
Fターム[4F206AP08]の内容
プラスチック等の射出成形 (77,100) | 検出量又は監視量 (1,871) | 速度 (146) | 回転速度(←回転数) (50)
Fターム[4F206AP08]に分類される特許
1 - 20 / 50
射出成形機
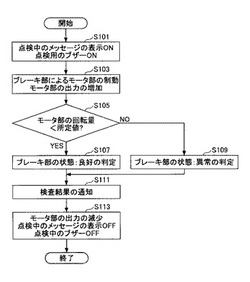
【課題】モータに備えられるブレーキ部の状態を検知可能な射出成形機を提供すること。
【解決手段】モータ部35およびモータ部35を制動可能なブレーキ部36を有するモータ33と、モータ部35およびブレーキ部36を制御する制御装置50とを有する射出成形機10において、制御装置50は、ブレーキ部36によってモータ部35を制動した状態で、モータ部35に所定の出力を生じさせ、モータ部35の回転を検出する回転検出部37からの情報に基づいて、ブレーキ部36の状態を検知する検知部51を有する。
(もっと読む)
射出成形機のベルト監視装置

【課題】 各タイミングベルトの破断を事前に予防し、タイミングベルトの長寿命化を図るとともに、製造時の工数削減及びコストダウン、さらには構造の単純化及び外観性の向上を図る。また、各タイミングベルトの伸長等を正確かつ確実に検出する。
【解決手段】 回転駆動部4a,4bの回転位置を検出するロータリエンコーダ7a,7bと、一つの特定のロータリエンコーダ7aから出力するエンコーダ出力値Daと他のロータリエンコーダ7bから出力するエンコーダ出力値Dbの偏差Keを得る偏差演算手段8と、偏差Keと予め設定した閾値Ksf,Kssを比較し、偏差Keが閾値Ksf以上及び/又はKss以上になったことを判定する異常判定手段9と、少なくとも当該異常判定手段9の判定結果を出力する異常出力手段10とを備える。
(もっと読む)
樹脂供給量調節手段を有する射出成形機
【課題】スクリューの溝内の成形材料を検出するための特別の手段を必要とせず、さらには、樹脂材料の種類によらず、さらには計量回転速度の大小に影響されることなく、飢餓状態が一定の状態を保つように材料供給を行うことが可能な射出成形機を提供すること。
【解決手段】供給量指令値Fの初期値を設定し、射出・保圧工程を実行し、計量開始し(SA100〜SA103)、前サイクルにて計算した供給量指令値Fに基づいて樹脂を供給するが、最初の成形サイクルではステップSA100で設定した供給量指令値Fの初期値を用いる。計量開始時のスクリュー回転エンコーダ値C1を検出し記憶し、計量完了か否か判断し、計量完了の場合は、計量完了時のスクリュー回転エンコーダ値C2を検出し記憶し(SA104〜SA106)、計量中におけるスクリュー回転量ΔC(=C2−C1)を算出し、計量中におけるスクリュー回転量ΔCが目標値になるように、樹脂の供給量指令値Fを算出する(SA107,SA108)。
(もっと読む)
射出成形機の制御方法
【課題】材料ごとに厳密な調整をすることなく、計量工程中に背圧が立ちにくい材料であっても、計量を安定化させることができる射出成形機の制御方法を提供する。
【解決手段】溶融材料の計量を行う計量工程の中で強制計量動作と圧力補正計量動作とに動作を分け、強制計量動作ではスクリュ後退速度Bが決められた後退速度Cとなるようにスクリュ7の後退速度を制御しながら後退させると共に、スクリュ7を決められた回転速度で回転させることで計量を行い、スクリュ後退速度Bが決められた後退速度Cとなる前に自動的に強制計量動作から圧力補正計量動作への切り替えを行い、圧力補正計量動作ではスクリュ7内に供給された材料の圧力によって発生する背圧Dを検出し、検出した背圧Dが決められた値となるようにスクリュ後退速度Fを制御しながら計量を行う。強制計量動作と圧力補正計量動作との切り替えは圧力又はスクリュ後退速度によって行われる。
(もっと読む)
圧力制御装置及び圧力制御方法
【課題】サーボモータにより動力伝達手段を介して作動体を動作させて受圧体に与える力を、ロードセル等を使わずに正確に制御し、機械の構成を簡単にし、信頼性を得る。
