
Fターム[4F206AA45]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ゴム、エラストマー(熱可塑剤ゴム一般) (433)
Fターム[4F206AA45]の下位に属するFターム
共役ジエン系ゴム(←天然ゴム) (16)
Fターム[4F206AA45]に分類される特許
81 - 100 / 417
基板収納容器ガスケット用熱可塑性エラストマー樹脂組成物および基板収納容器用ガスケット成形体
【課題】射出成形性、柔軟性に優れ、かつ発生する揮発性ガスが少ないことによる基板表面に付着する有機物の少ない基板収納容器ガスケット用熱可塑性エラストマー樹脂組成物および基板収納容器用ガスケット成形体を提供する。
【解決手段】引張弾性率が35MPa以上のポリエーテルエステルブロック共重合体(A)50〜98重量%と、引張弾性率が前記ポリエーテルエステルブロック共重合体(A)に比較して5MPa以上低いポリエーテルエステルブロック共重合体(B)2〜50重量%とからなり、前記熱可塑性エラストマー(B)を分散相とする熱可塑性ポリエステル系エラストマー樹脂組成物であって、引張弾性率が40MPa以下であり、かつスタティックヘッドスペース法にて80℃、2時間の加熱条件で測定される揮発性ガス量が重量当たり3ppm以下であることを特徴とする基板収納容器ガスケット用熱可塑性ポリエステル系エラストマー樹脂組成物。
(もっと読む)
基板収納容器ガスケット用熱可塑性エラストマー樹脂組成物および基板収納容器用ガスケット成形体
【課題】射出成形性、柔軟性に優れ、かつ発生する揮発性ガスが少ないことによる基板表面に付着する有機物の少ない基板収納容器ガスケット用熱可塑性エラストマー樹脂組成物および基板収納容器用ガスケット成形体を提供する。
【解決手段】引張弾性率が30MPa以上であるポリエーテルエステルブロック共重合体(A)50〜98重量%と、水素添加されたスチレン系エラストマー(b1)および/またはオレフィン系エラストマー(b2)から選ばれた1種以上の熱可塑性エラストマー(B)2〜50重量%とからなり、前記熱可塑性エラストマー(B)を分散相とする熱可塑性エラストマー樹脂組成物であって、引張弾性率が40MPa以下であり、かつスタティックヘッドスペース法にて80℃、2時間の加熱条件で測定される揮発性ガス量が重量当たり3ppm以下であることを特徴とする基板収納容器ガスケット用熱可塑性エラストマー樹脂組成物。
(もっと読む)
タイヤ用ビード部材の製造装置、タイヤ用ビード部材の製造方法及びタイヤ用ビード部材
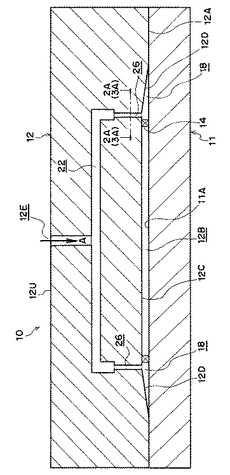
【課題】タイヤ用ビード部材を製造する際における未加硫ゴムの射出時間を短縮して、ゴム焦げを抑制する。
【解決手段】環状のビードコア14が配置される第1成形型11と、該第1成形型11に重ねた際に、前記ビードコア14の径方向外側において該第1成形型11との間にビードフィラー用のキャビティ18を形成するように構成され、該キャビティ18内に前記ビードフィラー用の未加硫ゴムを射出可能なように該キャビティ18に開口すると共に流路方向に沿って延びる溝が内壁面に形成されたノズル26が設けられた第2成形型12と、を有している。ノズル26の内壁面に溝を設けることで、該溝における未加硫ゴムの通過抵抗を、ノズル中央部よりも小さくして、ノズル26内における通過抵抗の原因である乱流の発生を抑制する。
(もっと読む)
金型成型品の製造装置及び製造方法

【課題】金型内の複数のキャビティ内で成型材を加熱して複数の金型成型品を製造するときに、金型成型品間の熱履歴の均一性を高くする。
