
Fターム[4F206AA45]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ゴム、エラストマー(熱可塑剤ゴム一般) (433)
Fターム[4F206AA45]の下位に属するFターム
共役ジエン系ゴム(←天然ゴム) (16)
Fターム[4F206AA45]に分類される特許
21 - 40 / 417
多層樹脂成形品成形用の金型構造
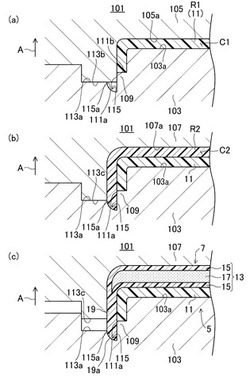
【課題】第2樹脂成形部材の端末部にアール部等の形状を有する多層樹脂成形品(2色成形品)を外観見栄え良く成形し得る金型構造を提供する。
【解決手段】基材11上にパッド13を一体に成形してなるコンソールリッドアウター7を成形する金型装置101において、コア型103及び第1キャビ型105の第1キャビティC1端部外側には、型閉め状態で型抜き方向Aに移動可能に互いに接するシール面部111a,111bの端部から型抜き方向Aと交差する第1キャビティC1外方に広がり型閉め状態で互いに突き当たる突き当て面部113a,113bとでパーティング面が構成されている。コア型103の突き当て面部113aには、パッド13の端末部に対応する凹形状部115がシール面部111aに連続するように凹設されている。第2キャビ型107の型成形面107aは、型閉め状態でコア型103の凹形状部115の外側縁115aに連続している。
(もっと読む)
ポリブチレンテレフタレート樹脂組成物及びこれを用いた樹脂成形品
【課題】 流動性が高く成形性に優れ、且つ、得られる樹脂成形品は靭性、耐衝撃性、耐ヒートショック性等の物理物性に優れ、更には熱安定性や耐加水分解性にも優れた樹脂成形品を提供可能な、ポリブチレンテレフタレート樹脂組成物を提供する。
【解決手段】 (A)ポリブチレンテレフタレート系樹脂100質量部に対して、(B)グリシジル基及び/又はカルボン酸誘導体末端を有するエラストマー2〜50質量部、(C)鎖状ポリエステルオリゴマー0.01〜10質量部を含有するポリブチレンテレフタレート樹脂組成物、及びこの樹脂組成物を用いた樹脂成形品。
(もっと読む)
ゴムの成型品

【課題】本発明の課題は、金属光沢による高品質感や高級感を具備させると共に、良好なグリップ感も付与することができ、屋外使用でも金属光沢膜層の劣化を防ぎ、耐久性に富むゴム又は樹脂の成型品とその製造方法を提供することである。
【解決手段】本発明は、ゴム又は樹脂により所定形状に成型された基材1の表面にベースコート層2と金属光沢膜層3とが順番に形成され、又は、その上にトップコート層4が形成された金属光沢を有する中間製品5と、この中間製品5の前記トップコート層4の上に被覆形成された透明、半透明、若しくは有色透明性のゴム被膜層又はアンチスリップ性に富む樹脂被膜層6とを備えている。
(もっと読む)
電子写真機器用現像ロール
【課題】層形成ブレードへのトナー粒子の固着を長期に渡って抑制できるとともに、画像をきめ細かくできる電子写真機器用現像ロールを提供すること。
【解決手段】軸体12と、軸体12の外周に形成されたゴム弾性層14と、を備えた現像ロール10において、ゴム弾性層14の表面には、型転写により、径φ1に対する高さhの比(h/φ1)が0.5以上の凸部16aが多数形成されており、多数の凸部16aが形成されたゴム弾性層14の表面には、さらに、トナー離型性を高める表面改質が施されている。
(もっと読む)
組立て物用クッション体の成形方法
【課題】本体あるいは可動体にクッション体を組付ける作業およびクッション体の部品管理を不要とする。
