
Fターム[4F206JQ69]の内容
プラスチック等の射出成形 (77,100) | 成形装置の細部、付属装置 (5,944) | 射出ノズル (336) | 加熱、冷却 (30)
Fターム[4F206JQ69]に分類される特許
1 - 20 / 30
温度調節用ダイ
【課題】所望の温度の熱可塑性樹脂を短時間で得ることができる温度調節用ダイ及び温度調節用ダイを用いた樹脂成形体の製造方法を提供する。
【解決手段】本発明は、金型と金型に溶融状の熱可塑性樹脂を供給するための樹脂供給装置との間に配置され、金型に供給される溶融状の熱可塑性樹脂の温度を調節するための温度調節用ダイ1であって、溶融状の熱可塑性樹脂が流れる複数の流路Bを有するランド部4と、ランド部4に設けられ、流路Bを流れる熱可塑性樹脂の温度を変化させるカートリッジヒータ9及び/又は冷却水配管8と、を備え、ランド部4内の流路Bを形成する壁部11,4d、4eの少なくとも一部は、熱伝導率が180W/m・K以上の材料からなる。この温度調節用ダイ1によれば、効率良く熱可塑性樹脂の温度調節を行うことができ、処理能力が大きく向上するので、所望の温度の熱可塑性樹脂を短時間で得ることができる。
(もっと読む)
射出成形用金型の温度制御装置

【課題】ホットランナー部の出口部における樹脂の温度を検出するための樹脂温度検出手段52を設ける場合に、ホットランナー部における樹脂が金型のキャビティ内に射出されていないときに、ホットランナー部での滞留樹脂の過加熱を防止する。
【解決手段】ヒータ制御部41が、ホットランナー部における樹脂がキャビティ内に射出されているときには、樹脂温度検出手段52により検出される樹脂温度が第1の所定温度となるようにヒータ51に対する第1の制御量を算出して、該第1の制御量でもってヒータ51をフィードバック制御する一方、ホットランナー部における樹脂がキャビティ内に射出されていないときには、ヒータ51に対して、ホットランナー部の出口部以外の部分における樹脂の温度が、上記第1の所定温度を含む所定範囲内になるように制御する非射出時制御を実行する。
(もっと読む)
射出成形機
【課題】既存の射出成形機にも容易に適用でき、耐久性を備えているにも拘わらず、確実に射出ノズルのハナタレ現象を防止できる射出ノズルを提供する。
【解決手段】
射出ノズル(N)の先端部近傍の位置において、射出ノズル(N)内に空気あるいは液体のような冷却流体が流れる冷却流体路(24、22、21、23、25)を形成する。この冷却流体路(24、…)に冷却媒体を送ると、射出ノズル(N)内の溶融樹脂の温度がわずか低下し、粘度が上昇する。これによって溶融樹脂の流動抵抗は増して、ハナタレ現象が防止できる。
(もっと読む)
射出成形ノズル
【課題】長尺のベース本体1を有する射出成形ノズルであって、ベース本体を通って、溶融物のための通路2が延びており、ベース本体上に長尺の温度制御要素3を配置してあり、温度制御要素は、ベース本体内への熱の導入のための加熱要素4a,4b,4cを含んでおり、加熱要素は、温度制御要素の両方の端部に、加熱コイル4a,4bを有している形式のものにおいて、射出成形ノズルの通路内の溶融物の温度分布を改善する。
【解決手段】ベース本体内への熱導入を減少させる手段5が設けられている。
(もっと読む)
射出成形用金型及び射出成形用金型に対するノズルタッチ構造
【課題】ノズルの先端開口部内に、それを一時的に閉塞する固化物を良好に形成することが出来、以て、成形不良のない安定した品質の射出成形品が有利に成形可能な射出成形用金型を提供する。