【解決手段】製造装置1は、内部に複数のキャビティ13を形成する金型10を備え、1つの金型10の複数のキャビティ13内で成型材を成型するとともに、成型材を加熱して複数の金型成型品を製造する。また、製造装置1は、金型10の全体を加熱する金型加熱手段30と、金型10の複数のキャビティ13を個別に加熱する複数のキャビティ加熱手段50とを備えている。金型加熱手段30により金型10の全体を加熱しつつ、キャビティ加熱手段30により金型10の各キャビティ13をそれぞれ加熱し、複数のキャビティ13を個別に加熱して温度を調節する。
(もっと読む)
樹脂成形品、樹脂組成物および樹脂成形品の製造方法
【課題】自動車使用環境下で傷が目立ちにくい耐傷付き性とシルバーメタリック色塗装に匹敵する光輝感とを両立した樹脂成形品を製造することを目的とする。
【解決手段】本発明は、ポリプロピレン複合樹脂材料に対して、粒子径(平均粒子径)が20μm以下のアルミニウム光輝材を1.0〜4.0重量%(wt%)になるように添加した樹脂組成物を用いて、成形品に転写するシボ形状のシボ深さを5μm以上から20μm以下にして樹脂成形品を成形する。
(もっと読む)
電子機器
【課題】製造性に優れ、かつ良好な防水構造を備えた電子機器を提供する。
【解決手段】外縁近傍に沿って溝状のパッキン成形部31を有する硬質樹脂からなるパッキン成形側筐体12aと、パッキン成形部31と対向するパッキン対向部34を有するパッキン対向側筐体12bと、インサート成形または二色成形によりパッキン成形部31においてパッキン成形側筐体12aと一体成形されたパッキン部42と、パッキン成形部31に対する軟質樹脂の流入に伴ってパッキン部42内周に形成されたゲート部43と、パッキン成形部31からオーバフローした軟質樹脂により形成されたオーバフロー部44とを有し、パッキン部42がパッキン対向部34により圧縮されることにより防水構造をなす軟質樹脂からなるパッキン部材41とを備えた。
(もっと読む)
材着樹脂成形用樹脂組成物および樹脂成形部品
【解決課題】 バンパ材やドアトリム材等の自動車内外装部品を射出成形したときに発生する「ウェルドライン」を防止し、かつ剛性および耐衝撃性を維持しつつ、特に暗色系顔料を材料自体に混合した場合において、従来品と比べて深みのある低明度の発色を呈し、無塗装化を可能とする樹脂組成物を提供する。
【解決手段】 ホモポリプロピレン63.6質量部〜75.4質量部と、スチレン成分を10質量%〜50質量%、エラストマー成分を50質量%〜90質量%含み、重量平均分子量が4万以上であるスチレン系エラストマー24質量部〜28質量部と、平均粒径が5μm〜7μmでアスペクト比が250〜7000の層状無機化合物0.5質量部〜8質量部と、酸化チタン0.1質量部〜0.4質量部とを含む材着樹脂成形用樹脂組成物である。
(もっと読む)
車載用液晶モニター筐体
【課題】キシミ音が著しく低減され、かつ層状剥離が発生しないことから外観にも優れた車載用液晶モニターの筐体を提供すること。
【解決手段】粘度平均分子量が17000〜22000のポリカーボネート樹脂(A)70〜95重量%およびゴム強化スチレン系樹脂(B)5〜30重量%からなる樹脂成分100重量部およびポリオルガノシロキサン成分とポリアルキル(メタ)アクリレート成分とからなる複合ゴムに1種類以上のビニル系単量体がグラフト重合された複合ゴム系グラフト共重合体(C)1.0〜4.0重量部からなる樹脂組成物を射出成形してなることを特徴とする車載用液晶モニターの筐体。
(もっと読む)
射出発泡成形用熱可塑性エラストマー組成物及び該樹脂組成物からなる射出発泡成形体
【課題】高発泡倍率で金型転写性が良い、ソフト感に優れた射出発泡成形用熱可塑性エラストマー組成物を提供する
