
Fターム[4F206AF16]の内容
プラスチック等の射出成形 (77,100) | 表面の性状、外観に特徴ある成形品 (523) | その他の表面性状、外観の特徴(←ラベル) (115)
Fターム[4F206AF16]に分類される特許
81 - 100 / 115
電波透過カバーの製造方法

【課題】高精度の成形を必要とせず、かつ、製造コストを低減できる電波透過カバーの製造方法を提供すること。
【解決手段】電波透過カバーの製造方法を、所定の意匠を持つフィルムを形成するフィルム形成工程と、フィルムに透明樹脂層と基材層の一方を成形して第1成形体を形成する第1の成形工程と、第1成形体のフィルム存在面に透明樹脂と基材層の他方を成形する第2の成形工程と、から構成する。
(もっと読む)
樹脂組成物及び該樹脂組成物を用いた加飾シート

【課題】加飾成形品の成形に用いる加飾シートの表面保護層として、高い耐摩耗性や耐擦傷性を有し、かつ、成形性が良好でクラック等が入らない表面保護層を形成し得る樹脂組成物、該樹脂組成物を表面保護層に用いた加飾シート、さらには該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品を提供すること。
【解決手段】電離放射線硬化性樹脂及びメタクリル酸エステルを重合してなるポリマーを含む樹脂組成物であって、該ポリマーのゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算重量平均分子量が5万〜9万の範囲である加飾シートの表面保護層形成用樹脂組成物である。
(もっと読む)
射出成形体、射出成形用金型、および、その射出成形方法
【課題】一次成形体であるレンズ体とハウジング体とを二次射出により一体化した射出成形体としてのサイドウインカーにおいて、レンズ体とハウジング体との両者の内側面に鏡状面が形成されたものに構成する。
【解決手段】第一、第二金型7、8を、対向方向の移動と面方向に沿う移動とが行われるよう構成し、それぞれの第一、第二金型7、8に支持される一対の一次成形体としてのレンズ体2とハウジング体4とに、第二、第一金型8、7にそれぞれ設けた鏡状面形成装置14、10を突き合わせ、それぞれの内側面2a、4aに第一、第二鏡状面5、6を形成した後、レンズ体2とハウジング体4とを突き合わせ、該突き合わせ部に樹脂材9を二次射出することでサイドウインカー1を成形する構成とする。
(もっと読む)
射出成形システム及びこれを用いた射出成形方法
【課題】 射出過程で射出物に対する印刷を同時に行える射出成形システム及び射出成形方法を提供する。
また、射出物に印刷される印刷像を半永久的に保存できる射出成形システム及び射出成形方法を提供する。
【解決手段】射出物を成形するための成形空間を限定する第1及び第2金型と、前記成形空間が開放され、前記射出物の一面が前記第1金型に固定された状態で前記射出物の他面に印刷を行うための印刷装置とを含んで射出成形システムを構成する。
(もっと読む)
射出成形用加飾シート及び樹脂成形品
【課題】成形同時加飾により製造される樹脂成形品の表面に凹凸の触感を持たせることができる加飾シートを提供する。
【解決手段】金型のキャビティ内に挿入された状態で射出成形されることによって、樹脂成形品の表面を加飾する射出成形用加飾シートであって、基体シート2と、最外層に設けられ凸状に印刷塗膜を形成することによって前記射出成形用加飾シートの表面に凹凸を有する凹凸加飾層4と、前記基体シートと前記凹凸加飾層4の間に設けられた前記射出成形時に加わる圧力を吸収する成形圧力吸収層3を備える。
(もっと読む)
2色成形品及びその成形方法
【課題】2色成形品及びその成形方法であって、接合部分の見栄えを高めるとともに、接合強度を強化する。