【解決手段】サーボモータ11により射出圧力を制御する電動射出成形機1の制御装置15は、電動射出成形機1の制御モデルに対して構築され射出スクリュー5が発生する力を推定するオブザーバ19と、サーボモータ11に対する電流指令値Iとパルスエンコーダ14の回転位置θとによりオブザーバ19が推定した力を入力して射出スクリュー5に作用させる力をフィードバック制御する射出圧力フィードバック制御部20とを備え、オブザーバ19は、電流指令として重畳させた振動に応じて生じる抗力が、機械インピーダンス要素を介して被駆動部に作用する力を外乱として同定した制御モデルに基づいて構成される外乱オブザーバ部を備え、被駆動部に作用する力を推定する。
(もっと読む)
成形機の作動油昇温方法
【課題】 昇温効率の低下を回避して昇温時間の短縮及び省エネルギ性向上を図るとともに、設定(入力)に伴う煩わしさを解消する。
【解決手段】 作動油の温度が目標温度Thsよりも低いときに、油圧ポンプ3を作動させるとともに、この油圧ポンプ3から吐出する作動油を、少なくとも配油管部L…よりも流動抵抗が大きくなる特定の流路部Lsを通過させることにより発熱させて作動油の昇温を行う成形機Mの作動油昇温方法であって、油圧ポンプ3に、駆動モータ2の回転数を可変制御して作動油の少なくとも吐出流量を制御可能な可変吐出型油圧ポンプ3sを使用するとともに、予め、駆動モータ2に対して目標負荷量Trsを設定し、作動油の昇温時に、作動油の温度が目標温度Thsに達するまで、駆動モータ2の負荷量が目標負荷量Trsになるように、駆動モータ2の回転数を可変制御する。
(もっと読む)
樹脂可塑化装置及び樹脂可塑化装置の運転方法
【課題】原料樹脂の発熱の発生を解消できる樹脂可塑化装置を提供する。
【解決手段】シリンダ1と、シリンダ1の内部に設けられ、シリンダ1の基端側から供給された原料樹脂を混合しつつ該シリンダ1の先端側に搬送するスクリュー2と、シリンダ1の外周部に設けられ、原料樹脂を可塑化するヒータ4と、シリンダ1の外周部と内周部との間に設けられ、シリンダ1を径方向に通過する熱流束量を検出する熱流束センサ5と、ヒータ4の供給熱量及びシリンダの熱流束量に基づいて原料樹脂の搬送に際して発生する発熱量を演算する演算部22とを備える。
(もっと読む)
射出成形機の制御装置
【課題】逆流防止装置を備えていないスクリュや、逆流防止装置があるものの逆流防止弁等の摩耗などによってその機能が低下した状態にある射出成形機においても、さらにいかなる粘度の成形材料においても、射出保圧時の樹脂充填を安定させることができる射出成形機の制御装置を得ることや、バックフローや過剰射出させる事無く計量された樹脂を安定して射出することができる制御装置を得ること。
【解決手段】射出開始か否か判断し、射出開始まで待ち、射出開始の場合には、ステップSA2に移行する(SA1)。負荷トルク指令値DCMDを読み出し、負荷トルク帰還値DFBを検出し、スクリュの回転速度指令値Vを計算する(SA2〜SA4)。回転速度指令値Vに従ってスクリュを回転制御し、保圧完了か否か判断し保圧完了でなければステップSA2に戻り処理を継続し、保圧完了であれば、計量と成形品の取り出し処理を行い1サイクルを終了する(SA5〜SA7)。
(もっと読む)
射出成形機
【課題】使用する原料樹脂の粘度によらず、起動時におけるスクリュの回転制御を適正化できて、高品質の成形品を成形可能な射出成形機を提供する。
【解決手段】製品の射出成形を開始する前に実行される原料樹脂のオートパージ中又は試し打ち期間中において、計量用サーボモータ3の起動と同時に立ち上がるスクリュ2の背圧、計量用サーボモータ3の負荷トルク、若しくはスクリュ2の後退速度等を求め、求められたこれら装置各部の駆動状態が、対応するそれぞれの設定値P0,T0,S0をオーバーシュートする場合には、起動時におけるスクリュ2の回転角加速度をより低い値に切り替えて、設定値P0,T0,S0をオーバーシュートしない駆動状態にする。
(もっと読む)
射出成形機の制御方法および射出成形機の射出装置
【課題】 射出成形機の加熱筒内に発生するガスや水分を、簡単な設定で容易かつ効果的に回収することができる射出成形機の制御方法および射出成形機の射出装置を提供する容易かつ効果的に溶融材料の脱気を簡易な構成で実施可能とする。