【解決手段】ノズルアダプタ40の介装部41に設けられた通孔56を通じて、ノズル74の先端開口部98と成形キャビティ24とを相互に連通させた状態で、ノズルアダプタ40を、ノズルタッチ部26に対して、介装部41においてノズル74とノズルタッチ部26との間に介装されるように組み付けると共に、かかる介装部41とノズルタッチ部26との間に、環状の空隙66を、介装部41の通孔56の周方向に延びるように形成して、構成した。
(もっと読む)
透明耐熱ポリ乳酸系成形体の成形方法
【課題】
ポリ乳酸ステレオコンプレックス構造を有しており、結晶化していると同時に透明であり、熱処理をしても透明性が維持され、ヘイズ値が増加しないポリ乳酸系成形体。
【解決手段】
DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.2以下であるポリ−L−乳酸とポリ−D℃乳酸を含むポリ乳酸系組成物を融点+20℃以下のシリンダー温度でインジェクション成形する透明で耐熱性のある成形体の成形方法である。
(もっと読む)
温度制御装置を備えた射出成形機
【課題】ノズル等の温度を成形サイクルの中で変化させることで、樹脂の劣化を防止し省エネ効果を発揮する温度制御装置を備えた射出成形機を提供すること。
【解決手段】スクリュと、バレルと、バレルに複数の加熱ゾーンを設け、各加熱ゾーンにヒータを設け、温度制御手段によって各加熱ゾーンのヒータを通電して各加熱ゾーンの温度を各加熱ゾーンの設定温度に制御する射出成形機において、前記温度制御手段は、各成形サイクルの遅くとも射出開始までにバレル最前部の加熱ゾーンの温度が第1の設定温度Tαになるように制御し、射出工程中および射出完了時点から保圧完了時点までの間の所定時点までの期間はバレルの最前部の加熱ゾーンの温度が第1の設定温度Tαを維持するように制御した後、前記所定時点で前記最前部の加熱ゾーンの温度が第1の設定温度Tαより低い第2の設定温度Tβになるように制御することを特徴とする射出成形機。
(もっと読む)
射出成形機
【課題】シリンダ全体を必要以上に加熱することなく、型締めによって生じるノズル先端部の熱逃げを抑制して、より安定した成形動作を行える射出成形機を提供する。
【解決手段】可塑化された樹脂材料を一対の金型により形成されるキャビティ内へ射出するノズルを有する射出機構部2と、一対の金型の型締めを行う型締め機構部と、型締め機構部におけるノズル10の周囲の位置に配置され、ノズルを加熱する加熱部24を有する加熱部材9とを備える。
(もっと読む)
射出成形機におけるノズルの温度制御方法
【課題】射出成形機において、シリンダ全体を必要以上に加熱することなく、型締めによって生じるノズル先端部の熱逃げを抑制して、より安定した成形動作を行えるようにする。
【解決手段】一対の金型の型締めを行う型締め機構部におけるノズルの周囲の位置に配置された、ノズルを加熱する加熱部を有する加熱部材を備える射出成形機におけるノズルの温度制御方法であって、型締め機構部による一対の金型の型締め動作中に、ノズルが一定の温度よりも高い温度となるようにノズルを予備加熱する予備加熱工程を備える。
(もっと読む)
樹脂成形装置
【課題】樹脂成形装置の小型化ならびに低コスト化を実現することで、完成製品の製造ライン内に樹脂成形装置を組み込むことを可能とし、半製品の中間在庫を不要にする。
【解決手段】密閉された内部に溶融樹脂材Mを溜めることが可能で、かつ、該内部に圧縮空気を供給することが可能なタンク10と、このタンクに対し、その内部と連通させた状態で一体的に結合された射出ノズル40とを備えている。タンク10の内部に供給される圧縮空気の圧力によって溶融樹脂材Mを射出ノズルから所定の金型内に充填する。
(もっと読む)