【解決手段】ドアトリム(2色成形品)10は、表皮22を表面に貼付した樹脂基材21からなるドアトリムアッパー20と、樹脂単体品のドアトリムロア30とから構成され、単一の成形金型40を使用し、成形上下型41,42にそれぞれ上下側分割機構部50,60を配置することにより、ドアトリムアッパー20とドアトリムロア30の各キャビティを良好に区画でき、かつ表皮22のクランプ機能を持たせることで、ドアトリムアッパー20とドアトリムロア30を連続的に射出成形を行ない、境界溝のない良好な外観見栄えを持つドアトリム10を成形する。
(もっと読む)
操作パネルの製造方法
【課題】 LEDが発光している時としていない時で操作パネルの表示部の色を変えることを可能とし、視覚的な効果が期待できる蛍光顔料を用いた操作パネルの製造方法を提供する。
【解決手段】 フィルム12の裏面に印刷を行い印刷インク層20を形成し、さらに前記印刷インク層20に重ねてバインダーを印刷してバインダー層30を形成し、次に、前記フィルム12を切断して型抜きを行い、型抜きされたフィルム12をプレス型により外周曲げと3次元形状を行うフォーミングを行い、最後に、射出成形金型のキャビ面にフォーミングされたフィルム12をセットし、セット後に溶融樹脂を型内に射出し、前記バインダー層30が溶解し接着剤となり、前記インク層20と成形樹脂層40とを接着し、操作パネルの発光部分50においては、フィルム12を印刷するインクを、透明インクにUV蛍光顔料を添加したインクを印刷する。
(もっと読む)
インサート及び成形品
【課題】インサートが含むOVD層に白化が生じるのを抑制する。
【解決手段】本発明のインサート10は、インサート成形に使用するインサートであって、基材11と、前記基材11上に形成されたOVD層12と、前記OVD層12を挟んで前記基材11と向き合うと共に前記OVD層12と接触した耐熱樹脂層13とを具備し、前記耐熱樹脂層13の表面は前記インサート10の最表面を構成し、前記耐熱樹脂層13が含む各層は溶液塗布法又は印刷法によって形成されたことを特徴とする。
(もっと読む)
加飾性を向上させた合成樹脂成形品の製造方法
【課題】
製造コストを抑えつつも、合成樹脂成形品の表面に施される意匠の精緻さや高級感を高めると共に、容易に透過意匠を形成することができる合成樹脂成形品の製造方法を提供する。
【解決手段】
合成樹脂シートに第1印刷層を設けるステップと、該合成樹脂シートのいずれかの面上の所定領域に剥離インクを印刷するステップと、剥離インクを印刷した面を金型内表面に接触するようにして合成樹脂シートを金型内に設置するステップと、金型内の空間に溶融合成樹脂を射出し、合成樹脂シートと一体化した合成樹脂成形品を成形するステップと、合成樹脂成形品の外表面上に第2印刷層を水圧転写するステップと、液体洗浄によって剥離インクが印刷された領域の第2印刷層を溶融除去するステップと、第2印刷面上にクリヤー層を設けるステップと、から構成される合成樹脂成形品の製造方法を採用した。
(もっと読む)
光学素子の製造方法、光学素子及び光学素子ユニット
【課題】熱硬化性樹脂を用いて光学素子を容易に成形する光学素子の製造方法、それにより製造された光学素子及び光学素子ユニットを提供する。
【解決手段】第2の可動型30と固定型10を不図示のヒータで熱硬化性樹脂の硬化温度に加熱しながら、不図示のランナー及びゲートを介して、外部より溶融した透明の第2の樹脂(ここでは熱硬化性樹脂)を加工面12,31により構成されるキャビティ内に充填する。かかる状態では、鏡枠LFにより第2の可動型30と固定型10との分割面がシールされているため、粘度の低い熱硬化性の樹脂を、加工面12,31により構成されるキャビティ内に注入しても漏れが生じることはない。
(もっと読む)
表面外観に優れる射出成形品の製造方法
【課題】表面平滑性に優れ、ガス焼け、ウエルド、フローマーク等の成形不良の発生を抑えることができ、加飾しないでも見栄えのよい射出成形品の製造方法の提供。
【解決手段】開閉可能なキャビティ型とコア型からなる金型を閉じて形成されるキャビティに溶融樹脂を射出充填する射出成形品の製造方法において、射出充填時のキャビティ内の平均圧力を100〜600torrとし、好ましくは射出充填開始時、射出充填完了時の圧力も100〜600torrとすることを特徴とする射出成形品の製造方法。
