
Fターム[4F206JT31]の内容
プラスチック等の射出成形 (77,100) | 駆動手段、制御手段 (2,060) | 電気回路、電気機器 (465)
Fターム[4F206JT31]の下位に属するFターム
電動モータ駆動式のもの (410)
特定の回路素子の使用 (19)
Fターム[4F206JT31]に分類される特許
1 - 20 / 36
電動射出成形機の電圧監視方法および電動射出成形機
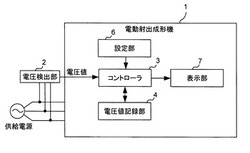
【課題】外部から供給される三相交流電圧の品質が成形品に及ぼす影響を評価したり、三相交流電圧の異常による故障を防止することができる電圧監視方法を提供する。
【解決手段】電動射出成形機(1)に供給される三相交流電圧の電圧値を測定し、所定周期で、もしくは成形サイクルに同期して、コントローラ(3)に記録するように構成する。そして前回の記録のタイミングから今回の記録のタイミングまでの間の、最大電圧値と最小電圧値も記録する。さらに、測定する電圧値が設定された許容範囲を超えたときには、電動射出成形機(1)を停止する。
(もっと読む)
射出成形機

【課題】循環電流を抑えつつ、整流時に発生する高調波を抑制できる、射出成形機を提供すること。
【解決手段】モータと、前記モータを駆動する駆動回路と、前記駆動回路に電力を供給する整流器102と、前記駆動回路と整流器102との間の直流電力を交流電力に変換して出力するブリッジ回路104とを備える射出成形機であって、交流電源電圧が一次側に入力される変圧器67と、ブリッジ回路104によって変換された交流電力の電流波形が正弦波になるようにブリッジ回路104の動作を制御するコントローラ26とを有し、変圧器67の第一の二次巻線の接続先が整流器102の入力側であり、変圧器67の第二の二次巻線の接続先がブリッジ回路104の出力側であることを特徴とする、射出成形機。
(もっと読む)
射出成形機
【課題】モータの回生電力を効率的に回生できる、射出成形機を提供すること。
【解決手段】モータと、前記モータを駆動する駆動回路と、前記駆動回路に電力を供給する整流器102とを備える射出成形機であって、前記モータの回生電力の回生経路82が整流器102に並列接続され、前記駆動回路と整流器102との間の直流電力を交流電力に変換するブリッジ回路104と、ブリッジ回路104によって変換された交流電力が入力される高調波成分抑制部63とを回生経路82に備えるとともに、ブリッジ回路104によって変換された交流電力の電流波形が正弦波になるようにブリッジ回路104の動作を制御するコントローラ26を備えることを特徴とする、射出成形機。
(もっと読む)
成形機の射出装置
【課題】シリンダ装置と他の駆動装置とによって好適に射出を行うことができる成形機の射出装置を提供する。
【解決手段】射出装置1は、プランジャ5と、シリンダ装置7と、駆動装置11と、着脱部13とを有する。プランジャ5は、キャビティ105に成形材料を押し出し可能である。シリンダ装置7は、プランジャ5と連結されたピストンロッド25を有する。駆動装置11は、被駆動部(ナット65等)を有し、ナット65等をピストンロッド25と平行な方向において駆動可能である。着脱部13は、ピストンロッド25とナット65等との連結及び当該連結の解除が可能である。
(もっと読む)
射出成形機及び電力変換装置
【課題】汎用性及びメンテナンス性を更に向上させる電力変換装置を備える射出成形機を提供すること。
【解決手段】本発明の実施例に係る射出成形機は、電力用半導体素子を用いた、交流電力を直流電力に変換する順変換機能、及び、直流電力を交流電力に変換する逆変換機能を有する電力変換装置100を備える。電力変換装置100は、複数のユニット10、20、30、40に物理的に分割され、それら複数のユニット10、20、30、40のうち電力用半導体素子を備えたユニット10、30、40は、電力用半導体素子による排熱を外部に放出するための排熱放出システムを個別に有し、複数のユニット10、20、30、40のそれぞれは、個別に脱着可能である。
