
Fターム[4F206JQ51]の内容
プラスチック等の射出成形 (77,100) | 成形装置の細部、付属装置 (5,944) | 射出ノズル (336)
Fターム[4F206JQ51]の下位に属するFターム
ミキシングノズル (11)
複数のノズル口を有するもの (23)
ノズル先端部への取付部材を有するもの (53)
ノズル口の形状、構造 (58)
開閉装置 (97)
加熱、冷却 (30)
Fターム[4F206JQ51]に分類される特許
41 - 60 / 64
射出成形装置

【課題】射出機構部のメンテナンス性を向上させ、解体と組立を容易にした射出成形装置を提供すること。
【解決手段】射出機構部2は、射出シリンダ4とノズル5とを有し一体となって形成された射出ユニット33と、射出ユニット33を射出成形装置1に対して支持する支持部材17とを有している。射出ユニット33は、射出ユニット33の支持を解除したときに、成形材料の流動方向と逆方向における射出ユニット33の移動を許容して射出ユニット33の取り外しを可能とする。これにより、複雑な機構を解体することなく、数点の部品を外すだけで、射出機構部2におけるノズル5、射出シリンダ4といったメンテナンス性を求められる部品を含む射出ユニット33を取り外すことが可能となる。
(もっと読む)
成形機操作システム及び成形機操作方法

【課題】成形機の保守を容易に行うことができるようにする。
【解決手段】射出装置51と、金型装置52と、型締装置53と、監視箇所を撮影する撮像装置と、監視箇所の画像に基づいて画像処理を行う画像処理手段と、前記画像処理の結果に基づいて、監視箇所について保守が必要かどうかを判断する保守判定処理手段と、保守が必要である場合、前記監視箇所について保守を行う保守処理手段とを有する。監視箇所の画像に基づいて画像処理が行われ、保守が必要かどうかが判断され、保守が必要である場合、保守動作装置が作動させられて前記監視箇所について保守が行われる。成形機の保守を容易に行うことができる。
(もっと読む)
射出成形機
【課題】樹脂圧センサの鋼管ラインを曲げ伸ばしすることなく、スクリュをシリンダバレルの先端部から容易に抜き出すことができると共に、樹脂圧センサの調整も格別に必要としない射出成形機を提供する。
【解決手段】シリンダバレル2の先端部にアダプタ10が取り付けられ、該アダプタ10に樹脂圧センサ20がプレストレス状態で設けられている射出成形機において、アダプタ10を、シリンダバレル2の先端部の外周部に設けられているクランプナット4に、円周方向に所定の間隔をおいて軸方向に締め付けられる複数本の取付ボルトにより取り付ける。
(もっと読む)
射出成形用金型および樹脂成形品の製造方法
【課題】 射出成形における成形サイクルタイムの短縮と、糸引き現象の抑制に好適な金型とこれを用いた射出成形方法の提供。
【解決手段】 射出成形用ノズルから金型内に溶融樹脂を注入するスプルに、熱伝導率が35W/m・K以上の、好ましくは射出成形用ノズルに接する部位の有効直径が1〜10mmであるスプルブッシュを備えた射出成形用金型、および加熱シリンダ部、射出成形用ノズルを備えた射出成形機を用い、樹脂材料を加熱シリンダ部により溶融樹脂とし、前記溶融樹脂をこの射出成形用金型を用いて射出成形する樹脂成形品の製造方法。
(もっと読む)
ディスペンサおよび樹脂モールド装置
【課題】シリンダブロックを備えたディスペンサにおいて、プランジャ等と駆動部との脱着操作を容易にし、部品の洗浄等のメンテナンスを容易にするディスペンサおよびこれを用いた樹脂モールド装置を提供する。
【解決手段】シリンダブロック10に設けられた供給バルブ14および吐出バルブ16と、プランジャ12、供給バルブ14、および吐出バルブ16を進退駆動する駆動部120、140、160とを備えたディスペンサにおいて、前記プランジャ、前記供給バルブ、および前記吐出バルブの前記駆動部に連結される側の連結基部12b、14b、16bと前記各々の駆動部120、140、160の連結端とが、プランジャ、供給バルブ、および吐出バルブの進退動方向には抜け止めされ、進退動方向とは直交する方向には抜き差し可能に嵌合していることを特徴とする。