(もっと読む)
熱可塑性樹脂筐体及びその製造方法
【課題】本発明は、外側に突出した曲面を有する立体構造の筐体表面に特殊な装飾効果を表出させるフィルムを皺無く貼り合わせ、該フィルムの端縁部を固着処理した熱可塑性樹脂筐体とその製造方法を提供する。
【解決手段】偏光フィルム2が所定形状の凹部を有する成形型に当てられ、該フィルムが該凹部の形状に成形された後に、該凹部に該フィルムを介して射出成形型を当てて、熱可塑性樹脂を射出し、熱可塑性樹脂筐体Bを成形する。その後、偏光フィルム2の余剰部分をビク型71で切断する。該切断時に、ビク型の内蔵ヒーターに通電し、ビク型の加熱で、ビク型が接触している偏光フィルの局部21を溶融させ、フィルム端縁部を熱可塑性樹脂に固着する。筐体への特殊な装飾効果を施した筐体を簡単に製造でき、筐体の仕上がりの向上や、筐体の端部におけるギザギザの発生の抑制を図る。
(もっと読む)
ポリプロピレン系ランダム共重合体、それを含む組成物および射出成形体の製造方法
【課題】MFRが高く、しかも透明性に優れるポリプロピレン系ランダム共重合体を生産性よく製造する方法を提供する。
【解決手段】反応熱を主として液化プロピレンの気化熱により除去する気相重合法によって、チタン、マグネシウム及びハロゲンを含有する固体成分と、ビニルシラン化合物と、アルコキシ基を有する有機ケイ素化合物及び/又は少なくとも二つのエ−テル結合を有する化合物とを接触処理してなる固体触媒の存在下に、プロピレンと、エチレンや炭素数4〜12のオレフィンからなる一種以上のコモノマーとを共重合させ、所望共重合体をコモノマー単位含量が0.1〜10質量%でかつ230℃、21.18Nで測定したMFRが10g/10分〜1000g/10分のものとして製造するものとする。
(もっと読む)
2色成形品及びその成形方法
【課題】2色成形品及びその成形方法であって、接合部分の見栄え並びに精度を高める。
【解決手段】ドアトリム(2色成形品)10は、表皮22を表面に貼付した樹脂基材21からなるドアトリムアッパー20と、ドアトリムロア30とから構成され、単一の成形金型40を使用し、ドアトリムアッパー20とドアトリムロア30の接合部に沿って成形下型42に分割機構部50を配置することにより、ドアトリムアッパー20とドアトリムロア30とを境界溝部17内で突き当て接合し、その後、溝狭化ブロック55,56で境界溝部17の壁部17aの外側面を内方に押圧加工して境界溝部17の溝幅Wを狭め、外観上の一体感を強調する。
(もっと読む)
成形同時加飾シートおよびその製造方法
【課題】 成形同時加飾シートにおいて、金属薄膜層に対して腐食および錆の発生を防止する。
【解決手段】 第1基体シート上に、絵柄層が形成され、該絵柄層上にラミネートインキ層がパターン形成された加飾シートと、離型性を有する第2基体シート上に金属薄膜層が形成された金属薄膜形成シートとを、該加飾シートのラミネートインキ層と該金属薄膜形成シートの金属薄膜層とが接するよう積層させ、該金属薄膜形成シートの離型性を有する第2基体シートを剥離し、該加飾シートのパターン形成されたラミネートインキ層上に金属薄膜層を転写形成することにより、第1基体シート上に、絵柄層、パターン形成されたラミネートインキ層が順次形成され、該パターン形成されたラミネートインキ層上にのみ金属薄膜層が形成された成形同時加飾シートとする。
(もっと読む)
艶消し金属調表面を有する樹脂成形体及び金属薄膜形成基材用樹脂成形体
【課題】金属加工の分野で知られている金属表面をサンドブラストして得られる艶消し金属表面や、金属表面をヘアライン加工して得られる艶消し金属表面のような、金属を削りだして得られるような外観の艶消し金属調表面を備えた樹脂成形体を提供することを課題とする。
