
Fターム[4F206JC06]の内容
プラスチック等の射出成形 (77,100) | 射出成形機の位置関係 (581) | 金型が対向したもの(対向型) (32)
Fターム[4F206JC06]に分類される特許
1 - 20 / 32
多層成形装置及び多層成形方法
【課題】表皮材の加熱・軟化効率を向上させる予備賦形工程により、ドローダウン現象による表皮材の位置ズレを防止すると共に、成形サイクルタイムを短縮させることができる多層成形装置及び多層成形方法を提供する。
【解決手段】固定盤に取り付けられる共通型と、前記共通型と組み合わされて金型キャビティが形成される少なくとも1組の平行な金型分割面を有する回転金型部と、可動盤に取り付けられ、前記回転金型部の前記金型分割面と対向する面に加熱手段が配置されたダミープレートと、前記固定盤と前記可動盤との間に配置され、前記回転金型部を型開閉方向に直交する回転軸周りに回転可能に支持し、型開閉方向に移動させる回転金型支持手段と、前記回転金型部の金型キャビティにおいて真空成形が可能な真空成形手段と、を備えたことを特徴とする多層成形装置によって達成される。
(もっと読む)
金型内塗装用金型及び金型内塗装方法

【課題】 表面が部分的にあるいは多色で塗装され、その塗装境界線が明確で外観が美しい樹脂成形品を、金型内で成形塗装する。
【解決手段】 樹脂成形用金型と共通金型が閉じ合わさった状態で間に形成されるキャビティ内に、溶融状態の樹脂を射出充填し、その後冷却固化することにより、樹脂成形品を成形することが可能であり、さらに、共通金型が樹脂成形品を保持した状態で塗膜形成用金型と閉じ合わさり、樹脂成形品と塗膜形成用金型の間に塗料を入れる隙間が部分的に形成され、その隙間に塗料注入機から塗料を充填し硬化させることにより、樹脂成形品の表面を部分的に塗装することが可能である、金型内塗装用金型。その金型を用い、樹脂成形品の成形とその表面の部分的あるいは多色の塗装を金型内で行なう。
(もっと読む)
射出成形機の中間型盤
【課題】小型軽量化を図ると共に、駆動応答性を高める。
【解決手段】可動側金型を取付けた可動型盤と固定側金型を取付けた固定型盤の間に、両背面に可動側金型又は固定側金型にそれぞれ嵌め合されてキャビティを形成する金型が取付けてある中間型盤と、2つのキャビティにそれぞれ樹脂材を充填する1組の射出充填ユニットとを有する射出成形機である。中間型盤は、複数の突出しロッド28と、複数の突出しロッドが出入り可能な複数の貫通孔を有する2枚の金型取付板21,22と、2枚の金型取付板を所定の間隔で平行に保持する複数の間隔部材23,26と、2枚の金型取付板の間の空間に突き出し方向に移動可能に設置され複数の突出しロッドが固定された突出板25と、2枚の金型取付板に両端を固定され突出板をガイドする複数のガイドロッド27と、突出板の外周端部に一端を連結した突出板作動用油圧シリンダ35とを有する。
(もっと読む)
複合成形品用射出成形機およびその成形方法
【課題】 第1の盤と第2の盤との間に、型開閉方向と直交する方向の軸を中心に回転される中間金型が設けられた複合成形品用射出成形機において、工場レイアウト上有利な構造とするとともに型締装置の全長を短くするか、または中間金型または回転盤の構造を簡単にする。
【解決手段】 第1の金型21が取付けられる第1の盤22と第2の金型23が取付けられる第2の盤24との間に、型開閉方向と直交する方向の軸Aを中心に回転される中間金型20,20が前記第1の金型21および第2の金型23と対応して設けられた複合成形品用射出成形機11の型締装置12において、前記第1の盤22または前記第2の盤24の少なくとも一方の盤22,24の中央には型開閉方向に沿って設けられた射出装置13,14のノズルが挿入される凹部32,38が形成され、前記凹部32,38内または前記凹部32,38の近傍には突出装置30,31が配設される。
(もっと読む)
二材成形用射出成形機
【課題】ケーブルベアの設置場所を小さく、収まりよくすることで、温度調整用熱媒体配管、電気配線などの反転型盤に接続される部材のサイズ、容量の増大、本数増加によるケーブルベアのサイズアップを容易にし、また、反転盤の正逆回転時にもケーブルベアの屈曲抵抗が小さくなる構造とすることで、衝撃や騒音が少なく寿命が長いケーブルベア装置を備えた射出成型機を提供する。