(もっと読む)
射出成形機械のハイブリッド射出アクチュエータ
成形装置および成形装置の歯飛び検出方法
【課題】1基の電動機からタイミングベルトを介して複数の従動軸に対して駆動力が伝達され、前記複数の従動軸の回転により可動部が移動される成形装置において、比較的簡単な手段により従動プーリの歯飛びを検出することの可能な成形装置および成形装置の歯飛び検出方法を提供する。
【解決手段】1基の電動機17の駆動軸18からタイミングベルト23を介して複数の従動軸21,22に対して駆動力が伝達され、前記複数の従動軸21,22の回転により可動部28が直線移動される成形装置11において、
駆動軸18から次にタイミングベルト23が送られる第1の従動軸21の回転状態を検出する第1のセンサAと、前記第1の従動軸21以外の従動軸22または駆動軸18の少なくとも一方に対して設けられ回転状態を検出する第2のセンサBと、前記第1のセンサAと前記第2のセンサBの信号が入力される制御装置38とが備えられている。
(もっと読む)
ハイブリッド加圧成形装置
【課題】型締めシリンダにより上型に型締め力を付与する際に、ボールねじ機構の損傷を防止してその耐久性を向上するハイブリッド加圧成形装置を提供する。
【解決手段】コラム14,15に下向きに連結された型締めシリンダ32のラム36の下端部に可動上型把持体39を介して上型16を装着する。コラム14,15に固定支持基盤71を介して支持されたボールねじ軸74にボールナット75を螺合し、該ナット75にナット取付筒体76を連結する。ナット取付筒体76の下端部に設けられたフランジ部78と、可動上型把持体39との間に相対移動許容機構77を設ける。可動上型把持体39とフランジ部78とをボルト79により連結し、可動上型把持体39の上面とフランジ部78の下面との間に隙間gを設ける。型締めシリンダ32による上型16の加圧時に、相対移動許容機構77によってボールねじ機構70が損傷するのを防止する。
(もっと読む)
射出成形機
【課題】溶融樹脂を射出充填するための駆動源として用いるリニアモータを円滑に動作させる。
【解決手段】リニアモータ15a,15bに、一方の磁極歯20aと他方の磁極歯20bとを設けた固定子16を並設し、隣り合う固定子16の一方の磁極歯20aと他方の磁極歯20bとの配置関係を交互に入れ変わるように配置し、並設された固定子16を一体的に束ねるように巻線18を巻き回して、磁極歯20aと磁極歯20bとの間に磁束を形成し、そこにN極とS極とを交互に備えた可動子21を挿入して、一方の磁極歯20aと他方の磁極歯20bからの磁気吸引力を可動子21に対して相殺されるように配置し、磁気吸引力の相殺される位置で可動子21を保持する保持部材22を備える。可動子21が進退されるとき、磁気吸引力の相殺される所定位置からずれることがないよう保持部材22で案内することができるから可動子21の進退動作を円滑に行うことができる。
(もっと読む)
電動射出成形機の電力供給装置および電動射出成形機
【課題】外部から射出成形機に供給される電力の、最大電力を低下させると共に、成形サイクル全体で消費される電力を平滑化する、電力供給装置を提供する。
【解決手段】サーボアンプ(SA1、SA2、…)に電力を供給する電力供給装置(1)を、交流直流変換器(2)と電力貯蔵装置(3)とで構成する。成形サイクルのうち、消費される電力が小さい工程においては各サーボアンプ(SA1、SA2、…)に交流直流変換器(2)から直流電圧を供給すると共に、電力貯蔵装置(3)に電力を貯蔵する。射出工程等の大きな電力を要する工程においては、交流直流変換器(2)に代わって電力貯蔵装置(3)から、サーボアンプ(SA1、SA2、…)に、高電圧の直流電圧を供給する。
(もっと読む)
成形品取出機
【課題】 ティーチング等の手動操作が行いやすいコントローラを備え、しかも、成形品取出機本体の制御部を複雑化しなくてすむ成形品取出機を提供する。