【解決手段】艶消し金属調表面を有する樹脂成形体であって、前記艶消し金属調表面が、中心線平均粗さ(Ra)が5〜50μmで、且つ、粗さ曲線における斜面の算術平均傾斜(Δa)が30度以上である微細な凹凸形状を有する金属薄膜表面により形成されていることを特徴とする艶消し金属調表面を有する樹脂成形体を用いる。
(もっと読む)
プラスチック成形品の成形方法
【課題】投射用ミラーなどのように転写面積が大きいプラスチック成形品の高精度な面転写を実現し、成形精度の高いプラスチック成形品の射出成形方法を提供する。
【解決手段】キャビティ4を画成する転写面5を有する1対の金型3を用い、溶融樹脂をその樹脂の軟化温度未満の所定温度に保持された前記金型に射出して充填し、同樹脂を加圧して転写面に密着させ、その後、同樹脂をその溶融温度からその軟化温度未満の所定温度まで冷却する過程において、転写面の外の少なくとも1つ以上の非転写面を形成する可動入子6を同樹脂から離間する方向に移動させることにより、キャビティ壁面(内面)と樹脂との間に空隙12を形成させ、これにより、前記非転写面にヒケを誘導するプラスチック成形品の成形方法。また、転写面及び非転写面の外の面に、上記可動入子の摺動方向に対して略直角方向の凹部もしくは凸部を設け、これにより樹脂をキャビティ内に係止させる。
(もっと読む)
樹脂成形品の射出成形及び表面改質方法
【技術課題】射出成形品の表面着色と改質を効率的に行うと共に表面に斑を生じさせたり、成形品の中間管理を行う必要のない改質方法を提供する。
【解決手段】同一の金型内に樹脂成形品の成形を目的とする成形用キャビティ11と前記成形品の表面着色又は改質を行なうことを目的とする改質用キャビティ12との2つのキャビティを形成し、先ず前記成形用キャビティ11を用いて樹脂成形品を成形し、次に型開きを行ってこの成形した成形品を前記改質用キャビティ12側に移動し、次に型締めを行って再び前記成形用キャビティ11内に樹脂を充填して成形品を成形するのと同時に、前記改質用キャビティ12内に表面着色又は改質用の混合気体を注入して成形品の表面改質を行う。
(もっと読む)
剪断流動発生部付き射出金型装置
本発明は、剪断流動発生部付き射出金型装置に関する。これは、所定ピグメントが混合された溶融樹脂が満たされる内部空間を備えた射出金型と、前記射出金型に設けられて、その一部が前記内部空間に露出し、内部空間に注入される溶融樹脂に接して、外部動力を印加されて動作し、その表面に接している溶融樹脂を粘性で剪断流動させることによって、溶融樹脂内のピグメント位置を調節する剪断力発生部と、前記剪断力発生部を動作させる駆動部、を含むことを特徴とする。上記のような本発明の射出金型装置は、射出金型内部のウェルドライン(Weld line)発生区域に位置した溶融樹脂内に、粘性流動を生じることによって、当該区域の溶融樹脂内に混合されているピグメントの位置を調節することができるため、ウェルドライン周辺におけるピグメントの配向不良及び含量不足による問題を解決し、高品質の成型品を制作することができる。 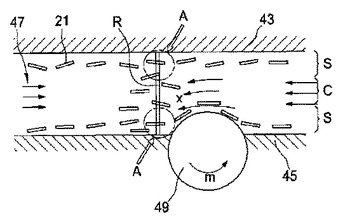 (もっと読む)
(もっと読む)
熱可塑性樹脂製品の射出成形方法及びこれに用いられる金型
【技術課題】二酸化炭素等の流体注入射出成形方法において、転写性と光沢性に優れ、消費する流体の消費量を節約できるようにすること。
【解決手段】キャビティ4を取り囲む固定側金型2と可動側金型3の接合面にシール機構5を設けると共に、このシール機構5とキャビティ4間に、前記接合面を経由して流出してきたキャビティ内からの注入流体を回収するための注入流体回収手段を設けた金型を用いて、先ず金型の型締めを行い、次に樹脂をキャビティ4内に充填し、次にキャビティ4内における製品の可視面と、この可視面が接するキャビティ4面間に可視面改質用の流体として、例えば二酸化炭素を注入し、次に樹脂圧を高めて可視面をキャビティ4面に密着させ、保圧・冷却を経て射出成形を完了する。回収した流体は、再度用いる。
(もっと読む)
81 - 100 / 115
[ Back to top ]