
Fターム[4F206AG12]の内容
プラスチック等の射出成形 (77,100) | 一般形状、構造物品(用途物品優先) (4,719) | 管状体(←配管パイプ) (183) | 曲り管 (19)
Fターム[4F206AG12]に分類される特許
1 - 19 / 19
合成樹脂製中空曲管の製造方法
【課題】 配管継手や水栓器具等に用いられ、中空部を流体が通過する合成樹脂製の中空曲管であって、他の部品と連結しても流体の漏洩が発生することのない寸法や形状の精度に優れた中空曲管が得られ、かつ合理化された工程の製造方法及び中空曲管を提供する
【解決手段】 本発明に係る中空曲管1の製造方法は、予め分割して成形した構成部品3、4を相互に接合して形成した予備形成品2を中子として金型内に配置し、予備形成品2の外周と金型との間隙に合成樹脂を充填注入し、予備形成品2の外周に合成樹脂の外殻10を形成し一体化する中空曲管1の製造方法において、前記予備形成品2の端末開口部を接合部のない連続環状体5で構成し、該端末開口部にコアを挿入して、開口部を封止すると共に予備形成品2を保持しながら金型内に配置し、合成樹脂を充填注入することを特徴とする。
(もっと読む)
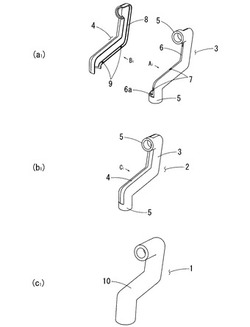
樹脂成形体、曲管射出成形用型及び曲管射出成形方法

【課題】屈曲パイプ部に流体を通すための供給パイプ及び排出パイプを接続しても容器部の経時的な形状変化を抑えることができる樹脂成形体、この樹脂成形体を形成するための曲管射出成形用型及び曲管射出成形方法を提供することを目的とする。
【解決手段】樹脂成形体1は、容器部2と、中空の屈曲パイプ部3と、中空のノズル部4とが一体形成されて、屈曲パイプ部3とノズル部4とが連通されている。屈曲パイプ部3の胴部3aは、容器部2の底部4に接続されており、屈曲パイプ部3の一対の端部3bは、容器部2の側部6の内壁面6aに接続されている。ノズル部4は、側部6の外壁面6bに接続されているとともに、側部6に形成されたフランジ部7に接続されている。そして、フランジ部7には、フランジ部7の肉厚を薄くする肉盗み部10bが形成されている。
(もっと読む)
中空成型品の製造のための成型デバイスおよび成型方法
【課題】中空成型品を製造するための成型デバイスを提供する。
【解決手段】デバイスは、キャビティを備えた型と、キャビティを流通状態の成型材料で充満するための充填デバイスと、射出体と、射出体を駆動して、キャビティを充満した成型材料内を動作軌跡に沿って移動させるように設計された変位デバイスと、を具備し、キャビティは、射出体の動作軌跡に沿って連続して配列された少なくとも2つのキャビティ部を具備し、キャビティ部は動作軌跡に直交した異なった形状の断面とされており、射出体は変形可能材料で形成された変形可能部を具備し、変形可能材料は成型材料よりも低い弾性圧縮強度を有し、成型材料は、変形可能材料から成る立方体の試験片が、固化した状態の成型材料から成る同一の形状およびサイズの試験片よりも低い弾性圧縮強度である。
(もっと読む)
成形方法及び成形装置
【課題】あらかじめ合成樹脂で成形された第1成形体に対して、第2成形体を合成樹脂の射出成形により十分な接合強度で接合成形することができるようにすること。
【解決手段】あらかじめ合成樹脂で成形された第1成形体12を成形型17,18内にセットして型閉めする。その状態で、成形型17,18内に熱風供給路24から熱風を供給して第1成形体12の表面を加熱する。その加熱された表面部分に接合するように、成形型17,18内に合成樹脂を射出して第2成形体13を成形する。
(もっと読む)
プラスチック体およびプラスチック体を製造するための製造装置
【課題】軽量で安定性が高く、寸法精度が高いプラスチック体を提供する。
