
Fターム[4F206AP07]の内容
プラスチック等の射出成形 (77,100) | 検出量又は監視量 (1,871) | 速度 (146)
Fターム[4F206AP07]の下位に属するFターム
回転速度(←回転数) (50)
加速度 (12)
Fターム[4F206AP07]に分類される特許
1 - 20 / 84
生産機械の表示装置
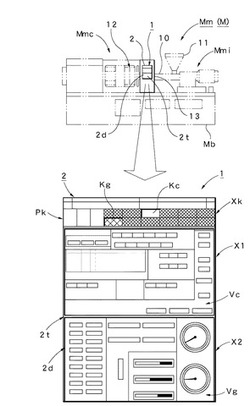
【課題】 様々な情報を参照にして緻密な設定を行う際における、設定の、容易性,的確性,正確性及び迅速性を高めるとともに、表示する画面の種類が多い場合でも画面を切換える際における操作の容易性及び使い勝手(操作性)の向上を図る。
【解決手段】 コントローラ3に、表示面2dに少なくとも二つの独立した画面表示部X1,X2…を並べて表示可能な多面表示処理機能部Fdと、画面Va…に対するタッチスライド操作により、タッチした画面Va…を他の画面Vb…に切換え可能にする画面切換処理機能部Fcと、画面表示部X1,X2…以外の表示面2dにキー表示部Xkを設け、このキー表示部Xkに、タッチスライド操作により切換わる画面Va…の順番に対応したキーパターンPkにより配し、かつタッチ操作により、表示する画面Va…を選択可能な複数の画面切換キーKx…,Ka…を配列表示した切換キー表示処理機能部Fkとを備える。
(もっと読む)
射出成形機のノズルタッチ制御装置

【課題】射出ユニットの機構部に過大な負荷が加わることがない射出成形機のノズルタッチ制御装置の提供。
【解決手段】速度補償器106は、速度偏差に基づいて比例、積分などの速度ループ制御をおこなってトルク指令(電流指令)を求める。トルク制限値108は、トルク制限指令TlimCMDにより、該速度補償器から入力するトルク指令を制限し、減算器110に出力する。該減算器は、トルク指令(電流指令)から、サーボアンプ114の駆動電流を検出する電流検出器(図示せず)よりフィードバックされる電流フィードバックIfを減算し電流偏差を求める。電流補償器112は、電流偏差を基に該サーボアンプに出力される電圧指令が生成する。該サーボアンプは該電流補償器から入力する電圧指令に基づいてサーボモータ116を駆動制御する。該サーボモータにトルク制限値を超える過大な負荷が発生した場合には該サーボモータが負荷に負けて回転する。
(もっと読む)
射出成形機の成形方法
【課題】 成形品の高度の品質及び均質性を確保するとともに、成形不良の低減による歩留まりの向上を図る。成形条件のシンプル化及び設定容易化、更には成形サイクル時間の短縮により量産性及び経済性を高める。
【解決手段】 予め、金型2への樹脂充填開始to以降における時間tに対する隙間量Lmの変化データを検出し、かつ良品成形可能な変化データから複数のモニタ項目M1…に対応する基準データDs…を設定するとともに、生産時に、金型2への樹脂充填開始to以降における時間tに対する隙間量Lmの変化データから基準データDs…に対応する
検出データDd…を検出し、かつ各モニタ項目M1…に対応する基準データDs…と検出データDd…間の偏差データDe…を求め、この偏差データDe…を所定のデータ処理に用いて成形を行う。
(もっと読む)
射出成形機の自動運転方法
【課題】射出成形機の射出成形に用いられる溶融樹脂の粘度測定及び粘度調整を自動的に行えるようにする。
【解決手段】成形品を成形する自動運転を行っているときに、ショット数カウント手段17が射出ノズル3から溶融樹脂を射出するショット数をカウントし、カウントされたショット数が予め設定した所定数値に達すると、射出ノズル3から射出された溶融樹脂の粘度が自動的に算出され、算出された溶融樹脂の粘度が所定の樹脂粘度の範囲に収まっていないときには、温度調節手段15により加熱ヒータ10の設定温度の変更がなされ、溶融樹脂の粘度が所定の樹脂粘度に収まるように調整され、その後に、成形品の成形を繰り返し行う自動運転が再び開始される。よって、射出成形機により成形品を連続的に製造する自動運転途中に、溶融樹脂の粘度測定及び粘度調整を自動的に行うことができる。
(もっと読む)
射出成形機
【課題】射出工程及び保圧工程における射出用電動サーボモータの駆動制御の応答性が高く、高品質の薄物、精密品又は厚物を高能率に成形可能な射出成形機を提供する。