【解決手段】 加熱筒3内に回転および前後進可能なスクリュ4を設け、前記スクリュ4の回転により成形材料27を可塑化後、前記スクリュ4を前進させて射出を行う射出成形機の制御方法において、前記加熱筒3内を減圧手段21により減圧状態として、可塑化工程Aにおける設定値α2または実測値から、スクリュ逆回転工程Bにおける制御値−α2が決定されるようにする。
(もっと読む)
射出成形機の制御装置
【課題】特別な機構を用いることなく、樹脂の逆流量を検出することができる射出成形機の制御装置を提供すること。
【解決手段】図4(a)は逆流防止弁の閉鎖が早く樹脂の逆流量が少ない場合を表しており、スクリュ回転角度の最大値は小さい。図4(b)は逆流防止弁の閉鎖時間が遅く樹脂の逆流量が増大しスクリュ回転角度の最大値が大きい場合を表している。また、図4(c)は単位時間当たりの樹脂の逆流量が多く、樹脂の逆流量が増大した場合を表している。
樹脂の逆流量はスクリュ回転角度を指標として評価でき、スクリュ回転角度は計量用サーボモータに内蔵されるエンコーダからの検出信号に基づく。
(もっと読む)
射出成形機の制御装置
【課題】 電動モータの機械的な最終出力としての消費電力を得、信頼性の確保された正確な消費電力を検出する。
【解決手段】 電動モータ11に係わる消費電力Wmを含む作動中の消費電力Woを検出する消費電力検出手段2と、検出した消費電力Woから任意に指定した指定検出時間Tcの電力量Poを求める電力量演算手段3と、電力量Poを表示可能な情報表示手段4を備える射出成形機Mの制御装置1を構成するに際して、少なくとも、電動モータ11に係わる消費電力Wmを、電動モータ11の機械出力となる出力トルクTm及び回転速度Rmを用いた演算により求める消費電力検出手段2を備える。
(もっと読む)
射出成形機及びその制御方法
【課題】 制御条件の組合わせにより制御能力に対する柔軟性向上や制御範囲の拡大を図り、様々な成形態様に対しても適切な制御を行う。
【解決手段】 ポンプ本体3を第一駆動モータ4により回転駆動するとともに、第一駆動モータ4の回転数を可変して少なくとも吐出流量を可変可能な油圧ポンプ2における第一駆動モータ4の回転数を可変制御して成形サイクルにおける各動作工程の制御を行うに際し、第二駆動モータ13を利用した斜板角可変機構12における当該第二駆動モータ13の回転量により、少なくとも吐出流量を可変可能な斜板型ピストンポンプ2sにおける斜板11の角度(斜板角)を可変するとともに、第一駆動モータ4の回転数に対して予め設定した第一制御条件及び第二駆動モータ13の回転量に対して予め設定した第二制御条件の組合わせに基づいて動作工程の制御を行う。
(もっと読む)
混練押出機の起動装置及び起動方法
【課題】 混練押出機の主電動機の起動に必要とされる始動電流を大幅に低減する。
【解決手段】本発明の混練押出機2の起動装置1は、混練スクリュ4を駆動回転させる主電動機3に対して設けられ、主電動機3とは別に主電動機3の動力軸7を介して混練スクリュ4を駆動回転させる起動用電動機8を有する駆動手段9を備えており、起動用電動機8は定格出力が主電動機3よりも小さいものであり、駆動手段9は、主電動機3を起動する時に、混練スクリュ4の回転速度をゼロから通常の運転速度に至る途中の状態まで予め加速させておくべく、起動用電動機8の動力を増幅して動力軸7に伝達する加速動力伝達部12を有していることを特徴とするものである。
(もっと読む)
混練押出機の起動装置、混練押出機、及び混練押出機の起動方法
【課題】 混練押出機の主電動機に対する起動の作業性や安全性を改善する。
【解決手段】本発明の混練押出機2の起動装置1は、スクリュ部5に設けられた混練スクリュ4を駆動回転させる主電動機3に対して起動用減速機11を介して動力伝達可能に設けられると共に主電動機3とは別に混練スクリュ4を駆動回転させる起動用電動機8と、主電動機3と起動用電動機8との間で動力伝達を自動的に切断するクラッチ部9と、クラッチ部9で動力伝達が切断されなかった場合に主電動機3を停止させる保護手段10と、を備えていることを特徴とするものである。
