
Fターム[4F206AF16]の内容
プラスチック等の射出成形 (77,100) | 表面の性状、外観に特徴ある成形品 (523) | その他の表面性状、外観の特徴(←ラベル) (115)
Fターム[4F206AF16]に分類される特許
41 - 60 / 115
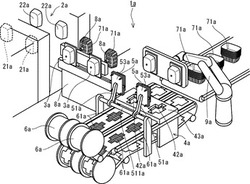
インモールドラベル容器の製造方法及びその製造装置
【課題】
ラベルを金型に挿入して射出成形するインモールドラベル容器の製造方法及びその製造装置に関し、薄いラベル材料であっても金型内における正確な位置決めが可能であると共にラベルを確実に1枚ずつ取り上げて金型に貼着することを可能とする。
【解決手段】
ロール状のラベル用材料を供給して1枚ずつ打抜形成したラベルを保持した後、該ラベルを金型に挿入貼着してから射出成形するようにしたインモールドラベル容器の製造方法とし、その製造装置として、ラベル61aが複数印刷されたロール状のラベル用材料6aを打抜形成機構4aへ供給すると共にラベル61aの図柄に合わせて打抜形成し、該打抜形成したラベル61aを疑似コア3aで保持した後、該疑似コア3aでラベル61aを金型のキャビティ21aに挿入貼着してから金型のコア3aをキャビティ21aに挿入して射出成形するようにした。
(もっと読む)
複合成形品およびその製造方法

【課題】軽量、薄肉、高剛性で、かつ表面外観に優れたものであり、これらの特性が要求される用途に適した複合成形品を提供する。
【解決手段】板状部材の少なくとも外縁の一部に樹脂部材を接合してなる複合成形品であって、前記樹脂部材を接合して形成された境界線より樹脂部材側に0.01〜0.50mm離れた位置から、前記板状部材の少なくとも一方の表面より樹脂部材を0.01〜0.20mm高く設けたことを特徴とする複合成形品。
(もっと読む)
インサート成形用加飾シート及び加飾樹脂成形品
【課題】インサート成形の真空成形時又は射出成形時にもエンボス加工による凹凸を維持することができ、成形品表面に、凹凸感、立体感、奥行感などを付与することのできるインサート成形用加飾シート及び該インサート成形用加飾シートを用いた加飾樹脂成形品を提供すること。
【解決手段】透明基材フィルム11の上に少なくとも着色層12、樹脂層14及びバッカーフィルム14がこの順に積層されたインサート成形用加飾シート10であって、着色層から透明基材フィルムに向かってエンボス加工が施され、かつ樹脂層の厚さが該エンボス深さに対して0.3〜2.5倍であることを特徴とするインサート成形用加飾シート、及び該インサート成形用加飾シートを用いた加飾樹脂成形品である。
(もっと読む)
透光性樹脂成型体の製造方法及び透光性樹脂成型体
【課題】 内部に動物のキャラクター等を模した物品が入った透光性樹脂成型体において、物品に透光性を持たせ、さらに従来にはない美観を有する透光性樹脂成型体を得るための透光性樹脂成型体の製造方法及び透光性樹脂成型体を提供する。
【解決手段】 物品と該物品を内蔵する外部樹脂成型体からなる透光性樹脂成型体の製造方法であって、前記物品を透光性を有する合成樹脂で成型し、前記物品の表面の一部に透光性を有する塗料を塗布し、次いで金型のキャビティ内に前記物品を配置し、しかる後、前記キャビティ内に透光性を有する合成樹脂を射出してキャビティ内に該合成樹脂を充填固化して前記物品の周囲に前記外部樹脂成型体を成型するとともに、外部樹脂成型体を成型する際の熱で前記塗料を前記物品から剥離させることを特徴とする透光性樹脂成型体の製造方法である。
(もっと読む)
転写箔送り装置
【課題】金型内への転写箔の引き込まれ代を一定にして加飾成形品の成形不良を解消することができる転写箔送り装置を提供する。