【解決手段】組立て物を構成する本体と、この本体に対して移動可能な可動体との接触時の衝撃を緩衝するために相互の接触部に設けられるクッション体の成形方法であって、本体あるいは可動体(蓋体16)の一方を基材とし、基材の接触部に相当する箇所に成形型(上型50あるいは下型52)を配置して該成形型と基材との間にキャビティ54を構成する。このキャビティ54に溶融状態の弾性材料を射出することにより、接触部に位置するクッション体を基材と結合された状態に成形する。
(もっと読む)
射出成形機及び射出成形方法
【課題】シワ、ヒネリ、ジェッティングの成形不良の発生を防ぎ、容易かつ短時間に成形条件を設定する。
【解決手段】成形金型内に樹脂材料を充填するためのサーボモータと、サーボモータを制御することによって、射出速度を無段階に変化させ、かつ、樹脂材料が充填された成形金型内に加える保圧力が無段階に小さくなるように保圧力を変化させる制御部と、を備える。
(もっと読む)
フィルム、前記フィルムの製造方法及びそれを用いたLEDパッケージの製造方法
【課題】
良好な離型性と金型追従性を有するフィルムと、それを製造する手段を提供する。
【解決手段】
4−メチル−1−ペンテン(共)重合体(A)と、熱可塑性エラストマー(B)と、を含むフィルムであって、前記(B)の含有量が(A)と(B)の合計100重量部に対して10〜50重量部であり、かつ前記フィルムについて示差走査熱量計(DSC)により測定される前記(B)に由来する融点TmB2が100℃以下または前記融点TmB2が実質的に観測されないフィルム。
(もっと読む)
金型構造
【課題】部品の精密な寸法を保持し、また、構造或いは外見を傷めることなく成形されるため、改良された金型構造を提供する。
【解決手段】異種材料成形体のインサート成形のための金型構造であり、上部金型210及び下部金型220を含む。前記上部金型は、インサート物を配設するキャビティ212を含む。前記下部金型は、剛性体222及び前記インサート物を載置する弾性接触部材224を含む。前記弾性接触部材は、前記形成プロセスの間の前記注入材料の寸法変動を吸収する。
(もっと読む)
ベルトクランプ及びその製造方法
【課題】 結束された被結束物がずれにくいベルトクランプ及びその製造方法を提供することである。
【解決手段】 ベルトクランプ1のベルト部3におけるワイヤハーネス2との接触面にベルト側摩擦部16を一体に設け、同じくバックル部5におけるワイヤハーネス2との接触面にバックル側摩擦部23を一体に設ける。そして、ワイヤハーネス2を結束したときに、その外表面をベルト側摩擦部16とバックル側摩擦部23による大きな摩擦力で押圧することにより、ワイヤハーネス2が長手方向にずれること(横ずれ)を防止する。
(もっと読む)
ポリプロピレン系樹脂組成物、発泡成形体及びその製造方法
【課題】 広範囲の射出率(成形剪断速度)下においても、表面外観に優れ、べたつき触感が無く、発泡倍率も高く、大幅な軽量化が可能であり、リサイクル性にも優れた、ポリプロピレン系樹脂組成物、発泡成形体及びその製造方法の提供。
【解決手段】 特性(i〜iv)を有するプロピレン・エチレンブロック共重合体と、発泡剤を含有するポリプロピレン系樹脂組成物など。
特性(i):全体のMFR(230℃、2.16kg荷重)が50〜300g/10分。
特性(ii):プロピレン重合体部分のMFRが100〜1500g/10分、且つMw/Mnが3.5以下。
特性(iii):プロピレン・エチレンランダム共重合体部分のMFRが0.8〜55g/10分、且つ該部分全量に対するエチレン含量が35〜60重量%。
特性(iv):成分Aを180℃キャピラリーレオメータにおける剪断速度400〜10000/sで押出した時の押出溶融体の測定値(直径D1)と、オリフィス径D0から計算されるD1/D0(ダイスウェル比)が、剪断速度(対数)に対して、直線性を示す(変曲点を有しない)。
(もっと読む)
防振装置
【課題】許容荷重と低バネ定数を両立させた防振装置を高信頼性および低コストで提供する。