【解決手段】VP切替位置に至ったとき、2次圧位置s2pがVP切替位置よりも後方(2次圧位置s2p≧VP切替位置)に設定されているか、前方(2次圧位置s2p<VP切替位置)に設定されているかの判定(2次圧位置判定)を行い、2次圧位置s2p≧VP切替位置である場合には、2次圧位置s2pまでスクリュ1を高速で後退させ、射出圧が予め設定された2次圧に至った段階で、保圧設定パターンp0に従った制御に切り替える。2次圧位置s2p<VP切替位置である場合には、2次圧位置s2pまでスクリュ1を高速で前進させ、射出圧が予め設定された2次圧に至った段階で、保圧設定パターンp0に従った制御に切り替える。この制御を、保圧工程中の最終の保圧設定圧力まで繰り返す。
(もっと読む)
射出成形機の制御方法および射出成形機
【課題】発泡成形品や中空成形品を成形する際に、サーボモータを用いて速度制御して可動金型または可動金型の一部を型開方向に移動させる際の外乱に対する制御応答性能を向上させ、サーボモータやボールネジ機構の負荷を好ましい範囲内とする。
【解決手段】固定金型14と可動金型16の間に形成されたキャビティCに溶融樹脂を射出中または射出後に、可動金型16または可動金型の一部を型開方向に移動させてキャビティCの容積を拡大し、発泡成形品または中空成形品を成形する射出成形機11の制御方法において、キャビティCの容積を拡大する際に可動金型16または可動金型の一部をサーボモータ25により速度制御して型開方向に移動させるとともに、外乱に対応して可動金型16または可動金型の一部を流体機構29によりクローズドループ制御して型閉方向に押圧する。
(もっと読む)
射出成形機の制御方法
【課題】材料ごとに厳密な調整をすることなく、計量工程中に背圧が立ちにくい材料であっても、計量を安定化させることができる射出成形機の制御方法を提供する。
【解決手段】溶融材料の計量を行う計量工程の中で強制計量動作と圧力補正計量動作とに動作を分け、強制計量動作ではスクリュ後退速度Bが決められた後退速度Cとなるようにスクリュ7の後退速度を制御しながら後退させると共に、スクリュ7を決められた回転速度で回転させることで計量を行い、スクリュ後退速度Bが決められた後退速度Cとなる前に自動的に強制計量動作から圧力補正計量動作への切り替えを行い、圧力補正計量動作ではスクリュ7内に供給された材料の圧力によって発生する背圧Dを検出し、検出した背圧Dが決められた値となるようにスクリュ後退速度Fを制御しながら計量を行う。強制計量動作と圧力補正計量動作との切り替えは圧力又はスクリュ後退速度によって行われる。
(もっと読む)
往復動装置、およびそれを用いた成形機
【課題】入力された所定位置で往復動部材が正確に折り返され、かつ高速で往復動する往復動装置を提供すること。
【解決手段】往復動装置は、往復動部材を往復動自在に具えている。入力部に入力された速度情報から、駆動機構の作動切替え位置を算出し、その作動切替え位置での往復動部材の折返し位置を算出する。そして、入力された値との差から未到達量を算出する。未到達量を折返し位置に加算し、折返し目標位置を求める。折返し目標位置で往復動部材が折り返すように、駆動機構の作動切替え位置を算出する。
(もっと読む)
流体流動過程の解析方法、解析装置及び解析プログラム
【課題】樹脂と金型との間の伝熱の影響が大きい流体の流体流動過程における流動解析を良好に行うことができる解析方法、解析装置及び解析プログラム、特に、樹脂射出成形工程における樹脂流動過程を解析する解析方法、解析装置及び解析プログラムを提供すること。
【解決手段】流体が流動する金型のキャビティの少なくとも一部を複数の微小要素に分割してなる3次元モデルを構築するモデル構築工程と、前記金型により製作される製品の厚みを規定する前記キャビティの厚みを算出する工程と、前記流体と前記金型との間の熱伝達率を、前記キャビティの厚みを含む関数により決定する工程とを備えた解析方法によって、金型のキャビティ内における流体流動過程を解析する。
(もっと読む)
樹脂成型装置
【課題】オーバーモールドボトルの量産性を向上させることができる樹脂成型装置を提供する。
【解決手段】少なくとも一つの樹脂流入口101から複数の樹脂流出口102まで順次分岐されて連通している分岐樹脂流路103が形成されている。その複数の樹脂流出口102の各々に個々に複数のオーバーモールド金型300が連結され、その内部にインサートボトル500が保持される。樹脂流入口101に樹脂圧送機構200が溶融樹脂を圧送するので、インサートボトル500の外面にオーバーモールド樹脂が成型されるオーバーモールド成型が、複数のオーバーモールド金型300で同時に実行される。
