
Fターム[4F207AD08]の内容
プラスチック等の押出成形 (29,461) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (721) | 形状、構造 (411) | シート状 (100)
Fターム[4F207AD08]の下位に属するFターム
ラベル、絵付け材 (1)
転写シート (4)
塗膜(←ゲルコート材) (3)
Fターム[4F207AD08]に分類される特許
81 - 92 / 92
発泡壁紙
【課題】発泡樹脂層と紙質基材との密着性及び発泡樹脂層表面の耐汚染性が改善された発泡壁紙を提供する。
【解決手段】紙質基材上に、非発泡樹脂層A、発泡樹脂層、及び非発泡樹脂層Bを順に積層してなる発泡壁紙であって、
(1)各樹脂層を構成する樹脂は、いずれもエチレン−酢酸ビニル共重合体樹脂であり、
(2)非発泡樹脂層Aを構成する樹脂の酢酸ビニル含有量が、発泡樹脂層を構成する樹脂の酢酸ビニル含有量よりも多く、
(3)非発泡樹脂層Bを構成する樹脂のメルトフローレートが、発泡樹脂層を構成する樹脂のメルトフローレートよりも小さい、
ことを特徴とする発泡壁紙。
(もっと読む)
車両室内用の保護装置およびフレキシブルな面形成物を形成する方法
【課題】車両室内用の保護装置を提供すること。
【解決手段】一方の前端部領域において巻取り軸上に巻き取りおよび引き出し可能に保持され、その他方の前端部領域において引出しプロフィールと結合されている、フレキシブルな面形成物を有する車両室内用の保護装置において、面形成物を、支持体フリースと、カバー層としての、塗布された、溶接可能なプラスチック層とから多層で形成されているように構成する。
(もっと読む)
有機樹脂被覆金属板の製造方法および有機樹脂被覆金属板の製造装置
【課題】 被覆作業の開始に用いるリードフィルムに起因する欠陥の発生を生じることがなく、金属板からはみ出した余剰樹脂部分を確実に除去することが可能な有機樹脂被覆金属板の製造方法および有機樹脂被覆金属板の製造装置を提供する。
【解決手段】 連続的に供給される金属板と同一またはそれ以下の幅を有するリードフィルム上に加熱溶融した有機樹脂を、リードフィルムからはみ出すことのないようにして押し出し、リードフィルムごと金属板にラミネートロールで挟み付けて加圧接着し、次いでリードフィルム切断手段を用いてリードフィルムを切断し、加熱溶融した有機樹脂のみを直接ラミネートロールで加圧接着する。
(もっと読む)
緩衝材付包装材及びその製造方法

【課題】
使用後において、紙状材と合成樹脂製の緩衝材とを容易に分離でき、紙状材、合成樹脂材とも再利用に供することが容易となる緩衝材付包装材及びその製造方法の提供。
【解決手段】
気体を内包し、片面側に盛り上がった形状の多数の緩衝用凸部4,4…を一体に有する緩衝材2と、緩衝材2の緩衝用凸部4,4…とは反対側の面に重ね合わされる包装用紙状材1とを備え、緩衝材2と包装用紙状材1との間に合成樹脂ラミネート層3を介在させ、包装用紙状材1とラミネート層3とを容易に分離可能な状態に擬似接着させた。
(もっと読む)
スチレン系コポリマーを含む発泡シート
1つまたは複数のスチレン系モノマーの40重量%〜90重量%;
1つまたは複数のマレイン酸系モノマーの5重量%〜45重量%;
6,000を超える数平均分子量を有する1つまたは複数のエラストマーポリマーの0.1重量%〜25重量%;および