(もっと読む)
スクリュー回転トルク監視機能を備えた射出成形機
【課題】スクリューの回転速度、移動距離、経過時間により計量中のスクリュー回転トルクの許容上限値を設定してトルク監視ができる射出成形機を提供すること。
【解決手段】計量中に所定時間毎にスクリュー回転速度とスクリュー回転トルクを計測する計測手段と、前記スクリュー回転速度と前記スクリュー回転トルクを記憶する記憶手段と、該記憶手段に記憶されたスクリュー回転速度とスクリュー回転トルクとを予め想定した関数に入力して、スクリュー回転速度における最大スクリュー回転トルクを求める手段と、求めた最大スクリュー回転トルクに基づき各スクリュー回転速度におけるスクリュー回転トルクの許容上限値を設定する手段と、その後の計量中に許容上限値以上のスクリュー回転トルクを検出した時に、スクリュー回転動作の変更または停止を行う手段を具備することを特徴とする射出成形機。
(もっと読む)
成形機の材料供給装置
【課題】本発明は、フィードシリンダから送出される樹脂の単位時間当たりの供給量を調整することのできる成形機の材料供給装置を提供することを課題とする。
【解決手段】成形機の材料供給装置10は、成形材料を送るフィードスクリュ20を内部に有し、供給された成形材料を送出する送出口17を有するフィードシリンダ16を有する。供給する成形材料の形状に基づいてフィードシリンダ16の送出口17の構造を変更することにより、フィードシリンダ16から供給する成形材料の供給量を調整する。
(もっと読む)
射出成形機
【課題】射出成形機の計量工程において、スクリュ前端側に計量した貯えられる溶融樹脂に空気が入り込むことがないようにし、以って、良品成形に貢献すること。
【解決手段】インラインスクリュ式の射出成形機において、計量工程が開始されてスクリュの回転速度が設定回転速度に立ち上がるまでは、スクリュに計量開始位置を保持させ、スクリュの回転速度が設定回転速度まで立ち上がったタイミング以降は、スクリュに付加する背圧が設定圧力値を保つように制御しつつ、スクリュの回転によりスクリュの先端側に溶融樹脂を送り込むことに伴ってスクリュを後退させるように制御する。
(もっと読む)
二材成形用射出成形装置
【課題】回転ダイプレートの連れ移動が無く、成形品の剥がれも無い型盤と金型構造を備えた二材成形用射出成形装置を提供する。
【解決手段】異なった樹脂材をそれぞれ可塑化して射出充填する2組の射出ユニットを有する二材成形用射出成形装置において、回転側金型6A,Bと固定側金型4、又は、回転ダイプレート9と固定ダイプレート2を互いに固着開放可能な着脱手段と、可動ダイプレート9が一定距離離れたことを確認する確認手段とを設けてなり、金型内に樹脂を充填後の離型時に、回転側金型6A、6Bと固定側金型4、又は、回転ダイプレート9と固定ダイプレート2を前記着脱手段により一時的に固着し、可動ダイプレート3が一定距離離れたことを確認後、回転ダイプレート9と固定ダイプレート2の固着を開放する。
(もっと読む)
射出成形機、及び射出成形機における逆回転工程の逆回転量調整方法
【課題】スクリューの逆回転により樹脂通路を閉鎖する逆流防止弁を用いた射出成形機において、スクリュー逆回転工程のスクリュー逆回転量を最適に調整する。
【解決手段】逆流防止弁の樹脂通路が開いていると、スクリュー前進時に樹脂の逆流が生じる。この樹脂の逆流によりスクリューには逆回転力がかかる。一方、樹脂通路が閉鎖されていると、樹脂の逆流はなくスクリューにかかる逆回転力は大きく低下する。そこで、計量完了後で射出前にスクリューを所定量逆回転させた後、スクリューを前進させる(103、104)。このときスクリューにかかる逆回転力の最大値を検出する(105〜108)。この検出最大逆回転力が基準値以下になるまで、逆回転量を順次増加させ(109、115)、各成形サイクルを実行する。検出最大逆回転力が基準値以下(通路閉鎖)になると、この時の逆回転量を逆回転工程の逆回転量とする。最適な逆回転量に自動的に調整できる。
(もっと読む)
1 - 20 / 50
[ Back to top ]