【解決手段】ロール状に巻かれた転写箔を箔供給ロールから送り出し、金型のパーティング面を通過させた後、箔巻取ロールに巻き取るように構成された転写箔送り装置において、上記箔供給ロールから上記転写箔を増し送りするか、または上記箔巻取ロールに巻き取った上記転写箔を所定量巻き解くことによって上記金型のキャビティ内に引き込まれる転写箔の引き込まれ代を一定量供給する箔送り調整手段を備えてなることを特徴とする。
(もっと読む)
機能性中間シート
【課題】互いに違う組成を有する樹脂フィルムを3層以上、積層する事により新たな機能を有し、2種類以上の組成の成形物を簡単に得る事が可能な機能性中間シートの確立。
【解決手段】アクリル系樹脂フィルム又はポリカーボネート系樹脂フィルムを、目的の金型の外形形態に近い形状に熱プレス加工を施し曲成させて、シート状球面体を得る。得られたシート状球面体と球面率が同じ程度の球面率を有する金型を装てんしたインサート射出成形機の金型のキャビティの表面に挿入し、射出成形する事により、目的の眼鏡用偏光レンズを得、シート状球面体の対物面を当事者がアクリル系樹脂フィルム又は、ポリカーボネート系樹脂フィルムを自在に選択する事によって、樹脂フィルム単体には無い新たな機能を有し、2種類以上の組成の成形物を製造する。
(もっと読む)
射出成形用金型及びこれを用いた樹脂成形品の製造方法
【課題】それ自体に剛性のない第1シート体が所定の形状・位置に維持されながら埋設され、射出成形と同時に第2シート体が表面に形成される樹脂成形品の製造に用いられる射出成形用金型及びこれを用いた樹脂成形品の製造方法を提供する。
【解決手段】射出成形用金型20は、固定型21と、型締めによって固定型21との間にキャビティ30を形成する可動型22とを備え、可動型22は、外周型29と、外周型29内を外周型29に対して相対的に型締め方向に前進後退可能なスライド型23とを備えている。2点鎖線で示したように、インサートシート32が埋設され、インサートシート72が表面に形成される樹脂成形品60に対応するキャビティ30が形成されている。射出成型用金型20に、インサートシート32及びインサートシート72を配置して所定の動作させることにより、デザインバリエーションを拡大させる樹脂成形品60を製造することができる。
(もっと読む)
熱可塑性樹脂組成物、及びこれを用いた射出成形品
【課題】表面のハードコート層を不要とし、表面硬度を備え、透明性に優れた成形品を効率よく製造することができる、ポリカーボネートを含む熱可塑性樹脂組成物や、これを用いた射出成形品を提供する。
【解決手段】ポリカーボネート(A)100質量部に対して、芳香族(メタ)アクリレート単位を50質量%以上含有する重合体(B)0.1〜15質量部、及び、メチルメタクリレート単位を60質量%以上含有し、質量平均分子量が5,000〜20,000である重合体(C)5〜70質量部を配合して得られる熱可塑性樹脂組成物。
(もっと読む)
外観に優れたメタリック調ポリカーボネート樹脂組成物及びそれからなる成形品。
【構成】ポリカーボネート樹脂(A)100重量部、メタリック顔料(B)0.003重量部以上0.01重量部未満およびそれ以外の着色剤(C)を必須成分として含有する樹脂組成物であって、当該樹脂組成物を射出成形して得られる成形品の光学特性値ln(IO/I)が0.69〜3.51の範囲にあることを特徴とする、外観に優れたメタリック調ポリカーボネート樹脂組成物、およびそれからなる成形品。
【効果】本発明にて得られた成形品は、ポリカーボネート樹脂が本来有する優れた衝撃強度、耐熱性、熱安定性等性能を維持したまま、深みのあるメタリック外観を有し、かつ、ウェルド部のメタリック外観のムラの少なく、意匠性に優れている。更に、高価なメタリック顔料の添加量を低減できることからコスト的にも有利であり工業的利用価値が高い。
(もっと読む)
模型用樹脂成形部品
【課題】 樹脂射出成形金型の製造費用の高額化を抑制しつつ、模型部品を切り離した後の樹脂成形部品を、樹脂の種類別に回収することを容易にすることで地球環境保全に貢献することのできる樹脂成形部品の提供。