射出ノズル温度制御方法
【課題】射出成形工程の停止期間に射出ノズルと金型を接触させておいた場合であっても、射出成形工程の停止期間後の射出成形時における、ノズル詰まりや糸引きを防止して成形品の未充填や外観不良を防止することを目的とする。
【解決手段】射出成形工程の停止期間中における射出ノズルの温度制御の設定温度を、射出成形中の設定温度より高い所定の設定温度に変更することにより、射出成形工程の停止期間に射出ノズルと金型を接触させておいた場合であっても、射出成形工程の停止期間後の射出成形時における、ノズル詰まりや糸引きを防止して成形品の未充填や外観不良を防止することができる。
(もっと読む)
成形機の温度検出装置
【課題】 被加熱部の外面付近の熱損失に伴う温度低下を有効に防止し、温度制御に対する高精度化及び安定化、更には省エネルギ化をより高める。製造加工に係わる工数低減を図るとともに、全体における温度分布の均一性向上を図る。
【解決手段】 加熱ヒータ2を付設した被加熱部3の外面から内部に向けて形成した所定深さのセンサ挿入穴4に挿入した温度センサ5及びこの温度センサ5を覆う筒形のセンサホルダ6を備える成形機Mの温度検出装置1を構成するに際して、加熱ヒータ2を被加熱部3に取付ける取付部2bに、この取付部2bの外面2bfから加熱ヒータ2の発熱体以外の部位を貫通してセンサ挿入穴4に連通する開孔部7を設け、温度センサ5を開孔部7を通してセンサ挿入穴4に挿入するとともに、センサホルダ6の端部6sを取付部2bの外面2bfに直接的又は間接的に固定する。
(もっと読む)
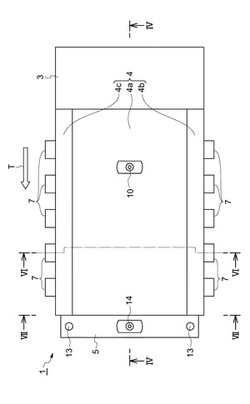
射出成形ノズル
本発明は、少なくとも2本の材料管20を備え、この各材料管20内に流動性物質用の流路30が形成されている、射出成形装置用射出成形ノズル10に関する。各材料管20は端側に、流動性物質用の少なくとも1つの出口34を有するノズルチップ32を備え、かつ外周側にヒータ40を備えている。共通の1つのケーシング50内に配置された材料管20を収容するための、互いに接近して並べて配置された独立した切欠き60により、均一な伝熱特性および温度分布特性を有する多数のノズルチップ32が狭い空間に収納されるので、最小のキャビティ間隔が実現可能である。 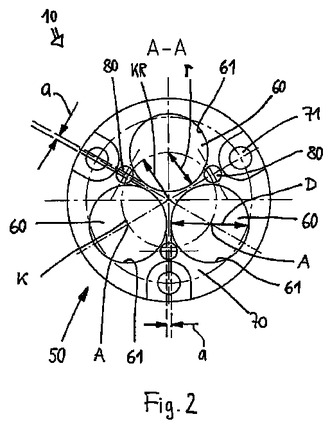 (もっと読む)
(もっと読む)
射出成形装置のノズルヒータ
【目的】ノズルヒータの少なくとも1つのヒータ体が射出成形中に故障した場合であっても射出成形を直ちに停止することなく射出成形の続行が可能であり、ノズルヒータの定期交換の手間を削減することができる射出成形装置のノズルヒータを提供する。
【構成】射出成形装置の射出ノズル近傍に配設されて、該射出ノズルから射出される溶融樹脂を加熱するノズルヒータにおいて、
1つのノズルヒータユニット内に、独立した配線系統を有する2以上のヒータ体が配設された構成であることを特徴とする射出成形装置のノズルヒータである。
(もっと読む)
射出成形装置
【課題】射出成形装置内で加熱溶融した樹脂材料をロングノズルより金型へ注入するときに、ロングノズルの温度が高くなりすぎることを防止できる射出成形装置を提供する。
【解決手段】射出成形装置10Aは、射出成形装置本体11内で加熱溶融された樹脂材料を、装置本体11に形成したロングノズル12よりスプルー31を通じて、金型20内に射出注入するようにしており、このロングノズル12を冷媒Rで冷却するノズル冷却手段Aを備えている。
(もっと読む)
射出成形機