【解決手段】メルトフローレートが1〜80g/10分以下、タイプA硬度が50〜90である熱可塑性エラストマー(A)50〜97重量%以下と、下記(イ)〜(ホ)のいずれかの要件を満たし、かつ、歪み硬化性を示す改質ポリプロピレン系樹脂(B)3〜50重量%以下を含んでなる射出発泡成形用熱可塑性エラストマー組成物。(イ)メルトフローレート4.5g/10分〜10g/10分、メルトテンション5cN以上(ロ)MFR10g/10分〜30g/10分、メルトテンション2cN以上(ハ)MFR30g/10分〜50g/10分、メルトテンション1cN以上(二)MFR50g/10分〜100g/10分、メルトテンション0.3cN以上、(ホ)MFR100g/10分〜250g/10分以下、メルトテンション0.3cN以上
(もっと読む)
ポリカーボネート樹脂成形品の製造方法及び成形品
【課題】表面光沢と耐傷付き性に優れ、かつ機械的強度と難燃性にも優れたポリカーボネート樹脂成形品を生産効率よく製造する方法を提供する。
【解決手段】ガラスビーズを5〜40質量%と、縮合リン酸エステル系化合物または有機スルホン酸金属塩から選ばれる難燃剤を含有するポリカーボネート樹脂組成物を、溶融樹脂充填直前の金型表面を樹脂組成物のガラス転移温度以上に加熱して、射出成形することを特徴とするポリカーボネート樹脂成形品の製造方法による。
(もっと読む)
エラストマー製品の製造装置及びエラストマー製品の製造方法
【課題】加硫原料の廃棄物量が低減されるリング形の加硫エラストマー製品の製造のための装置および方法を提供する。
【解決手段】リング形の加硫エラストマー製品2の製造方法において、製造するエラストマー製品2の原料が少なくとも1つのノズルユニット5を介して成形金型3の少なくとも1つのキャビティ4に供給される方法であって、ノズルユニット5がキャビティ4内への原料の供給の終了後に熱的に成形金型3から分離されることを特徴とする。
(もっと読む)
艶消し樹脂フィルム
【課題】 充分な艶消し性を有し、かつ機械的強度に優れるとともに、良好な成形性をも有する艶消し樹脂フィルムを提供する。
【解決手段】 本発明の艶消し樹脂フィルムは、ポリカーボネート樹脂を樹脂成分とする樹脂組成物(a)を含むポリカーボネート樹脂材料からなる層(A)の少なくとも一方の面に、メタクリル樹脂を樹脂成分とする樹脂組成物(b)を含むメタクリル樹脂材料からなり、表面に微細な凹凸を有するマット層(B)が積層されてなる艶消し樹脂フィルムであって、前記樹脂組成物(a)のガラス転移温度TgA(℃)と前記樹脂組成物(b)のガラス転移温度TgB(℃)とが式:TgA−TgB<25を満たす。
(もっと読む)
複合材料物品の製造方法
【課題】多成分射出成形法により製造され、熱可塑性エラストマーからなる機能性素子がその上に直接成形されたポリアセタールからの複合材料物品を提供する。
【解決手段】1種以上の熱可塑性加工適性エラストマー(成分b)からなる機能性素子がその上に直接成形されたポリアセタール(成分a)から複合材料物品を製造する方法であって、成分aとbが異なる硬さをもち、第1工程で、硬さが大きい方の材料(成分a)をまず型内で予備成形し、冷却して型から取り出し、次いでより大きい他のキャビティに装入するか、又は部分的に型から取り出し、次いで最初の型の一部と共により大きなキャビティに移し、又は型から取り出さずに同じ型内に残し、型を可動性装置により拡大し、第2工程で、この材料に硬さが小さい方の材料(成分b)を重ね成形し、成分a)から形成された成形品をこの材料に強固に接着し、複合材料物品として型から取り出す方法。
(もっと読む)
高温特性を向上させるための水素化されているゴム等級品
本発明は、20℃〜100℃の温度において圧縮抵抗を有していること、およびスチレン−ブタジエンの水素化されているブロック共重合体を含んでいることを特徴とする熱可塑性エラストマー組成物、ならびに当該組成物を形成している上記ブロック共重合体に関する。さらに、本発明は、上述した組成物を成形するか、または押出しすることによって得られた生成物に関する。 (もっと読む)
歯ブラシ用ハンドルの成形方法
【課題】 着色樹脂と透明又は半透明の樹脂からなる成形体の外観に簡易にグラデーションを形成すること。