【解決手段】主ランナーと、主ランナーから分岐した枝ランナーと、枝ランナーの端部にゲートを介して接続された模型部品とを一体成形した樹脂成形部品であって、前記主ランナー及び前記枝ランナーは、樹脂成形に使用される樹脂の種類を識別可能にするための形状部を備えており、前記主ランナーの前記形状部は、前記主ランナーと平行となるように形成されており、前記枝ランナーの前記形状部は、前記ゲートの近傍に形成され樹脂の種類毎に異なる上面形状を有することを特徴とする樹脂成形部品。
(もっと読む)
インモールド用転写箔、及びそれを用いた成形品
【課題】
耐熱性と伸縮追従性がよく、割れや白化などの少なく、パール印刷図柄、ホログラム図柄及びパール調ホログラム図柄の3図柄が同時に観察できるインモールド用転写箔、及びそれを用いた成形品を提供する。
【解決手段】
基材11/離型層13/ハードコート層14/パターン状のパール印刷層21/全面レリーフのホログラム層15/パターン状の反射層17/接着層19からなり、透明部分37に浮かぶように、パール印刷図柄35、ホログラム図柄31及びパール調ホログラム図柄33の3図柄が、同時に観察することができ、該3図柄は高精度で位置合わせされていることを特徴とする。
(もっと読む)
射出成形用金型及びこれを用いた樹脂成形品の製造方法
【課題】パーティング面から転写シートを接触解除させたときの静電気の発生を低減させ、異物をキャビティ面に付着しにくくさせた射出成形用金型及びこれを用いた樹脂成形品の製造方法を提供する。
【解決手段】可動型18は、パーティング面20の中央に正面視矩形形状の可動型側入子22が埋設され、可動型側入子22の中央にキャビティ面23が形成されている。キャビティ面23の上方及び下方に可動型側入子22を跨ぐようにしてクランプ25が設けられている。クランプ25とパーティング面20との間を転写シート55が搬送される。可動型側入子22の上方及び下方のパーティング面20、即ち図2の(1)で示した斜線部分に、帯電防止シート60が貼り付けられている。
(もっと読む)
樹脂成形体及びその成形方法
【課題】ハードコートのタレがなく耐候性に優れた熱線付樹脂成形体及びその製造方法を提供する。
【解決手段】射出成形により形成される少なくとも一方の面にスリットを有する樹脂基板1のスリット内に通電により発熱する導電性部材3が封入され、且つ導電性部材3が封入されている面にハードコート層が形成されていることを特徴とする樹脂成形体。
(もっと読む)
部分表皮貼り樹脂成形品の成形方法並びに成形金型
【課題】部分表皮貼り樹脂成形品の成形方法並びに成形金型において、金型構造を簡素化してコストダウンを図るとともに、表皮のセット作業における作業性を高め、かつ表皮のズレをなくし、成形性を高める。
【解決手段】成形金型40における表皮30の保持機構として、成形下型60の製品キャビティC外周に上下動可能な表皮押え外枠70を配置し、表皮30のセット時には表皮30の周縁端末30aを表皮押え外枠70と成形上型50とでクランプ保持し、木目込み溝21に対応する成形下型60の凹溝64内に表皮30の見切りラインLに沿うフロント側端末31を収容した時、凹溝64内に設けられた表皮保持用突起80と成形上型50とで凹溝64内の表皮30のフロント側端末31を簡単に保持でき、表皮30のセットズレをなくし、成形性を向上させる。
(もっと読む)
インモールド用転写フィルム
【課題】熱転写プリンターで印刷した絵柄層がインモールド転写時に流れないようにし、且つ耐傷性、耐溶剤性等の堅牢性を与えることのできるインモールド用転写フィルムを提供するものである。
