
Fターム[4F206JB13]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (6,362) | 予め形成された挿入物等との一体化成形 (4,574) | 表面材との一体化 (926)
Fターム[4F206JB13]の下位に属するFターム
閉空間を形成する表面材の一体化 (45)
1面の部分を覆う表面材の一体化 (107)
Fターム[4F206JB13]に分類される特許
761 - 774 / 774
金属化表面を有するプラスチック成型品を製造する方法
本発明は、型に金属化されたフィルムを導入するステップ、および射出成形手段によりプラスチック組成物をこの型に充填するステップを含む、金属化表面を有するプラスチック成型品を製造する方法に関するものであって、金属化されたフィルムは、ポリエーテルセグメントを含む熱可塑性エラストマーから本質的に構成された層を少なくとも1層含む。この方法の利点は、とりわけ、該フィルムが、プラスチック組成物のどこにも適切に接着している三次元(3−D)の金属化成型品を製造できること、およびその成型品に、ソフトタッチ特性を有する表面も与えることができることである。また、本発明は少なくとも部分的に金属化された表面を有するプラスチック成型品、およびさらにレーザーマーキングが与えられる物品にも関する。 (もっと読む)
メタクリル系樹脂組成物
【課題】 透明性、耐候性、硬度、耐折曲げ性、成形性および耐薬品性に優れたアクリルフィルムを提供する。
【解決手段】 メタクリル酸エステル系重合体(A)が、メタクリル酸アルキルエステルを主成分とする単量体混合物を重合することにより得られ、アクリル酸エステル系架橋弾性体粒子(B)が、アクリル酸アルキルエステルを主成分とする単量体混合物(b)および1分子あたり2個以上の非共役二重結合を有する多官能性単量体を共重合することにより得られ、かつ、メタクリル酸エステル系重合体(A)をアクリル酸エステル系架橋弾性体粒子(B)の存在下において重合することにより得られる多層構造アクリル系重合体(C)5〜95重量部および、分子中にラクトン環構造を有するラクトン化アクリル系重合体(D)95〜5重量部からなるメタクリル系樹脂組成物(E)を用いることにより、上記特性を有するアクリルフィルムを得ることができる。
(もっと読む)
異種材質成型品の加飾方法
【課題】
一般的に酸化金属等を蒸着技術等で積層した多色多層膜は加飾でき美しいものであるが、特に、軟質素材であるエラストマー樹脂の表面に硬くて薄い酸化金属膜等を形成することはクラックの発生や密着性が維持できず商品化がされていない。
【解決手段】
本発明は、硬質部と軟質部を一体に形成した異種材質成型品Aと、成型品に下塗り層1を形成する工程と、下塗り層に蒸着膜2を形成する工程と、蒸着膜2にトップコート層3を形成する工程とを含み、更に、成型品に印刷層4を形成する行程と、蒸着膜にレーザーマーキング5を刻設する工程とを含み、更には、レーザーマーキングを刻設した上面に中塗り層6を形成する工程を含み、更には、蒸着膜に印刷層を形成する行程を含み、更には、トップコート層に印刷層を形成する行程を含み、更には、中塗り層6に印刷層を形成する行程を含むもの。
(もっと読む)
加飾成形品及びその製造方法

【課題】金型のキャビティ内に充填される溶融樹脂が加飾シートの貫通孔から加飾シートの表面側へ流出するのを防止する。
【解決手段】表面部材101を加飾する加飾シート102の裏面に貫通孔102aを加飾シート102の裏面から閉塞し、かつ表面部材101との接着が可能なフィルム103が積層接着された状態に設けられているため、加飾成形品10を金型によりモールド成形するときに、加飾シート102に模様パターンを構成する多数の貫通孔102aが形成されていても、金型のキャビティに充填される溶融樹脂が加飾シート102の貫通孔102aから加飾シートの表面側へ流出するのを防止する。
(もっと読む)
樹脂成形品の成形方法および成形装置

【課題】 インモールド成形法により成形品基材表面に加飾表皮材を貼り付け一体化してなる樹脂成形品を成形するに際して、表皮材の破れや印刷層の剥離の無い良好な加飾表皮を備えた多層成形品を安定して得る。