【解決手段】 グラデーションが形成された歯ブラシ用ハンドルの成形方法であって、最初に着色樹脂11を金型1のゲート1Aから射出し、次に着色樹脂の射出停止後に透明又は半透明の樹脂12を金型1のゲート1Aから着色樹脂11の内部に射出し、透明又は半透明の樹脂12が着色樹脂11の流動末端を突き破って該金型1の奥側にまで延在するとともに、着色樹脂11を突き破った透明又は半透明の樹脂12が着色樹脂11の流動末端の外側に回り込みするもの。
(もっと読む)
インサート成形方法、シール構造体用の前駆体およびシール構造体
【課題】携帯電話、ゲーム機、ノート型パソコンなどの電子機器に組み込まれるシール構造体の製造に適用されるインサート成形方法において、その所要時間を短縮する。
【解決手段】金型に中子9をインサートする。金型のキャビティ内に樹脂を注入して固化させることにより、中子9の周囲にチューブ2を成形するとともに、中子9に離型用ボス13を成形する。離型用ボス13を把持しつつ中子9を金型から離型する。これにより、金型から中子9を離型するのが容易かつ迅速になるため、インサート成形方法の所要時間を短縮することができる。
(もっと読む)
粘着成形体
【課題】低硬度で、粘着性とハンドリング性が良好な粘着成形体を提供する。
【解決手段】フィルム2上に熱可塑性エラストマー3を有し、フィルム2が、未延伸ポリプロピレンおよび低密度ポリエチレンより選ばれる一種以上である。フィルム2の厚みが50μm以下である粘着成形体1であることが好ましく、少なくとも固定側金型11と可動側金型12とを有する金型を使用して作製され、固定側金型11と可動側金型12との間にフィルム2を供給して設置した後に、フィルム2をはさんで型締めし、次いで、熱可塑性エラストマー3を射出して一体成形されたものであることが好ましい。
(もっと読む)
タイヤ製造方法及びタイヤ製造用金型
【課題】簡単な製造工程でタイヤ骨格部材を製造できるタイヤ製造方法と、このタイヤ製造方法に適用可能なタイヤ製造用金型を得る。
【解決手段】タイヤ骨格部材を製造するためのタイヤ製造用金型52はタイヤ製造用金型部材54A、54Bで構成され、タイヤ製造用金型部材54A、54Bの間にキャビティ60A、60Bが構成される。一方のタイヤ製造用金型部材54Aは固定支持部材62Aにより固定されているが、他方のタイヤ製造用金型部材54Bは、タイヤ製造用金型部材54Aに対して平行状態を維持しつつ、スライド可能となるように、スライド支持部材62Bに支持されており、分割体をタイヤ製造用金型部材54A、54Bから取り出すことなく接合できる。
(もっと読む)
薄肉成形体の製造方法
【課題】 メタクリル樹脂組成物からなる成形体であって、厚さが1mm以下でありながら、耐衝撃性、とりわけ面衝撃強度に優れる薄肉成形体を作製することができる、薄肉成形体の製造方法を提供する。
【解決手段】 メタクリル樹脂組成物からなる厚さ1mm以下の薄肉成形体の製造方法であって、前記メタクリル樹脂組成物を溶融した後、1〜15mL/秒の射出速度で金型に射出することを特徴とする。前記メタクリル樹脂組成物は、該組成物総量に対し、40〜90重量%のメタクリル樹脂と10〜60重量%のゴム粒子とを含むものであることが好ましい。
(もっと読む)
薄肉成形体の製造方法
【課題】 メタクリル樹脂組成物からなる成形体であって、厚さが1mm以下でありながら、耐衝撃性、とりわけ面衝撃強度に優れる薄肉成形体を作製することができる、薄肉成形体の製造方法を提供する。
【解決手段】 メタクリル樹脂組成物からなる厚さ1mm以下の薄肉成形体の製造方法であって、前記メタクリル樹脂組成物が、該組成物総量に対し、40〜90重量%のメタクリル樹脂と10〜60重量%のゴム粒子とを含むものであり、前記メタクリル樹脂組成物を260℃以上の射出温度で金型に射出することを特徴とする。
(もっと読む)
81 - 100 / 417
[ Back to top ]