(もっと読む)
成形機制御装置及び成形機の成形方法
【課題】後工程機が停止している状態で成形機を運転し続ける際に、消費電力を小さくすることができ、その後の成形において、成形品の品質が低下することがないようにする。
【解決手段】射出ノズルを備えた射出装置と、金型装置と、型締装置と、可塑化移動装置と、後工程機の状態に基づいて、通常の成形サイクルで成形機を運転する通常モード、及び該通常モードより長い成形サイクルで成形機を運転するサイクル延長モードのうちの一方のモードを設定するモード設定処理手段と、サイクル延長モードが設定されたときに、可塑化後退が開始されてから可塑化前進が完了されるまでの時間を、通常モードが設定されたときより長くすることによって、成形サイクルを長くするサイクル延長処理手段とを有する。
(もっと読む)
ダイカスト装置
【課題】 プランジャチップとスリーブの摩耗を抑制することが可能なダイカスト装置を実現する。
【解決手段】 ダイカスト装置は、金型と、スリーブと、プランジャチップ40と、プランジャロッド31を備えている。金型は、キャビティと、そのキャビティを外部に連通させるゲートを有している。スリーブは、金型に固定されており、ゲートを介してキャビティに連通している。プランジャチップ40は、スリーブ内にスライド可能に配置されている。プランジャロッド31は、先端にプランジャチップ40が揺動中心50周りに揺動可能な状態で装着されており、プランジャチップ40を金型に向けて前進させる。そして、プランジャチップ40の重心は、プランジャチップの揺動中心50よりも反金型側に位置している。
(もっと読む)
射出成形設備で使用するための清掃装置及び射出成形設備
【課題】 動作中に射出成形設備の閉鎖ニードルを綺麗に保つことができるように射出成形設備内に清掃装置を配備する。
【解決手段】 射出成形設備(1)は、少なくとも一つのニードル閉鎖ノズルを備えており、それを通して流動性の材料を分離可能な成形型に供給することができ、閉鎖ニードル(20)を駆動部により開いた位置と閉じた位置に移動することが可能である。各閉鎖ニードル(20)を、その外側周縁部(24)に形状が適合した少なくとも一つの清掃部品(4)に嵌め込んで、それにより閉鎖ニードル(20)の外側周縁部(24)に付着した材料を除去することができる。平坦な円板に構成された清掃部品(40)を筐体(11)内において一群の掻き落し器として統合し、二つの隣接した清掃部品(40)の間にスペーサー(14)を配置する。筐体(11)は射出成形設備(1)の上又は中に固定することが可能である。
(もっと読む)
射出成形機
【課題】 本発明は、固定プラテンにノズルタッチ圧が加えらた状態において、固定プラテンを垂直な状態とすることができ、良好な金型開閉精度を維持することのできる射出成形機を提供することを課題とする。
【解決手段】 固定プラテン54は、ノズルタッチ圧が印加されていない状態において射出装置20側に傾斜している。駆動機構40は、射出装置20を駆動してノズルタッチ圧を発生させる。ノズルタッチ圧と固定プラテン54の傾斜量との関係を表す情報が記憶部71に格納される。制御部70は、固定プラテン54の傾斜量が所定の範囲内になるように、駆動機構40が発生させるノズルタッチ圧を制御する。
(もっと読む)
可溶性材料の処理用の射出装置
本発明は、時間と共に変化するシーケンスで、少なくとも2つの溶融物流れが流路システムを経て1つまた複数の成型キャビティに供給される、例えば、熱可塑性樹脂、セラミックまたは合金などの可溶性材料を処理する射出装置に基づいている。