(もっと読む)
射出成形機の制御装置および射出成形機
【課題】射出成形機の充填・保圧制御において、樹脂の充填・保圧動作に起因して発生した外乱に起因する、射出用モータの速度追従特性の劣化を補償し、過渡応答特性を改善して、安定した制御を行うことができる射出成形機の制御装置を提供する。
【解決手段】スクリューの動作速度を決定する速度指令信号を入力し、速度指令信号からスクリューを駆動するモータの動作速度を示す速度信号を引いた速度偏差信号に対し二回以上の積分特性を有する演算を行い、モータを駆動するためのトルク指令信号を出力する。
(もっと読む)
エンボス加飾一体成形品及びその製造方法
【課題】薄くて軽量で、エンボス加飾され、デザイン多様性に優れ、且つ触感のよいエンボス加飾一体成形品及びその製造方法を提供する。
【解決手段】表皮材20と射出成形により表皮材20と一体成形されたコア材10からなるエンボス加飾一体成形品1であって、表皮材20が、オレフィン系熱可塑性エラストマー、スチレン系樹脂、塩化ビニル系樹脂及び塩素化ポリエチレン系熱可塑性エラストマーからなる群から選ばれる少なくとも一種の樹脂を主成分とし、且つエンボス加飾されているエンボス加飾シートからなり、コア材10が、スチレン系樹脂及びポリカーボネート系樹脂からなる群から選ばれる少なくとも一種の樹脂を主成分とし、エンボス加飾一体成形品1における表皮材20表面の残留三次元表面粗さが4〜100μmの範囲である。
(もっと読む)
射出成形機の良否判別装置
【課題】監視項目の成形データが良否判別レンジ外であった場合、それが上限値を超えた場合と下限値を下回った場合に応じて異なる判別モードを設定可能な射出成形機の良否判別装置を提供すること。
【解決手段】射出成形機の成形品質に影響を与える物理量として、型内圧50、射出初圧60、計量時間70、金型温度80、およびV−P位置90を選択したことを示している。型内圧50に対して上限値51、判別モード52、下限値53、判別モード54のように、それぞれの監視項目の物理量に対して、上限値の判別モードと下限値の判別モードとを個別に設定できる。型内圧50では良否判別52,良否判別54に設定されている。金型温度80では、サイクル停止,良否判別に判別モードが設定されている。
(もっと読む)
射出成形の制御方法及び射出成形の制御装置
【課題】従来の射出成形機では、保圧制御前にスクリューが一時的に後退することから、その後の保圧制御への追従性が遅れ、この遅れにより極薄肉成形品では保圧制御が困難であった。
【解決手段】溶融させた樹脂の充填圧力の検出値が第1の設定圧力値に達するまで、速度制御によって溶融させた樹脂の射出成形用金型内への充填を行う。更に、充填圧力の検出値が第1の設定圧力値以上になった時点で、制御を速度制御から第1の設定圧力値で制御する圧力制御に切り換えて溶融させた樹脂の充填を行う。そして、圧力制御で充填を行った状態で、充填速度が設定速度以下になった時点で、第2の設定圧力値で制御する保圧制御に切り換えを行う。
(もっと読む)
射出成形機のエジェクタ異常検出装置
【課題】最初の成形サイクルから特別な装置を用いることなくエジェクタ動作の異常を検出することができる射出成形機の異常検出装置を提供することを目的とする。
【解決手段】エジェクタの駆動手段と、エジェクタの位置を検出する手段と、エジェクタの負荷を検出する手段を備える射出成形機のエジェクタ異常検出手段において、エジェクタ後退中においてエジェクタ負荷を検出し、前記検出したエジェクタ負荷が所定負荷より小さくなった時点のエジェクタ位置を検出し、前記検出したエジェクタ位置が所定の基準位置以上の場合にエジェクタに異常が発生したことを検出することを特徴とする射出成形機のエジェクタ異常検出装置。
(もっと読む)
射出成形機の異常検出装置
【課題】給脂が行われて負荷が変動した場合でも最適な許容範囲が使用される射出成形機の異常検出装置を提供すること。