【解決手段】本発明は、中央領域を管状の中空体(52)として形成されているプラスチック体に関する。本発明によれば、前記管状の中空体(52)は、両端部(55,56)をそれぞれ、閉じた第1または第2の中実体(53,63)によって閉止されている。、前記管状の中空体(52)の前記両端部のうち第1の端部(55)に排除体(16,40,41,42)が配置されている。該排除体は前記中空体(52)と前記第1の中実体(53)との移行部に位置し、前記管状の中空体(52)の第2の端部(56)に、前記管状の中空体(52)と前記第2の中実体(63)との間に延在する中空室が形成されている。
(もっと読む)
筒状部材の製造方法
【課題】隣り合う屈曲部の間からコア金型を外側に引き抜くことができないために一体成形が不可能であった任意の形状の筒状部材を確実且つ容易に製造することを可能にする筒状部材の製造方法を提供する。
【解決手段】内型と外型を型閉して形成した射出空間に溶融材を射出して筒状部材Aを成形する筒状部材の製造方法において、内型の少なくとも一部として筒状のコア部材8を用い、このコア部材8の内孔が筒状部材Aの内孔10を形成する所定位置にコア部材8を配置して型閉し、射出空間に射出した溶融材6を冷却し、内型と外型を型開する際にコア部材8を残し、冷却固化した溶融材6と一体化したコア部材8を構成要素にして筒状部材Aを製造するようにした。
(もっと読む)
中空体成形装置
【課題】フローティングコアが成形体を通過したことを容易に確認することができ、現場での品質管理の容易な中空体成形装置を提供する。
【解決手段】主キャビティ1内に溶融樹脂を射出した後、加圧ポート3から加圧流体を圧入してフローティングコア2を出口側に移動させると共に、出口から溶融樹脂を押し出させて中空成形体12を成形する中空体成形装置において、主キャビティ1に接続され、加圧流体によって移動したフローティングコア2を収納するフローティングコア収納部6と、主キャビティ1及びフローティングコア収納部6から排出される溶融樹脂を収容する副キャビティ10と、フローティングコア収納部6と副キャビティ10とを連通させる連通路7,9と、スライド移動により連通路7,9を開閉する開閉手段8と、を備え、連通路7,9の入口断面積Bが、B<πA2/4(Aは、フローティングコア2の最大径)である。
(もっと読む)
断熱層付き管継手
【課題】非発泡性樹脂の内部での発泡性樹脂の発泡の挙動および流動を規制し得るようにする。
【解決手段】管状の継手本体12と、継手本体12の開口部に一体に形成された受口部13とを有し、継手本体12および受口部13が、非発泡性樹脂15によって主に構成されると共に、非発泡性樹脂15の内部に発泡性樹脂を発泡させて成る断熱材層16が封入された断熱層付き管継手17であって、継手本体12と受口部13との境界部分の少なくとも一つに、断熱材層16を境界部分で堰止可能な堰止部21が設けられるようにしている。
(もっと読む)
ウエザーストリップにおける型成形部の成形方法
【課題】成形精度の向上と製品品質の向上を図った型成形部の成形方法を提供する。
【解決手段】中空状の型成形部7を金型8にて成形するにあたっていわゆるガスアシスト成形法を採用する。型成形部用キャビティ9に押出成形部5,6の端末部を挿入するとともに、押出成形部5,6の端末部に近接した位置から分岐する捨て生地用キャビティ11を形成しておく。また、押出成形部5,6と型成形部用キャビティ9の双方に跨って延在する中子10を金型8にセットする。型成形部用キャビティ9に対して樹脂材料を注入するとともに、それに続いてアシストガスを注入して、このアシストガスの注入によってできたガスチャンネルを独立した中空部15とする型成形部7を押出成形部5,6に連続して成形する。
(もっと読む)
自動車用エアーダクトの耐油性と脱型性を改善する方法