本発明に従って、成型キャビティ(複数のキャビティ)に至り、少なくとも2つの供給流路(6;7)からなる各流路システムに対して1つだけの弁要素が設けられている。弁要素は、溶融物の圧力流路(20)に接続され、かつ半径方向外側に延び、同じく圧力流路(20)に接続された少なくとも1つの分配流路(21)を、供給流路(6;7)の平面内に有する中空のスピンドル(11)からなる。
(もっと読む)
成形された天然樹脂を型から持上げバーを利用して取り外す方法
本発明は、天然樹脂を型キャビティ内に射出成形するプロセスに関するものである。前記型キャビティは、型キャビティの、成形された動物用噛み物を引き抜くための突出しシステムの一部としての持上げバーを有している。該持上げバーは、射出後及び型開放後の型に接触した状態に保たれている成形物品表面積に関して相対的に広い表面積を有している接触面積を備えている。 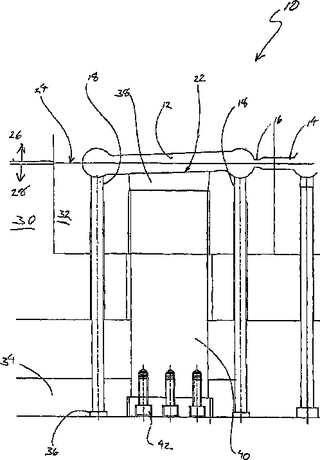 (もっと読む)
(もっと読む)
射出成形機用部材並びに被膜形成方法
【課題】 放電表面処理技術を用いて、効率よく硬質物質の被膜を形成させ、射出成形機のスクリュ、ノズル等に硬質被膜を形成し、耐磨耗性を大きく改善する技術を確立する。
【解決手段】 射出成形機ノズル或いは射出成形機用スクリュの金属母材表面に、金属または金属の化合物の粉末を成形した電極を用いて加工液或いは気中においてパルス状の放電を発生させ、その放電のエネルギーにより、電極材料の被膜、あるいは放電のエネルギーにより電極材料が反応した物質の被膜を形成する。
(もっと読む)
射出成形装置
射出成形装置(10)は、少なくとも1つの分配器(20)と少なくとも1つの射出成形ノズル(30)を有し、各ノズル(30)は保持要素(40)によって分配器(20)に固定可能である。分配器に対する全てのノズルの迅速な組立と持続的なシールを可能にするために、保持要素(40)は、少なくとも1つの調心及び/又は固定要素(50)を備え、この調心及び/又は固定要素は、長手方向に移動可能に支承されており、分配器(20)とノズル(30)が互いに位置固定されるように最終組立位置で分配器(20)と係合可能である。保持要素(40)は、ノズル(30)を収容するための少なくとも1つの切欠き(41)と、固定要素(50)を収容するための少なくとも1つの別の切欠き(42)を備え、固定要素(50)は、別の切欠き(42)内に長手方向に移動可能に支承されている。好ましいことに、固定要素(50)は、保持要素(40)用の固定要素、特にネジ継手(14)の一部である。  (もっと読む)
(もっと読む)
コインジェクションノズル
開示されているのは、二成分射出成形用コンジェクションノズルであって予備成型品を製造するのに用いられるものである。本発明のノズルは、ノズルホルダ(1)と、その中に取り付けられるノズル先端(4)とからなる。遮断ニードル(11)は、少なくともノズルチップ(4)の頂部(K)において、ニードルガイド(3)内に導かれている。さらに、ニードルガイド(3)とノズル先端(4)との間には、ノズルスリーブ(2)が設けられている。ノズルスリーブ(2)及びノズル先端(4)との間には第1管状供給管路(A)が延びており、他方でノズルスリーブ(2)及びニードルガイド(3)との間には第2管状供給管路が延びている。ニードルガイド(3)にはノズルの頂部(K)に円錐状ニードルガイドヘッド(3a)が設けられている。ノズルの領域(E)における第1管状供給管路(A)には頸部が設けられている。ニードルガイドヘッド(3a)及びノズルスリーブ(2)は、最終領域で第2管状供給管路が狭められて剪断エッジ(F)を形成するように形づくられている。  (もっと読む)
(もっと読む)
可動プラテンによる射出動作(actuation)及び突出し動作を用いる射出成形機装置及び方法
