25の流体シリンダ40による型締め力を変化させるようにしたので、未加硫トレッド13に加硫金型22から付与されている圧力を容易かつ高精度で所定範囲内に収めることができる。
(もっと読む)
シール部品の製造方法及び金型
【課題】成形用ゴム材料4の充填時におけるキャビティ3内の成形圧力を適正に保持し、成形不良の発生を有効に防止する。
【解決手段】基材11を金型2の分割型22,23間にセットして型締めし、前記基材11の表面とこれに対向する分割型22の内面との間に画成される無端形状のキャビティ3に成形用ゴム材料4を射出し、その射出量を、成形用ゴム材料4がキャビティ3に充満した後、このキャビティ3内における成形用ゴム材料4の合流位置3aに開口したエアベント孔36からその下流側に設けた余剰材料溜まり38へ流れ込むと共にこの余剰材料溜まり38に充満しない量とし、エアベント孔36から余剰材料溜まり38へ流れ込む成形用ゴム材料4に流動抵抗による圧力降下を生じさせ、この圧力降下によって、キャビティ3の内圧をガスケット12の成形に必要な圧力の下限値以上でかつキャビティ3からの漏れ発生圧力の下限値未満に保持する。
(もっと読む)
磁気によって金属インサートが所定位置に保持されるプラスチック部品の成型プロセス、成型装置、および前記インサートを固定するための磁石の使用
本発明は、特に窓(4)の周囲に沿って、縁取りビード(3)を成型する、またはプラスチックで作られた窓を成型するプロセスに関し、縁取りビード(3)またはプラスチック窓を形成するプラスチック材料は、トリムなどの少なくとも1つの強磁性インサート(2)が配置されている型空洞内に導入される。本発明は、2つの位置、すなわち、型空洞の内面を通じてインサート(2)に吸引力を印加する作動位置Aと、インサート(2)に吸引力を印加しない非作動位置Iと、の間を移動することができる少なくとも1つの磁石(40)によって、インサート(2)がプラスチック材料の導入中に型空洞(5)内の所定位置に保持されることを特徴とする。 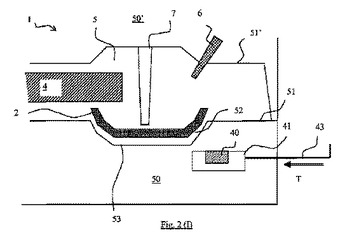 (もっと読む)
(もっと読む)
熱可塑性エラストマ樹脂組成物及び成形体
【課題】柔軟でありながらべたつき感がなくハンドリング性に優れると共に、ブリードアウトによる成形品外観の低下がなく、同時に機械的性質、成形加工性、硬質樹脂との二色成形性に優れる樹脂組成物および成形体を提供する。
【解決手段】ポリエステルブロック共重合体に対し、ブチルアクリレートを主体とするコア重合体に、シェルとしてスチレンとアクリロニトリルを主体とする重合体が共重合したコア・シェル共重合体と、水添スチレンブロック共重合体を配合した熱可塑性エラストマ樹脂組成物および成形体。
(もっと読む)
吸引によってインサートが所定位置に保持されるプラスチック部品の成型プロセス、成型装置、および使用
本発明は、特に窓(4)の周囲上にビーディング(3)を成型するための、またはプラスチック窓を成型するためのプロセスにして、前記ビーディング(3)の、または前記プラスチック窓の構成プラスチックがそれぞれ、トリムなどの少なくとも1つのインサート(2)が事前に配置されている成型空洞(5)内に導入される成型プロセスであって、前記プラスチックが導入されている間、前記成型空洞の内面上に生じる複数の微細穴(10)を通じての吸引によって前記インサート(2)が前記成型空洞(5)内の所定位置に保持されることを特徴とする、成型プロセス、に関する。 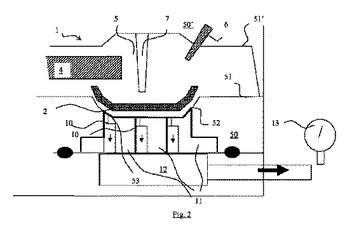 (もっと読む)
(もっと読む)
自動車用エアーダクトの耐油性と脱型性を改善する方法
【課題】オレフィン系熱可塑性エラストマー(TPO)で構成された自動車用エアーホースの耐油性及び射出成形における脱型性を改善する方法並びに脱型性及び耐油性に優れた自動車用エアーホースを提供する。
【解決手段】オレフィン系熱可塑性エラストマー(A)に対して、プロピレン系重合体で構成された幹セグメント及び窒素含有ビニル系重合体で構成された枝セグメントで形成されたグラフト共重合体(B1)と、脂肪酸アミド(B2)とを含むグラフト共重合体組成物(B)を配合して射出成形することにより、自動車用エアーホースの耐油性と脱型性を改善する。
(もっと読む)
ポリエステルエラストマー製ドライブシャフトブーツの製造方法
【課題】 1対の分割面を有するポリエステルエラストマー製ドライブシャフトブーツの製造方法の提供