【解決手段】(1)基材上に少なくとも電離放射線硬化性樹脂を主成分とする保護層、熱硬化性樹脂を含有する耐熱層、受像層兼接着層をこの順に積層したインモールド用転写フィルムを用いる。(2)さらに、上記耐熱層中にポリイソシアネートを30重量%以上含有する(1)項記載のインモールド用転写フィルムを用いる。(3)さらに、保護層と耐熱層の間に、軟化点が50〜130℃である熱可塑性樹脂を主成分とする中間接着層を設けた(1)、(2)項記載のインモールド用転写フィルム
(もっと読む)
インサート成形方法および装置
【課題】プレス工程を必要としない効率的なインサート成形ができるインサート成形方法および装置を提供する。
【解決手段】華飾用の表生地21に布製の芯地22を張り合わせて複層構造の布製外装カバー20を形成し、この布製外装カバー20を、前記表生地21を固定金型40の方に向けて当該金型40に装着し、次に、布製外装カバー20の芯地22側に可動金型50を押圧し、しかる後に、可動金型50のキャビティ51内に溶融樹脂mを充填する。
(もっと読む)
インモールド用転写箔、及びそれを用いた成形品
【課題】
インモールド射出成形法で、射出成形品の立体面へよく追従して割れや白化などが少ないホログラムを有するインモールド用転写箔、及びそれを用いた成形品を提供する。
【解決手段】
基材11、離型層13、ホログラム層15、反射層17及び接着層19が設けてなり、ホログラム層15が、(1);(イ)分子中にイソシアネート基を3個以上有するイソシアネート類、(ロ)分子中に水酸基を少なくとも1個と(メタ)アクリロイルオキシ基を少なくとも2個有する多官能(メタ)アクリレート類、又は(ハ)分子中に水酸基を少なくとも2個有する多価アルコール類の反応生成物であるウレタン(メタ)アクリレートオリゴマー、(2);エステル単位を有するウレタン(メタ)アクリレートオリゴマー、(3);シリコーンオイル又は反応性シリコーン、(4);ポエチレンワックス又はマイクロシリカを含むことを特徴とする。
(もっと読む)
インサート成形用フィルム、インサート成形品およびその製造方法
【課題】反射率が低く、かつ反射率の波長依存性が少ないインサート成形用フィルム、加飾層や着色基材の本来の色が十分に再現された意匠性の高いインサート成形品およびその製造方法を提供する。
【解決手段】表面に微細凹凸構造を有するインサート成形用フィルム10であって、前記微細凹凸構造が、複数の凸部を有し、該凸部間の平均間隔が400nm以下であるインサート成形用フィルム10;樹脂材料からなる基材と、前記微細凹凸構造が形成された側とは反対側の表面が前記基材と接するインサート成形用フィルム10とを有するインサート成形品。
(もっと読む)
表面機能層を有する樹脂成形体の製造方法及びその成形体
【課題】表面機能層を有する樹脂成形体の射出成形による製造を可能とする製造方法及びその成形体の提供。
【解決手段】射出成形法を用いて表面に機能層を有する樹脂成形体を製造する方法であって、厚みが0.1mm〜2mmであり、融点が220℃以上である表面に機能層を有するフィルム5を一方の金型1と他方の金型4との間に配置し、該金型を型締めして成形キャビティを形成した後、該キャビティ内に熱可塑性樹脂6を射出する工程および成形体よりフィルムを剥がす工程を含む射出成形により成形することにより、フィルムが成形体に融着することなく、皺が無い、表面に機能層を有する樹脂成形体を得る。
(もっと読む)
メタリック調樹脂成型品、その製造方法及び金型
【課題】成型品の意匠面に矩形の溝部があるものであっても、当該溝部による意匠性と、塗装と同様の高いメタリック感による意匠性とを両立させる。
【解決手段】熱可塑性樹脂100重量部に対して、光輝材を0.1から4重量部添加し、アスペクト比をYとし、意匠面での矩形を含む溝部の深さをXd [mm] としたとき、Y ≧ 30とXd ≧ 0.3と Y ≦ -100 Xd + 80との条件を満たす範囲内とした。
(もっと読む)
41 - 60 / 115
[ Back to top ]