【解決手段】中空筒状の弾性部材4と、防振対象物Xに固定される上側プレート2と、本体フレームYに固定される下側プレート3とを備えた防振装置1である。弾性部材4は、中間部に形成された小径部5と、小径部5から、上側プレート2に向かって内径が拡大する第1大径部6と、下側プレート3に向かって内径が拡大する第2大径部7とを備えていて、第1大径部6の端部に上側プレート2が一体に結合される一方、第2大径部7の端部に下側プレート3が一体に結合されている。上側プレート2は、第1大径部6の端部の開口を覆うように弾性部材4と一体に結合されていて、開口を覆う部位には、防振対象物Xと固定するための締結部材10が設けられている。
(もっと読む)
芳香族ポリカーボネート樹脂組成物、それからなる成形品および成形品の製造方法
【課題】高硬度且つ高光沢で、流動性、耐衝撃性、難燃性のバランスに優れたポリカーボネート樹脂組成物及びそれからなる成形品を提供する。
【解決手段】(A)芳香族ポリカーボネート樹脂100質量部に対し、(B)(a)芳香族ビニル系単量体、(b)シアン化ビニル単量体、(c)メタクリル酸メチル単量体及び(d)共重合可能なその他の単量体から選ばれた単量体を(a)、(b)、(c)を必須成分としてグラフト共重合せしめたグラフト共重合体を1〜30質量部と、(C)アクリロニトリル−エチレンプロピレン−スチレン系(共)重合体を1〜20質量部と、(D)鉛筆硬度がFより高いアクリル系(共)重合体を10〜50質量部含有することを特徴とする芳香族ポリカーボネート樹脂組成物、成形品および成形品の製造方法による。
(もっと読む)
ポリ乳酸樹脂組成物とそれを用いた成形品
【課題】ポリ乳酸樹脂の結晶化による耐熱性を有し、かつ耐候性および耐衝撃性も改善することができるポリ乳酸樹脂組成物およびそれを用いた成形品を提供すること。
【解決手段】ポリ乳酸樹脂、カルボジイミド化合物、フェニルホスホン酸金属塩、およびコアシェルゴムを含有することを特徴としている。
(もっと読む)
ドライバ用グリップ及びその製造方法
【課題】 グリップ本体が握り易いだけでなく、グリップ本体に回転トルクを加えた際に、回転トルクが効率的にコアに伝達できる工具のグリップ及びその製造方法を提供する。
【解決手段】 長尺に形成され、工具1の柄部11に固定される剛性のコア2と、筒状に形成され、コア2の外周に固定される弾性のグリップ本体3とを備え、グリップ本体3は、外周部を形成するグリップ外層31と、グリップ外層31の内側に配置され、グリップ外層31の握り変形を可能にする弾性層34とを備え、コア2は、長手方向と直交する方向に突出し且つ長手方向に沿って配置される突出部22,23を備える工具のグリップにおいて、突出部22,23は、長手方向と直交する方向において、先端部22a,23aが露出するように延設されることを特徴とする。
(もっと読む)
防振装置
【課題】樹脂バリの発生を抑制すると共に、樹脂成形金型へ防振脚部を設置する作業の作業性の向上を図ることができる防振装置を提供すること。
【解決手段】第1成形体100に形成されるゴムバリBRは、側面53aの内の空間S側に設定される。よって、第1成形体100を樹脂成形金型400に設置して樹脂成形工程を行う際には、ゴムバリBRが形成された部分を樹脂成形金型400の所定部位(側面53aに密着してシールする部位)に挿入する必要がない。即ち、ゴムバリBRをキャビティCに収容させることができる。よって、第2壁覆設ゴム53を樹脂成形金型400の所定部位に容易に挿入可能とし、設置作業に要する作業時間の短縮を図ることができるので、設置作業の作業性の向上を図ることができる。また、樹脂成形金型400の所定部位を側面53aに密着させ、シール性を確保できるので、樹脂バリの発生を抑制することができる。
(もっと読む)
タイヤ、タイヤの製造方法、及びタイヤの解体方法