【解決手段】 熱可塑性樹脂製のシート状ベース層に意匠面をなす印刷層を積層してなるシート状の表皮材を一対の成形金型の間にセットし、金型隙間が第1所定値となる初期型締め位置S1に可動型を位置設定させ、熱可塑性樹脂材料でなる成形品基材樹脂を表皮材の背面側から成形空間内に向かって供給した後、金型隙間が上記第1所定値よりも小さい第2所定値となる最終型締め位置まで可動型を所定の型締め速度で移動させた上で保圧し、その後、型開きすることを特徴とし、上記第1所定値が1〜50mmに設定され、上記所定の型締め速度が0.1〜50mm/秒に設定されている、ことを特徴とする。
(もっと読む)
発泡体裏打ち空気透過性織物製品の製造方法および装置
【解決手段】発泡体裏打ち空気透過性織物製品の製造方法では、フィルム等を設けて反応物または発泡体が可視面に侵入することを防止する替りに、反応物または反応物の反応によって形成された発泡体のいずれも織物製品に侵入することができないように、反応中に発生した圧力を意図的に減少させる。このようにして製造された製品は、気候的な快適性が改善され、より良好な音響効果を達成することができる。本発明は、本方法を実施するのに適した装置、および対応する発泡体裏打ち空気透過性織物製品にも関する。 (もっと読む)
2色成形品及びその成形方法
【課題】2色成形品及びその成形方法であって、接合部分の見栄え並びに精度を高める。
【解決手段】ドアトリム(2色成形品)10は、表皮22を表面に貼付した樹脂基材21からなる積層構造体(ドアトリムアッパー)20と、樹脂単体品(ドアトリムロア)30とから構成され、単一の成形金型40を使用し、ドアトリムアッパー20とドアトリムロア30の接合部に沿って成形下型42に分割機構部50を配置することにより、ドアトリムアッパー20における樹脂基材21に折曲部21aを形成し、折曲部21aと樹脂単体品30とを境界溝部17内で突き当て接合することで接合部の接合強度を高めかつ見栄えを良好なものにする。
(もっと読む)
装飾製品の金型内ラミネーション
装飾層1、バッキング層3、及び非常に優れた“深みのあるイメージ”を提供するクリアー外層5を有している装飾用熱可塑性配合材の製造方法に関する。バッキング層3をクリアー外層5の背面、且つ薄い箔、フィルム、ファブリック、又はベニヤ材1の上面にバッキング層3を射出成形することにより、広範囲に渡る装飾パターンを有している装飾用アップリケ又は保護用アップリケを形成することができる。  (もっと読む)
(もっと読む)
インモールド容器およびその製造装置
胴部表面に凹部または凸部を有し、意匠性に優れ、類似品を排除することができるインモールド容器を提供する。
インモールド容器10はフランジ部12を有する胴部11と、底部13とを有し、ラベル20と射出樹脂21とから形成されている。胴部11の外面に多数の凹部15および多数の凸部16が設けられている。胴部11は角θでフランジ部12側へ向って末広状に形成されている。凹部15はその底部13側に角θより小さい胴部11に対する傾斜角θ2の傾斜部15aを有し、凸部16はそのフランジ部12側に角θより小さい胴部11に対する傾斜角θ1の傾斜部16aを有している。
(もっと読む)
自動車内装用の複合トリム部品の製造方法
【解決手段】自動車の複合トリム部品を製造するために、流動可能な外皮の材料を第1の成形面(4)に塗布し、流動可能な基板の材料を第2の成形面(7)に塗布し、金型(5,8)を閉じて、可撓性外皮層(1)と硬質基板層(2)との間に形成された隙間に、発泡性の材料(3)を加える。可撓性外皮層と硬質基板層とはいずれも、ポリウレタン反応混合物をスプレー吹付することによって製造される。利点としては、硬質基板層を可撓性外皮層に対して位置決めする必要がなく、特に、硬質基板層は別個に製造する必要がなく、従って、製造コストを低減し、トリム部品の品質を高められる。発泡層を作るための成形キャビティを密封するには、可撓性外皮層について、基板層に接触する領域の厚みを充分に確保しておく。両方の金型半体を別々に分けて、異なる生産ラインに沿って外皮層と基板層とを生産することによって、設備及びツールのコストが低減される。 (もっと読む)
非粘着性ゲル付き外科用器具及び製造方法