【課題】オレフィン系熱可塑性エラストマー(TPO)で構成された自動車用エアーホースの耐油性及び射出成形における脱型性を改善する方法並びに脱型性及び耐油性に優れた自動車用エアーホースを提供する。
【解決手段】オレフィン系熱可塑性エラストマー(A)に対して、プロピレン系重合体で構成された幹セグメント及び窒素含有ビニル系重合体で構成された枝セグメントで形成されたグラフト共重合体(B1)と、脂肪酸アミド(B2)とを含むグラフト共重合体組成物(B)を配合して射出成形することにより、自動車用エアーホースの耐油性と脱型性を改善する。
(もっと読む)
分岐部付パイプの製造方法
【課題】従来のフローティングコアによるパイプ成形法を利用し、その利点を生かしつつ、各種分岐部付パイプを合成樹脂で効率よく一体成形できるようにする。
【解決手段】一端にフローティングコア1を備えた加圧ポート2を有し、他端に第一排出口3を有する主キャビティ4内と、主キャビティ4に連通し、端部に開閉可能な第二排出口6を有する分岐部キャビティ5内に、溶融樹脂を射出した後、
加圧ポート2から加圧流体を圧入して、フローティングコア1を第一排出口3側に移動させると共に第一排出口3から溶融樹脂を押出させ主パイプ中空部を形成せしめる工程と、
主パイプ中空部が分岐部キャビティ5と主キャビティ4の連通部分に達した後に、第二排出口6を開放して、第二排出口6から溶融樹脂を加圧流体にて押出させ分岐パイプ中空部を形成せしめる工程と、
を有する分岐部付パイプの製造方法。
(もっと読む)
分岐ホースの製造方法及び分岐ホース前駆体
【課題】洗浄工程を必要とせず、簡素に分岐ホースを製造することができる分岐ホースの製造方法、及び分岐ホース前駆体を提供する。
【解決手段】中芯2と外型とを用いて分岐ホース前駆体6を射出成形する。分岐ホース前駆体6は、分岐ホース1と、分岐ホース1の連通穴15を閉塞する閉塞部17と、閉塞部17の分岐通路12に面する頂面17aに連結され分岐通路12側に延びるつまみ部18とを有する。外型離型後、ホース本体11と中芯2との間に、気体7を注入して中芯2を分岐ホース前駆体6から取り去る。つまみ部18を把持して分岐通路12側に引き出すことにより閉塞部17を、分岐部13から破断させ、つまみ部18を閉塞部17とともに分岐通路12から取り出して、連通穴15を開口させる。
(もっと読む)
樹脂製インテークマニホールドの製造方法
【課題】樹脂製インテークマニホールドにおいて各分岐通路の端部に設けられるフランジの通路部分を、金型により湾曲した湾曲通路部に成形すること。
【解決手段】樹脂製インテークマニホールドは、各分岐通路3の湾曲した通路部3aの端部にフランジ4が形成され、それぞれ樹脂製のロワピース11とアッパピース12を互いに接合することで構成される。フランジ4に対して湾曲通路部分13の出口側へ型抜きされる第1金型22と、湾曲通路部分13の入口側へ型抜きされる第2金型23とを使用する。第1金型22は第1凸部24を含み、第2金型23は第2凸部25を含む。フランジ4の厚み方向両側から第1凸部24と第2凸部25を互いに型抜き可能に型合わせし、型合わせされた第1凸部24と第2凸部25との協働により湾曲通路部分13を成形する。
(もっと読む)
二層中空成形品の成形方法
【課題】内層と外層の2層の肉厚が均一な曲管パイプを射出成形にて得る。
【解決手段】第一の金型のキャビティ1内に、第一の溶融樹脂を射出した後、加圧ポート3から加圧流体を圧入して、フローティングコア2を排出口4側に移動させると共に該排出口4から捨てキャビティ5に第一の溶融樹脂を押し出させ、次いで第一の溶融樹脂を固化させて中空体を成形する第一の成形工程と、第二の金型のキャビティ1内にインサートされた前記中空体7の中空部6に、前記第一の溶融樹脂とは異なる第二の溶融樹脂を射出した後、加圧ポート3から加圧流体を圧入して、フローティングコア2’を排出口4側に移動させると共に該排出口4から捨てキャビティ5に第二の溶融樹脂を押し出させる第二の成形工程と、を有する二層中空成形品の成形方法。