【解決手段】 成形品取出機1は、成形品取出機本体3と主コントローラ5と副コントローラ7を備えている。副コントローラ7は、主コントローラ5の下位に存在しており、副コントローラ7からの設定は主コントローラ5を経由して伝達される。作業者は、使用用途に応じて主コントローラ5又は副コントローラのいずれを操作するかを決定することができる。
(もっと読む)
射出成形機の制御装置
【課題】 外乱(温度変動等)による圧油の粘性に基づく圧損及びその変動の影響を回避し、成形品重量の減少傾向及びバラツキが大きくなる不具合を解消する。
【解決手段】 スクリュ位置センサ4から得る位置検出値Xdを変換した速度検出値Vdに基づいて速度のフィードバック制御を行うとともに、射出圧センサ6bから得る圧力検出値Pdbに基づいて圧力のフィードバック制御を行い、かつ少なくとも予め設定した圧力設定値Psと圧力検出値Pdbの圧力偏差値Epが予め設定した切換判断値Eps以下になったなら速度制御領域Zvから圧力制御領域Zpへの切換を行うとともに、この切換時に、速度制御領域Zvにおける速度指令値を所定の制御パターンDpにより制御した後に圧力制御領域Zpに移行させるVP切換制御機能部Fcとを備える。
(もっと読む)
射出成形機
【課題】回転テーブルを備えた2ステージタイプの射出成形機において、運転条件を変更して試ショットによる成形品の品質の確認を行う際の、無駄な試ショットをなくして、以って、運転条件の好適設定のための時間短縮を図ることを可能とすること。
【解決手段】回転テーブル上に180°間隔で2つの第1金型を搭載し、回転テーブルの180°毎の間欠回転によって、第1金型のうちの一方を型開閉・射出ステージに位置付けると共に、第1金型のうちの他方をエジェクトステージに位置付けるようにした射出成形機において、回転テーブルの180°の回転後に、エジェクトステージでは第1金型から成形品の突き出しを行うも、型開閉・射出ステージにおいては動作を停止させ、作業者による手動の動作スタート指示を待つ、製品確認モードをもつ。
(もっと読む)
型締制御装置
【課題】型開閉駆動部による型開閉動作と電磁石による型締め動作との関係を適切に制御することのできる型締制御装置の提供を目的とする。
【解決手段】型締装置の型開閉動作を駆動する型開閉駆動手段に三相交流電流を供給する第一のスイッチング部と、前記型締装置の型締め動作を駆動する型締め駆動手段に直流電流を供給する第二のスイッチング部と、前記第一のスイッチング部に操作量を出力する第一のスイッチング操作量生成部と、前記第二のスイッチング部に操作量を出力する第二のスイッチング操作量生成部と、前記第一のスイッチング操作量生成部に型開閉用の指令値を出力し、第二のスイッチング操作量生成部に前記型開閉用の指令値と同期させた型締め用の指令値を出力するパターン生成部とを備えたことにより上記課題を解決する。
(もっと読む)
型締制御装置
【課題】型開閉駆動部による型開閉動作と電磁石による型締め動作との関係を適切に制御することのできる型締制御装置の提供を目的とする。
【解決手段】型締装置の型開閉動作を駆動する型開閉駆動手段に三相交流電流を供給する第一のスイッチング部と、前記型締装置の型締め動作を駆動する型締め駆動手段に直流電流を供給する第二のスイッチング部と、前記第一のスイッチング部に操作量を出力する第一のスイッチング操作量生成部と、前記第二のスイッチング部に操作量を出力する第二のスイッチング操作量生成部と、前記第一のスイッチング操作量生成部に型開閉用の指令値を出力し、第二のスイッチング操作量生成部に前記型開閉用の指令値と同期させた型締め用の指令値を出力するパターン生成部とを備えたことにより上記課題を解決する。
(もっと読む)
プラテンユニット及び型開閉装置
【課題】成形品を精度良く成形することができるようにする。