非粘着性ゲルの製造方法が開示され、この方法は、プラスチック材料から成るモールドキャビティを備えたモールドを用意するステップと、高い成形温度をもつ溶融ゲルをモールドキャビティ内に注ぎ込み又は射出するステップと、モールドキャビティの薄いプラスチック層が溶融してゲルを覆っているときに非粘着性ゲルを形成するステップとを有する。形成ステップは、ゲルを冷却して溶融状態から凝固状態にするステップを更に有する。プラスチック材料の溶融温度は、ゲルの成形温度よりも低く、温度差が大きければ大きいほど、それだけ一層プラスチック材料の溶融量が多くなると共にゲルの表面に被着するプラスチック材料の層が厚くなる。モールドを低密度ポリエチレン(LDPE)で形成するのがよい。本発明の方法では、成形温度における溶融ゲルの熱をLDPEモールドに伝達してLDPEの薄い層を溶融する。モールドは、複数個のモールドキャビティを形成する複数個のモールド穴を備えたモールドベースを有し、モールド穴は各々、軸方向穴をゲルの中心に成形する軸方向ピンを有し、モールドベースは、モールドに所定の内径をもたらすLDPE筒体と、軸方向ピンに取り付けられた状態でモールドベースの各モールドキャビティの底部のところに配置されたLDPE円板とを更に有する。この方法は、低摩擦性粉末、例えばポリテトラフルオロエチレン(PTFE)及び潤滑剤中でゲルを小叩きする(軽く叩く)ステップを更に有するのがよい。モールドは、モールドベースの軸方向に設けられていて、複数個のキャビティを形成する複数個の穴を備えたモールドトップを更に有するのがよく、モールドトップの穴の各々は、各々がLDPE筒体を受け入れるようになっており、モールドトップは、モールドトップの各モールドキャビティの頂部に設けられた別のLDPE円板を更に有するのがよい。  (もっと読む)
(もっと読む)
トリムカバーにおいて使用するための布裏張り
裏張り層を備えた布を具備してなるトリムカバーであって、この裏張り層がポリウレタン・ディスパージョンからなるトリムカバー。方法形態において本発明はトリムカバーを作るための方法に関し、この方法は、布を供給することと、ポリウレタン・ディスパージョンを裏張り層としてこの布に設けることとを具備してなり、ここでポリウレタン裏張り層は接着剤あるいはフレームラミネーションを使用せずに、布に対して張り合わせられかつ接着される。こうしたトリムカバーは支持基体を含むトリムパネルを製造するのに有用である。  (もっと読む)
(もっと読む)
成形品の製造方法
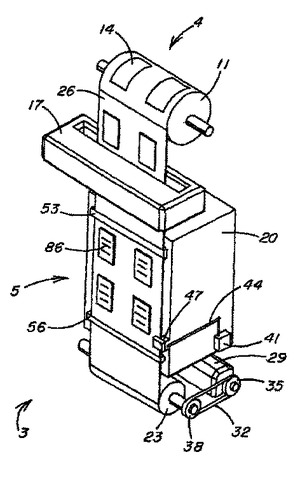
インモールドデコレーションプロセスによって成形品を製造する方法を記載する。該方法は、キャリアフィルム(26)上に置かれている、複数の個々の熱可塑性プラスチックラベル(14)の積層物(4)を供給する。ラベル(14)の露出された第2表面(68)にインラインで装飾物(86)を適用し、これにより装飾積層物(5)を形成する。キャリアフィルム(26)の露出された第1表面(77)が金型の内面の少なくとも一部分に隣接するように、装飾積層物(5)を進めて金型(20)内に配置し、ラベル(14)の装飾された第2表面(68)は、金型の内部空間に面する。プラスチック材料(例えば熱可塑性プラスチック材料)を、ラベルの装飾面に対して金型に注入し、このようにして成形品を形成する。次いで、キャリアフィルム(26)を成形品から分離する。本方法に従って製造される成形品の表面の少なくとも一部分は、少なくとも1つのラベルの第1表面(71)によって規定される。本方法によって製造され得る成形品の例として、例えば運転免許証およびアニマルタグ(例えば、牛用のタグ)等のIDカード、例えば薄い色の付いた眼科用レンズおよびサンシェードレンズ等のレンズが挙げられる。
 (もっと読む)
(もっと読む)
成形同時フィルム貼り合わせ品の製造方法と成形同時フィルム貼り合わせ用金型
【課題】 成形同時絵付け品の良品率を向上させることを目的とする。
【解決手段】 クランプ板4を有するA金型6と、A金型6のクランプ板4で囲まれる領域に入り込む凸部を有するとともにA金型6のクランプ板4で囲まれる領域内であってA金型6とのパーティング面5に固定手段を有するB金型2とからなる射出成形金型を用い、A金型6とB金型2との間に導入したフィルム3をクランプ板4でクランプし、A金型6とB金型2とを型閉めし、A金型6とB金型2とで形成される製品キャビティ12内に溶融樹脂を射出して成形品とフィルムとを接着一体化させ、固定手段を通じてフィルムをB金型2に吸着保持したまま型開きし、B金型2からフィルム付き成形品を離型するとともに不要なフィルムを成形品から切除する。
(もっと読む)
761 - 774 / 774
[ Back to top ]