【解決手段】 ポリエステルエラストマー製ドライブシャフト用のブーツの生成方法は、成形工程S1、環状成形物形成工程S3、管状構造固定工程S5、加熱工程S7、及び冷却工程S9を有している。成形工程S1では、ポリエステルエラストマーを材料に、射出成形により、1対の分割面を有するブーツの形を有する成形物5を成形する。環状成形物形成工程S3では、成形物5の分割面を合わせて成形物5を環状構造とした環状成形物7を生成する。環状構造固定工程S5では、環状成形物7において、合わせた分割面が解放しないように環状成形物7の環状構造を固定する。加熱工程S7では、固定した環状成形物7を所定の温度で加熱する。冷却工程S9では、加熱した環状成形物7を冷却する。これらの工程により、ポリエステルエラストマー製のブーツ3を生成する。
(もっと読む)
多層成形体の製造方法
【課題】熱可塑性樹脂材料からなる成形体の機械物性及び表面外観の両方を十分優れたものとすることができるとともに、このような成形体を効率的に製造する方法を提供すること。
【解決手段】本発明に係る多層成形体10の製造方法は、成形型100のキャビティV内に基材層1を配置する工程と、基材層1とこれに対向するキャビティ面21aとの間に形成されるクリアランスCに溶融状態の第2の熱可塑性樹脂材料を射出速度500mm/秒以上で供給し、基材層1の表面に被覆層2を形成する工程とを備え、第2の熱可塑性樹脂材料がメルトフローレート5〜400g/10分のポリオレフィン系樹脂と、無機充填材とを含有し、被覆層2の厚さが0.5mm以下であることを特徴とする。
(もっと読む)
ガスケット構造体及びその製造方法
【課題】ゴムバリ部分の除去が簡易且つ的確になされ、信頼性の高いガスケット構造体とその有効な製造方法を提供する。
【解決手段】シール対象基材2の所定部位2cに接着剤層4Rを介してゴム製ガスケット30aが成型一体とされたガスケット構造体であって、上記成型時において上記所定部位2cから食み出した状態で接着剤4Raにより上記基材2に固着したゴムバリ部分30cを、レーザ処理により当該接着剤4Raと共に焼失除去して得られたものであることを特徴とする。
(もっと読む)
複合成形体及びその製造方法
【課題】ポリアミド系樹脂で構成された樹脂部材と、熱可塑性ポリウレタン系樹脂で構成された樹脂部材とが、接着剤を用いることなく、直接接合した複合成形体を提供する。
【解決手段】前記ポリアミド系樹脂として、10mmol/kg以上のアミノ基を有するポリアミド系樹脂を用いる。前記複合成形体は、ポリアミド系樹脂及び熱可塑性ポリウレタン系樹脂の少なくともいずれか一方を加熱し、他方と接合することにより製造できる。
(もっと読む)
熱可塑性樹脂粒子組成物、並びにこれを用いた熱可塑性樹脂成形品及びその製造方法
【課題】電磁波照射成形を行う際に、熱可塑性樹脂粒子のキャビティへの円滑な充填を行うと共に、焼け等の不具合の発生を防止することができ、外観、形状、表面精度等の品質及び機械的強度に優れる熱可塑性樹脂成形品を製造することができる熱可塑性樹脂粒子組成物、並びにこれを用いた熱可塑性樹脂成形品及びその製造方法を提供すること。
【解決手段】熱可塑性樹脂粒子組成物6Aは、ゴム材料からなるゴム型2のキャビティ22内に充填し、ゴム型2を介して0.78〜2μmの波長領域を含む電磁波を照射して加熱溶融させる用途に用いる。熱可塑性樹脂粒子組成物6Aは、粒子径が1〜100μmの小形熱可塑性樹脂粒子62を0.1〜20質量%含有し、残部が粒子径が200〜3000μmの大形熱可塑性樹脂粒子61からなる。
(もっと読む)
ガスケット構造体及びその製造方法
【課題】簡易な構造でゴム材の注入部での接着性の影響を少なくしたシール対象基材及びガスケットが一体とされたガスケット構造体とその有効な製造方法を提供する。
【解決手段】シール対象基材2の所定部位に接着剤層を介してゴム製ガスケット3が加硫成型によって一体固着されたガスケット構造体1であって、上記ガスケット3は、断面山形のビード状に連なるガスケット本体部3aと、該ガスケット本体部3aの側部近傍適所に設けられた成型時のゴム材の注入部3cと、該ガスケット本体部3aと注入部3cとの間のゴム材の流入連結部3bとを備え、該連結部3bは、上記成型時におけるゴム材の流入ラインが、上記注入部3cの中心からガスケット本体部3aの稜線Lに直交する線Loから外れた状態となるよう形成されていることを特徴とする。
(もっと読む)
101 - 120 / 417
[ Back to top ]