相対的可動プラテンを相対的固定プラテンにクランプするように構成される射出成形機クランプアセンブリのための、可動プラテンによる射出動作及び突出し動作を用いる射出成形装置及び方法が提供される。インジェクタ構造体は、相対的可動プラテンに連結されると共に、当該相対的可動プラテン及び相対的固定プラテンが閉じているときに溶融材料射出構造を作動させるように構成される。エジェクタ構造体は、相対的可動プラテンに連結されると共に、当該相対的可動プラテン及び相対的固定プラテンが開いているときに成形品突出し構造体を作動させるように構成される。  (もっと読む)
(もっと読む)
射出成形機の金型位置決め機構
【課題】 固定盤におけるロケートリング挿入孔に対して、金型のロケートリングに対応したロケートリング挿入部材を取付ける際に、簡単な機構によりロケートリング挿入部材を固定盤に確実に取付けることができる射出成形機の金型位置決め機構を提供する。
【解決手段】 固定盤12におけるロケートリング挿入孔13に対して取付けられ径の大きいロケートリング14aに対応するロケートリング挿入部材19の内周部に、径の小さいロケートリング14bに対応するロケートリング挿入部材21を取付可能に設ける。
(もっと読む)
ホットランナー金型
【課題】加熱されたノズルの熱が冷めるのを待つことなく金型からのノズルの取り外しを不都合なく行えるホットランナー金型を提供すること。
【解決手段】固定型10又はゲートパッドに形成される凹部20内に組み込まれたノズル40からキャビティ12内に溶融樹脂が射出されるホットランナー金型50において、前記凹部20はノズル40の径より拡径された径を有する第1の凹部21と、該第1の凹部21の底部に連通する第2の凹部22とからなり、前記第1の凹部21の底部周りには付勢手段34により付勢される環状スリーブ30が形成され、前記ノズル40を前記凹部20に組み込むことによりノズル40の外周の一部が前記環状スリーブ30の外側面に当接し、平面状の面接触によりシール構造35が形成されるホットランナー金型50。
(もっと読む)
射出成形機用ノズル
【課題】材料が汚染されることのない射出成形用のノズルを提供する。
【解決手段】ノズル12は、ノズル本体14と、ノズル本体14の後端14bに当接した弁芯ガイド17とで構成され、ノズル本体14には第一弁芯収容孔19と、第一弁芯収容孔19にノズル本体14の外側から貫通する材料流入口20と、第一弁芯収容孔19とノズル本体14の先端部の外郭を貫通して設けれた射出孔18とが設けられ、弁芯ガイド17にはノズル本体14の弁芯収容孔19と同一の中心軸で連通する第二弁芯収容孔17bを設ける。
(もっと読む)
ノズル押圧機構
【課題】ノズルの金型当接部からの溶融材料の漏洩又はノズル、金型若しくは加熱筒の損傷を防止することができるノズル押圧機構を提供する。
【解決手段】射出装置10のノズル26を金型33に押圧させる機構であって、掛合体23が掛合部24に掛合又は非掛合となるように変位する掛合手段12と、該掛合手段12が一端に設けられ他端が前記射出装置10に設けられる牽引手段11とを備え、前記掛合手段12の前記牽引手段11側とは反対側は前記ノズル26が前記金型33に当接する部位の近傍に取り付けられる。
(もっと読む)
電動射出成形機の可塑化移動装置及びノズルタッチ方法
【課題】 本発明は、油圧アクチュエータを用いた簡単な構成で、ノズルタッチ圧を高精度且つ高応答性で制御することのできる、電動射出成形機の可塑化移動装置及びノズルタッチ方法を提供することを課題とする。
【解決手段】 油圧シリンダ20により射出装置2を移動する。油圧ポンプ24と油圧シリンダ20の間の通路30に切替弁38を設ける。通路30の開閉及び油圧ポンプ24の作動を制御装置26により制御して油圧シリンダ20への作動油の供給を制御し、射出装置2の移動及びノズルタッチ圧を制御する。
(もっと読む)
41 - 60 / 64
[ Back to top ]