【解決手段】許容範囲をb1に設定し、射出成形サイクルの1サイクルを実行し、連続運転終了か否かを判断し、連続運転終了の場合に処理を終了し、連続運転終了ではない場合には、給脂が行われたか判断する(SB1〜SB4)。給脂が行われた場合には許容範囲をb2に設定し、給脂が行われなかった場合には、許容範囲がb2であるか否か判断し、許容範囲がb2でない場合にはステップSB2に戻り処理を継続し、許容範囲がb2の場合には許容範囲切換判定処理を行う(SB5〜SB7)。ステップSB7の処理の結果、切換判定はYESか否か判断し、切換判定がYESの場合にはステップSB1に戻り許容範囲をb2からb1に切り換え、サイクル処理を継続し、切換判定がYESではない場合にはステップSB2に戻り処理を継続する(SB8)。
(もっと読む)
射出成形機の圧力異常検出装置
【課題】樹脂圧力の予測精度をより向上し、射出工程中の射出圧力異常による金型や射出シリンダ・ノズルの破損を正確に防止可能とすること。
【解決手段】減速度Aを読み込む(S101)。射出スクリュ3の位置Xnと射出速度Vn、射出圧力Pnを読取る(S102)。移動量δX(S103)と射出圧力変化量δP(S104)とから、圧力傾きβnを算出し、更に、圧力傾きの変化率を算出する(S105〜S107)。減速度Aと射出速度Vnとに基づき、減速距離Dを算出する(S109)。そして、射出スクリュが停止するまでの圧力変化量(予測値)であるΔPを、ΔP=αn*D2+βn*Dにより算出し、当該周期での射出圧力Pnに圧力変化量ΔPを加算したものが限界圧力値Pmaxより大きいか否かを判断し、Pn+ΔPがPmaxより大きければ射出スクリュ3を急減速させて停止させる(S110〜S112)。
(もっと読む)
射出成形機の圧力異常検出装置
【課題】樹脂圧力の予測精度をより向上し、射出工程中の射出圧力異常による金型や射出シリンダ・ノズルの破損を正確に防止可能とすること。
【解決手段】樹脂量の指標であるVoindexを計測する(S100)。機械固有の係数γを読み込む(S101)。射出スクリュ3の位置Xnと射出速度Vn、射出圧力Pnを読取る(S103)。移動量δX(S104)と射出圧力変化量δP(S105)とから、圧力傾きαを算出する(S106)。減速度AとステップS103で読み取った当該周期での射出速度Vnとに基づき、減速距離Dを算出する(ステップS108)。そして、射出スクリュが停止するまでの圧力変化量(予測値)であるΔPを、ΔP={α/(γ*VOindex)}*D(S109)により算出し、当該周期での射出圧力Pnに圧力変化量ΔPを加算したものが限界圧力値Pmaxより大きいか否かを判断し、Pn+ΔPがPmaxより大きければ射出スクリュ3を急減速させて停止させる。
(もっと読む)
射出成形機の圧力異常検出装置
【課題】樹脂圧力の予測精度をより向上し、射出工程中の射出圧力異常による金型や射出シリンダ・ノズルの破損を正確に防止可能とすること。
【解決手段】減速度Aと機械固有の係数γを読み込む(S100)。射出スクリュ3の位置Xnと射出速度Vn、射出圧力Pnを読取る(S102)。移動量δX(S103)と射出圧力変化量δP(S104)とから、圧力傾きαを算出する(S105)。減速度AとステップS102で読み取った当該周期での射出速度Vnとに基づき、減速距離Dを算出する(ステップS108)。そして、射出スクリュが停止するまでの圧力変化量(予測値)であるΔPを、ΔP={α/(γ*Xn)}*D(S108)により算出し、当該周期での射出圧力Pnに圧力変化量ΔPを加算したものが限界圧力値Pmaxより大きいか否かを判断し、Pn+ΔPがPmaxより大きければ射出スクリュ3を急減速させて停止させる。
(もっと読む)
射出成形機及びその制御方法
【課題】 リサイクル材料とバージン材料のように異なる成形材料の成形に対して一台の射出成形機を共用可能にして低コスト性及び設置スペース性を高める。
【解決手段】 スクリュ速度検出手段5により検出した速度検出値Vdと速度目標値Vfcによりスクリュ速度に対するフィードバック制御を行い、かつ射出圧検出手段6により検出した圧力検出値Pidと圧力目標値Picにより射出圧力に対するフィードバック制御を行う第一制御系Cfにより制御する第一制御モードM1と、速度目標値Vscによりスクリュ速度に対してオープンループ制御を行い、かつポンプ圧検出手段7により検出した油圧ポンプ4のポンプ圧に係わる圧力検出値Ppdと圧力目標値Ppcによりポンプ圧に対するフィードバック制御を行う第二制御系Csにより制御する第二制御モードM2と、第一制御モードM1又は第二制御モードM2に選択的に切換可能なモード選択手段8を備える。
(もっと読む)
1 - 20 / 84
[ Back to top ]