【解決手段】反転型盤と一体で且つ反転台7の下面まで反転台7を貫通したケーブルベア支持部材と、該ケーブルベア支持部材側に一端を固定し他端を前記反転台側に固定したケーブルベアとを設置し、ケーブルベアが前記反転型盤の反転に伴い、ケーブルベアの最小屈曲半径で、且つ、ケーブルベアが前記ケーブルベア支持部材に接触せずに巻き取られるようにした。
(もっと読む)
複合成形品の射出成形機およびその作動方法
【課題】第1の盤と第2の盤との間に、中間部材が型開閉方向に移動自在に配設され、前記中間部材には型開閉方向と直交する方向の回転軸を中心に回転する中間金型が設けられる複合成形品の射出成形機に関し、金型の側に着脱自在なクランパ等を設けずに任意のキャビティの側を型開可能とする。
【解決手段】第1の金型15が取付けられる第1の盤16と第2の金型19が取付けられる第2の盤20との間に、中間部材35が型開閉方向に移動自在に配設され、前記中間部材35には型開閉方向と直交する方向の回転軸36を中心に回転する中間金型38,39が設けられ、前記第1の金型15および前記第2の金型19に対して中間金型38,39が型閉されてそれぞれキャビティA,Bが形成される複合成形品の射出成形機11の中間部材35と前記第1の盤16との間に、前記中間部材35を固定的に保持可能なロック機構42を設ける。
(もっと読む)
複合またはハイブリッド構造体の製造方法
【課題】従来よりも労力・コストを低減可能な、少なくとも1つの熱可塑性プラスチック成分を含有する複合またはハイブリッド構造体を製造する方法を提供すること。
【解決手段】この方法では、少なくとも1つの方向転換板を有する射出成形機(1)を使用する。一実施形態では、2つの方向転換板(6、6’)と、3つの注入ステーションとを有する射出成形機(1)が用いられる。第1および第2注入ステーションを通じて、2つの成形部品(51、52)が射出成形される。これらの成形部品(51、52)は、各方向転換板(6、6’)を回転した後に互いに向き合い、第3注入ステーションを通じて、互いに結合される。その結果、複合またはハイブリッド構造体50が得られる。
(もっと読む)
多色成形品の成形方法および多色成形用金型
【課題】大型の金型や大型の型締装置を必要とせず、型開するときに金型が傾いて金型を傷つけることのない多色成形用金型を提供する。
【解決手段】固定側金型(19)と、底面が回転金型支持台(14)に固定されている回転側金型(20)と、可動側金型(21)とから多色成形用金型(5)を構成する。回転側金型(20)の上面にはストッパ(39)を、固定側金型(19)と可動側金型(21)の上面には第1、2のピストンシリンダユニット(36、36)を設ける。型開動作に同期して第1、2のピストンシリンダユニット(36、36)を駆動して第1、2の突き出しロッド(37、38)でストッパ(39)を突き出す。
(もっと読む)
射出成形機
【課題】出来上がった製品に成形不良を発生させることなく、一度の射出工程で、複数の成形品を成形できる射出成形機を提供することである。
【解決手段】ベース部材Bに固着された加熱筒12のノズル13から送られる溶融樹脂を矩形状の樹脂だめケース20を介して複数の型閉めユニット3に形成された各キャビティにそれぞれ射出させる射出成形機1であって、ノズル13は、樹脂だめケース20の軸方向の一端側に接続されており、複数の型閉めユニット3は、樹脂だめケース20の軸方向に沿った一方の側面21またはその両側面22に、樹脂だめケース20の軸方向に沿って複数配設されており、これら複数の型閉めユニット3のうち、ノズル13側に配設された型閉めユニット3(3a、3c)を除いた残りの型閉めユニット3(3b、3d)は、ベース部材Bに対して樹脂だめケース20の軸方向に沿ってスライド可能に組み付けられている。
(もっと読む)
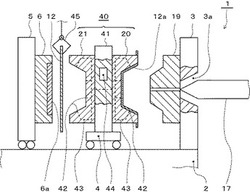
複合成形用の型締装置と金型装置、及び複合成形品の成形方法。
【課題】大型の射出成形機を要せずに圧縮成形が実施可能な複合成形品の成形方法とそれに用いる型締装置及び金型装置を提供することを目的とする。