【課題】 射出機のノズルの目詰りの虞れがなく、型側における絞り部の偏芯を抑制して成形材料の供給の均一性を確保しつつ、予めの昇温を可能にした射出成形機を提供する。
【解決手段】 型3の注入口4から延びる注入流路6に、該注入流路6と接触する複数のガイド部7Gとこれらのガイド部7G間に形成された成形材料を発熱させるための発熱流路7Hとを備える発熱部材7を配置したことにより、射出機側では目詰りを引き起こす虞れがなく、型3の注入流路6に発熱部材7が複数のガイド部7Gにて接触するので発熱部材7が成形材料の流れによって偏芯することがなく、注入流路6自体の形状が簡素でありながら発熱部材7との間に有効な絞り部(発熱流路7H)が形成され、成形材料の流動特性に偏りを生じないので、加硫不足や過加硫による品質の不均衡が発生せず、加硫製品の均一性が確保できる。
(もっと読む)
射出モールド成形システム用の射出ノズルに取付ける加熱シリンダ
【課題】射出モールド成形機のノズルにおける溶湯温度の管理のためにノズルに取付けられる加熱システムを、余計なスペースをとらず、費用を節減できるように改良することである。
【解決手段】射出モールド成形システム用の噴射ノズルに取付けられる中空加熱シリンダの外側に、細長い加熱カートリッジを螺旋状に巻きつける。この加熱カートリッジは互いに電気的に絶縁された第一および第二の電気的に加熱できる熱導体を有し、それらの熱導体は加熱カートリッジの長手方向の実質的に異なる領域に配置されるように、すなわち、第一の加熱カートリッジは噴射ノズルのマウス領域を加熱するために、また第二の加熱導体は噴射ノズルの軸領域を加熱するために配置される。
(もっと読む)
射出成形ノズル及びこのノズル用の先端部
【課題】射出成形ノズルアッセンブリ(100)用の射出成形先端部(3)を提供する。
【解決手段】本発明の射出成形先端部は、第1端の入口(4a)と、第2端の少なくとも一つの出口(4b)と、入口(4a)と出口(4b)との間の流路(4)とを含む。第1端と隣接した、先端部(3)の第1部分(26)は第1直径を有し、第2端と隣接した、第2部分(31)は第2直径を有し、第1部分と前記第2部分との間の中央部分(29)は、第1直径及び第2直径よりも大きい直径を有する。更に、射出成形先端部を開示する。 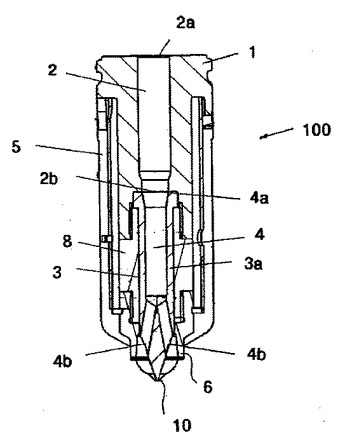 (もっと読む)
(もっと読む)
射出成形機の温度制御方法
【課題】 コンタミや焼け等の原因を確実に解消するとともに、初期の仮目標温度を高くして昇温時間の短縮化を図る。
【解決手段】 射出成形機Mにおける複数の被加熱部位Ha…の温度Ta…を複数の加熱制御部2a…によりそれぞれフィードバック制御するとともに、昇温モード時に、参照加熱制御部2dにおける現在の検出温度Tdpと正規目標温度Tdsの偏差Edに対して、追従加熱制御部2a…における仮の目標温度(仮目標温度Tai…)と正規目標温度Tas…の偏差Eia,…を一致させる当該仮目標温度Tai…を算出し、この仮目標温度Tai…を用いて追従加熱制御部2a…における昇温制御を行う。
(もっと読む)
射出装置及びその制御方法
【課題】 射出装置及びその制御方法を提供する。
【解決手段】射出原料が射出金型に流れるように導くノズルと、前記ノズルの一部に形成されるマイクロ波透過部と、前記ノズルと近接して設置され、マイクロ波を生成して前記マイクロ波透過部に照射するマイクロ波生成部とを備える。これによれば、前記射出金型に流入した射出原料における加硫反応が均一に且つ迅速に行われるため、良質の射出品が得られると同時に、射出作業時間を短縮することが可能になる。
(もっと読む)
1 - 20 / 30
[ Back to top ]