【課題】少なくとも樹脂材料の部材とゴム部材とで構成され、樹脂材料の部材とゴム部材とを効率的に解体可能なタイヤを提供すること。
【解決手段】樹脂材料で形成された環状のタイヤケース17と、タイヤケース17の径方向外側に設けられたトレッド30と、タイヤケース17とトレッド30との間に設けられ、タイヤケース17及びトレッド30にそれぞれ接着され、未発泡の発泡剤Pを含有する未発泡ゴム層29と、をタイヤ10が有すること。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】軽量で且つ、優れた断熱性及びクッション性を有する熱可塑性樹脂発泡成形体とその製造方法を提供する。
【解決手段】表裏スキン層1a、1bの内面に表裏発泡層2a、2bが設けられていると共にこれらの表裏発泡層2a、2b間にコア層3を設けてなり、上記コア層3は、上下両端が上記表裏発泡層の対向面に連らなっている無数の細い短繊維状樹脂体3aと、隣接する短繊維状樹脂体間に形成された空隙3bとからなることを特徴とする熱可塑性樹脂発泡成形体。
(もっと読む)
タイヤ、及びタイヤの製造方法
【課題】熱可塑性樹脂材料を用いて形成され、且つ、弾性率が高く、転がり抵抗が抑制されたタイヤの製造方法、及び、該製造方法により製造されたタイヤの提供。
【解決手段】スクリュー長Lとスクリュー径Dとの比(L/D)が60〜150であるスクリューを備えた2軸混練機を用い、分子内にハードセグメント及びソフトセグメントを有する熱可塑性エラストマーを含み、固有粘度が0.5dl/g〜5.0dl/gである原料熱可塑性樹脂材料を、前記ハードセグメントを構成するポリマーの融点よりも5℃〜50℃高い温度で、10分〜30分混練する混練工程と、前記混練工程を経て得られた熱可塑性樹脂材料によって、タイヤ骨格体17を形成するタイヤ骨格体形成工程と、を含むタイヤの製造方法。
(もっと読む)
車両用ガラスモールとその製造方法
【課題】車両の開口部の縁に取り付けられるガラスに取り付けられてガラスの縁と開口部の縁との間の隙間を隠蔽する車両用ガラスモールを、効率よく、安価に製造することができるようにする。
【解決手段】片面に剥離ライナーを有する両面接着テープ21がEPDM系発泡ゴムからなるモール13に剥離ライナー25とは反対側で貼着された両面接着テープ貼着済みモール11の複数を、両面接着テープ貼着済みモール11の端部間に射出成形したポリオレフィン系熱可塑性エラストマーからなる結合部31で結合して、車両用ガラスの縁に沿う形状の車両用ガラスモール10とした。
(もっと読む)
熱可塑性樹脂組成物およびその成形品
【課題】
本発明の課題は、表面外観、耐衝撃性および熱安定性に優れたポリ乳酸樹脂系の熱可塑性樹脂組成物ならびにその成形品を提供することにある。
【解決手段】
ゴム含有グラフト共重合体(A)15〜60重量部、(メタ)アクリル酸エステル系単量体(イ)50〜90重量%、ビニル系共重合体(B)10〜55重量部、(メタ)アクリル酸エステル系重合体(C)0〜50重量部ならびにポリ乳酸樹脂(D)5〜55重量部を含有する樹脂組成物(ゴム含有グラフト共重合体(A)、ビニル系共重合体(B)、(メタ)アクリル酸エステル系重合体(C)、ポリ乳酸樹脂(D)の合計で100重量部)に対してリン酸および/またはリン酸1ナトリウム(E)0.01〜2重量部を含有する熱可塑性樹脂組成物であって、ゴム含有グラフト共重合体(A)、ビニル系共重合体(B)、(メタ)アクリル酸エステル系重合体(C)からなる樹脂組成物(F)とポリ乳酸樹脂(D)の220℃、1000s−1における溶融粘度(η)の関係が次の範囲にあることを特徴とする、熱可塑性樹脂組成物。
0.30≦η(D)成分/η(F)成分≦0.80
(もっと読む)
21 - 40 / 417
[ Back to top ]