【解決手段】第1型部13が取付けられる固定盤21と、第2型部15が取付けられる可動盤22の間に、可動型部14が回転かつ型開閉方向に移動可能に設けられ、可動型部14は、第1型部13と第2型部15との間を入替え可能に型合せされるとともに、第1型部13及び第2型部15にクランパ25,26により係脱自在に設けられている。
(もっと読む)
組み込まれた強化構造を備えたプラスチック製品を製造するための方法および装置
本発明は、組み込まれた強化構造を備えたプラスチック製品を製造するための方法ならびに装置に関する。この場合、可撓性の織布が、まず成形型のキャビティに載置させられ、順次に種々の側でプラスチックによって被覆される。 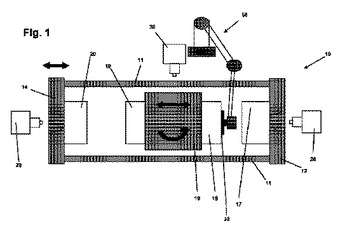 (もっと読む)
(もっと読む)
樹脂封止装置
【課題】作業者による各モジュール(異なる種類の作業を行うモジュール)間の動作条件の調整作業を簡略化する。
【解決手段】異なる種類の作業を行う複数のモジュールを有し、該複数のモジュールのうち少なくとも2つのモジュールが夫々選択的な動作条件を有する樹脂封止装置100であって、この選択的な動作条件を有する少なくとも2つのモジュール夫々に相当するアイコン、および、当該アイコンに相当する前記モジュールが有する動作条件の両方を表示可能な単一のモニタ画面190と、このモニタ画面190に表示されるアイコンを選択可能な選択手段と、を備え、該選択手段によりアイコンを選択することにより、対応する動作条件を対応関係を保ちつつ表示する。
(もっと読む)
成形装置
【課題】貯留室から被成形材料をキャビティ内へ射出する速度と、キャビティ内のエアを排出する速度の同期を容易に図ることができる成形装置を提供する。
【解決手段】油圧シリンダ12により昇降動作可能に装着された下型ユニット16のホルダ17に第1連通路41を形成し、その一端開口41aを該ホルダ17の上面17aに形成する。油圧シリンダ12のロッド側シリンダ室42と第1連通路41の他端開口41bを可撓配管43によって連通する。上型ユニット22に対し一端をホルダ23の下面23aに開口44aし、他端を上型24の成形面24bに開口44bした第2連通路44を形成する。上型ユニット22を下降動作させて下型ユニット16に型合わせし、第2連通路44と第1連通路41を連通した状態で両型ユニット16,22を下方に移動すると、キャビティ内のエアが油圧シリンダ12のロッド側シリンダ室42の容積の増大によって吸引される。
(もっと読む)
二型搭載射出成形機の金型交換装置
【課題】可動型盤側の金型と、固定型盤側の金型の二型を搭載する二材射出成形機またはスタックモールド用成形機等の金型交換に関し、特に、短時間で二組の金型を交換可能にする自走金型交換装置を提供する。
【解決手段】射出成形機10に近接し且つ平行に配設されたガイドレース2に沿って移動可能な金型交換台車1と、金型(1)〜(4)を少なくとも3組同時に搭載可能な複数の荷台1a〜1dと、当該荷台の全てに付設されて隣接する射出成形機との間で金型を搬出・搬入するフリーローラベルトコンベア60L、60Rとを備え、前記金型交換台車1の往復時間と、金型積み替え作業時間の両方が不要になり、当該射出成形機の金型交換による停止時間が、大幅に短縮される効果がある上、複数台の成形機に対する交換用金型を同時に載置できることから、倉庫内の金型積み替え作業時間を短縮できる。
(もっと読む)
二材成形用射出成形装置
【課題】回転ダイプレートの連れ移動が無く、成形品の剥がれも無い型盤と金型構造を備えた二材成形用射出成形装置を提供する。
【解決手段】異なった樹脂材をそれぞれ可塑化して射出充填する2組の射出ユニットを有する二材成形用射出成形装置において、回転側金型6A,Bと固定側金型4、又は、回転ダイプレート9と固定ダイプレート2を互いに固着開放可能な着脱手段と、可動ダイプレート9が一定距離離れたことを確認する確認手段とを設けてなり、金型内に樹脂を充填後の離型時に、回転側金型6A、6Bと固定側金型4、又は、回転ダイプレート9と固定ダイプレート2を前記着脱手段により一時的に固着し、可動ダイプレート3が一定距離離れたことを確認後、回転ダイプレート9と固定ダイプレート2の固着を開放する。
(もっと読む)
ロータリー射出成形機