(もっと読む)
3次元形状配管の製造方法及びその製造用金型
【課題】 2次射出成形の成形時に補強構造部分を同時に成形することが出来、生産性及びコストダウンを図ることが出来る3次元形状配管の製造方法及びその製造用金型を提供する。
【解決手段】この発明の実施形態では、特に2次射出成形により中空形状の配管製品Wの接合部を溶融・接合させると同時に、図2〜図4に示すように、配管強度の低い部分の少なくとも一箇所に補強連結部材Gを同時に成形するものである。具体的には、前記射出吐出穴5と接続する別の補強連結部材Gを形成するための射出成形穴(図示省略)を可動側型板2bと固定側型板3との少なくとも一箇所に形成し、2次射出成形時に補強連結部材Gを同時に成形して一体的に形成するものである。配管強度の低い部分とは、例えば、配管の断面積が配管長手方向において相対的に大きくなっている部位であり、排気マニホールド等では容積の大きい部位等を挙げることが出来る。
(もっと読む)
ポンプのノズルヘッド
【課題】 射出成形性を損なうことなく、ノズル筒を高い自由度で湾曲状に形成することを課題とし、もって操作性に優れ、使い勝手の良いポンプのノズルヘッドを提供することを目的とする。
【解決手段】 頂壁上面を手による押下げ面とした硬質合成樹脂製のヘッド本体の側面に、横外方に延出するノズル筒を設けたポンプのノズルヘッドにおいて、ノズル筒を、湾曲状の形状に射出成形可能にエラストマー製とする。
(もっと読む)
トナー搬送用パイプおよびその製造方法
【課題】寸法精度、気密性に優れた3次元的複雑形状のトナー搬送ハイプおよびその製造方法を提供する。
【解決手段】画像形成装置で使用される曲管形状のトナー搬送用パイプであって、少なくとも1箇所にパイプ長さ方向に沿って半管状部分を有するパイプ本体と、該半管状部分に接合される少なくとも1つの半管状蓋体との接合体であり、上記パイプ本体と上記半管状蓋体との接合部が超音波溶着されてなる。ここで、上記パイプ本体および半管状蓋体は、該パイプ本体と、該半管状蓋体との接合面が略平面となる形状で、射出成形により成形される。
(もっと読む)
管継手
【課題】 接続すべき管体と硬質樹脂製管継手の接続における接着剤使用を不要にでき、かつ、管体との密着性が優れた接続構造を構成できる管継手を提供する。
【解決手段】 硬質材料により形成された継手本体の少なくとも一方の接続端部の少なくとも内周面に軟質材料よりなる軟質層を形成する。一方の接続端部の内周面から外周面に至る全体を軟質層に形成する。接続端部に軸方向に沿って単一または複数の薄肉部を形成し、この接続端部の外周を締付部材により締付けて接続すべき管体を接続する。硬質樹脂よりなる継手本体と軟質樹脂よりなる軟質層とを射出成形により融着一体化させて形成する。
(もっと読む)
中空成形品
【課題】半成形品の接合部の強度は充分に大きく、しかも接合時に成形工程が複雑になる射出の問題、樹脂の選択の問題等がなく、しかも安価に成形することができる中空成形品を提供する。
【解決手段】第1、2の半成形品(A1、A2)と第3の半成形品(B)とからなる。第1、2の半成形品(A1、A2)は、中空成形品(C)を長手方向に分割したときの分割面に第1、2の接合端面(a、a)を、横方向に分割したときの分割面に第1、2の端部接合端面(a、a)をそれぞれ有し、第3の半成形品(B)は、中空成形品を長手方向に分割したときの分割面に第3の接合端面(b)を有する。そして第1、2の接合端面(a、a)と第3の接合端面(b)が互いに、また第1、2の端部接合端面(a、a)が互いに接合されて中空成形品(C)が構成されている。
(もっと読む)
1 - 19 / 19
[ Back to top ]