【解決手段】フレームFrに固定され、タイバー38を支持する支持部材と、金型を取り付けるために、フレームFrとの間に所定の距離を置いて、タイバー38の端部に取り付けられたプレート部材とを有する。この場合、タイバー38の端部に、フレームFrとの間に所定の距離を置いてプレート部材が取り付けられ、プレート部材に金型が取り付けられるので、成形を行うのに伴って、金型からプレート部材に多くの熱が伝達されるが、プレート部材からフレームFrに熱が直接流れることはない。プレート部材における熱の分布が均一になり、それに伴って、金型における熱の分布も均一になるので、成形品を精度良く成形することができる。
(もっと読む)
射出成形機
【課題】射出成形機固定側及び可動側に樹脂を可塑化させる射出ユニットを設けて、これらの射出ユニットの金型のキャビティに可塑化した樹脂を射出するタイミングを良好にして射出し、製品を成形する射出成形機を提供する。
【解決手段】射出成形機固定側1aに樹脂を可塑化させる射出ユニット3を設けて、金型のキャビティに可塑化した樹脂を射出して製品を成形する射出成形機において、前記射出ユニット3に対向して射出成形機可動側1bにも射出ユニット13を設け、前記射出成形機固定側1aに設けた射出ユニット3から金型のキャビティ7aに樹脂材料を射出するタイミングと、前記射出成形機可動側1bに設けた射出ユニット13から金型のキャビティ7aに樹脂材料を射出するタイミングを電気回路14により制御しかつ金型の1つのキャビティ7aに対して両側から樹脂を射出して製品を成形する。
(もっと読む)
射出装置の油圧回路及び背圧制御方法
【課題】背圧制御に油圧モータを採用し、射出シリンダへの圧油の圧送供給に双方向油圧ポンプを採用することによって、射出装置における無背圧力(0MPa)付近での背圧制御を可能とする。
【解決手段】射出シリンダの前室側油圧路と後室側油圧路を油圧ポンプ回路により接続する。油圧ポンプ回路に電動サーボモータにより正逆回転する双方向油圧ポンプを設ける。前室側油圧路と後室側油圧路のタンク側の油圧路に逆止弁を設ける。電磁切換弁を設けて後室側油圧路と並設した排出油路に、電動サーボモータにより正逆回転する背圧制御用の油圧モータを設ける。
(もっと読む)
駆動システム
本発明は、少なくとも1つの電気直接駆動装置と少なくとも1つの軸受モジュールとを有する駆動システムであって、軸受モジュールが1つのラジアル軸受および/又は1つのスラスト軸受を有するものにおいて、電気直接駆動装置および軸受モジュールが1つの冷却機構を有する駆動システムに関する。本発明による駆動システムは、電気直接駆動装置および軸受モジュールが1つの冷却機構を有することで、直接駆動装置の領域において、確実な動作を保障することができる。 (もっと読む)
異形細長部品を製造する射出成形設備
本発明は、射出成形設備であって、一方の機械取付板(40)に割り当てられる型締側構成要素(31)と、他方の機械取付板(50)に割り当てられるノズル側構成要素(30)と、これらの構成要素(30、31)間に位置付けられ、型締側又はノズル側構成要素に屈折可能に配置されるスライド(2)を有するスライドモジュール(32)であって、スライドは、本来の金型キャビティ(8)の形成に寄与する、スライドモジュール(32)とによって、固定機械取付板及び可動機械取付板(40、50)と、少なくとも1つの射出ユニット(31)と、機械取付板(40、50)間に位置付けられて少なくとも部分的に細長い異形部品を製造する射出成形装置とを有する射出成形設備に関する。駆動モジュール(33)がスライドモジュール(32)の屈折可能な部分(複数可)(2、10)の移動を制御し、部品は、スライドの移動によって型(form)の内外で目的の寸法及び形状で製造される。設備の1つ又は複数の構成要素への、少なくとも型締側構成要素(31)、及び/又は駆動モジュール(33)、及び/又はスライドモジュール(32)の少なくとも部分的な機能的統合が意図される。 (もっと読む)
1 - 20 / 36
[ Back to top ]