【課題】異なる金型に対して適切な型閉条件および金型保護条件を設定することが可能なロータリー射出成形機を提供する。
【解決手段】ロータリー射出成形機は、可動側金型2が設置され、タイバー4,5に沿って駆動させられる可動盤1と、複数の固定側金型6a,6bが設置され、型締ステーションに固定側金型6a,6bの1つを配置するように回転駆動されるロータリーテーブル3とを有する。ロータリー射出成形機は、型締ステーションに配置されている固定側金型6a,6bを判別する金型判別部10と、固定側金型6a,6bの各々に対応して予め設定された型閉条件および金型保護条件を記憶しており、金型判別部10によって判別された固定側金型6a,6b用の型閉条件および金型保護条件に基づいて、可動側金型2と固定側金型6a,6bとの型閉工程及び金型保護工程を制御する行うコントローラ8とをさらに有する。
(もっと読む)
射出成形機と、射出成形機の運転方法
【課題】 複数の型締装置と1台の射出装置を用いて能率良く射出成形を行なうことができる射出成形機を提供する。
【解決手段】射出成形機10は、型締装置A,B,C,Dと、射出装置11と、射出装置11を往復移動させる移動機構40と、移動機構40の動作を制御するための制御部50とを有している。制御部50は、互いに隣り合う型締装置間で射出装置11を移動させる短距離移動モードと、互いに1つ隔てた型締装置間で射出装置11を移動させる長距離移動モードとに切換えることができる。射出装置11を第1の方向F1に移動させる際には、短距離移動モードと長距離移動モードとを組合わせることによって、いずれかの型締装置と対向する複数の位置で射出装置11を停止させる。射出装置11を第2の方向F2に移動させる際には、前記第1の方向F1に移動する際に停止させなかった型締装置と対向する位置で射出装置11を停止させる。
(もっと読む)
射出成形機
【課題】射出成形機固定側及び可動側に樹脂を可塑化させる射出ユニットを設けて、これらの射出ユニットの金型のキャビティに可塑化した樹脂を射出するタイミングを良好にして射出し、製品を成形する射出成形機を提供する。
【解決手段】射出成形機固定側1aに樹脂を可塑化させる射出ユニット3を設けて、金型のキャビティに可塑化した樹脂を射出して製品を成形する射出成形機において、前記射出ユニット3に対向して射出成形機可動側1bにも射出ユニット13を設け、前記射出成形機固定側1aに設けた射出ユニット3から金型のキャビティ7aに樹脂材料を射出するタイミングと、前記射出成形機可動側1bに設けた射出ユニット13から金型のキャビティ7aに樹脂材料を射出するタイミングを電気回路14により制御しかつ金型の1つのキャビティ7aに対して両側から樹脂を射出して製品を成形する。
(もっと読む)
射出成形機の制御方法
【課題】多材質成形品を成形サイクル毎の品質変動なく生産可能な射出成形機の制御方法を提供する。
【解決手段】異なる成形材料に対応した複数のキャビティ14,15の各々へ順次に入替え可能であり前記複数のキャビティ14,15の対向面を構成する複数の中子8を備えた金型装置10を固定盤5と可動盤6との間に取り付け、前記可動盤6を前記固定盤5に近接させ前記キャビティ14,15の容積を縮小させることにより前記キャビティ14,15へ射出した成形材料を圧縮成形する射出成形機1の制御方法であって、前記キャビティ14,15の一と前記各中子8との型合わせを行い、前記金型装置10を圧締したときの前記固定盤5と前記可動盤6との距離を検出器11,12で計測し、その距離を原点として前記中子8毎に設定する。
(もっと読む)
射出成形機構
本発明は、射出圧縮に使用される射出成形機構に関する。この射出成形機構は、押出機23と、内側金型部分1と、外側金型部分2とを含む。3つの枢動可能なアーム15、18、21を有するリンク・システムの形態の第1の機構が、金型を部分的に閉じるように構成される。リンク・システムの諸部分で機能する、偏心輪の形態の第2の機構が、金型を閉じて、押し出された材料を圧縮するように構成される。第1及び第2の機構は、それぞれサーボモータ13、14によって駆動される。 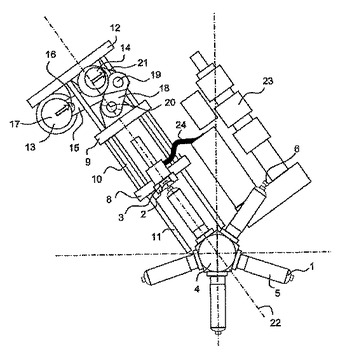 (もっと読む)
(もっと読む)
1 - 20 / 32
[ Back to top ]