式CH2=CR3R2[式中、R3はHまたはC1〜C3アルキル基であり、R2は直鎖、分岐または環状のC1〜C22アルキルまたはアルケニル基である。]で表される1つまたは複数のモノマーを含む1つまたは複数の低分子量ポリマーの0.1重量%〜10重量%を含む混合物を重合させることによって形成されるポリマーを含むポリマー組成物を含有する発泡シート。(ここで、前記低分子量ポリマーは、Mnが400〜6,000であり、官能基を場合により含むことができる。)発泡シートは溶融ポリマー組成物中に発泡剤を注入するステップ;発泡剤をポリマー組成物と混合するステップ;および混合物を押出成形して発泡シートを供給するステップによって作製される。発泡シートは食品の電子レンジ加熱における使用に適した容器に熱成形することができる。図2は、本発明による発泡シートの断面の顕微鏡写真である。  (もっと読む)
(もっと読む)
フッ素系積層フィルム及びその製造方法
フッ素樹脂層(1)を、該フッ素樹脂層(1)と剥離可能な樹脂層(2)と共押出ししながら、該共押出しされたフィルムのフッ素樹脂層(1)側を延伸ポリエチレンテレフタレートフィルムと対向させて押出しラミネートすることを特徴とする、フッ素系積層フィルムの製造方法。 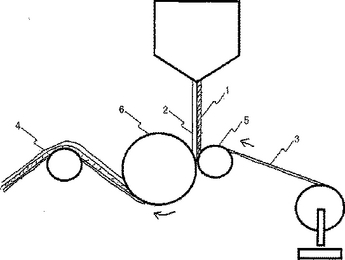 (もっと読む)
(もっと読む)
無延伸フィルムの製造方法、樹脂被覆金属板の製造方法、および無延伸フィルムの製造装置
【課題】 少量多品種で生産する熱可塑性樹脂からなる無延伸フィルムの製造方法、熱可塑性樹脂被覆金属板の製造方法、および熱可塑性樹脂からなる無延伸フィルムの製造装置の提供。
【解決手段】 熱可塑性樹脂Aと熱可塑性樹脂A以外の別の熱可塑性樹脂Bを別個に加熱溶融して押出用Tダイの両端部に導き、加熱溶融した熱可塑性樹脂Aの両側に熱可塑性樹脂Bが並存するように吐出してキャスティングロール上に押し出し、熱可塑性樹脂Aの両側に熱可塑性樹脂Bが並存してなる無延伸フィルムに製膜する方法において、熱可塑性樹脂Aを供給する管の下部の両側に穿設した孔B3a(B3b)の断面形状を、長軸が加熱溶融樹脂の流れ方向と平行方向で短軸が加熱溶融樹脂の流れ方向と直角方向である楕円形状の上側の約半分が閉塞され、かつ閉塞部B4に突起B5を設けた形状とすることにより、熱可塑性樹脂Aと熱可塑性樹脂Bとの境界部に凹凸スジを生じさせる。
(もっと読む)
プラスチックボードの製造方法
【課題】発泡構造を有する中心層と表面層とを有するプラスチックボードを製造する際に、表面にしわが発生し難く、表面性状の良好な製品を製造できるプラスチックボードの製造方法を提供すること。
【解決手段】発泡構造を有する中心層と、該中心層の少なくとも片面側に設けられる非発泡性の表面層とを有する複層構造のプラスチックボードを押出成形により製造する方法であって、前記中心層を押出し成形した後、前記表面層を前記中心層表面上に押出し成形することを特徴とするプラスチックボードの製造方法を用いる。押出し成形された中心層を厚さ方向に加圧した後、表面層を押出し成形することが好ましい。
(もっと読む)
光学フィルムおよび製造方法
画像形成デバイスの素子を形成する方法は、第1層および第2層を提供することを含む。本方法は、また、第1層を第2層と一緒に押出成形することを含み、第1層の押出点での溶融粘度は第2層のその押出点での溶融粘度よりも大きい。さらに、本方法は、第2層の表面上に複数の光学素子を形成することを含む。  (もっと読む)
(もっと読む)
エチレンコポリマーを含む組成物
熱可塑性組成物(例えば、ポリエステルまたはポリエチレンおよびポリプロピレンなどのポリオレフィン)へのフォイルの改善された接着性を提供するためにエチレンコポリマーを用いる積層方法が開示されている。繋ぎ層としてエチレンコポリマー組成物を用いる、熱可塑性組成物に積層されたフォイルを含む多層構造も開示されている。これらの多層構造は包装フィルムおよび工業フィルムとして有用である。これらの多層構造を含む包装も開示されている。 (もっと読む)
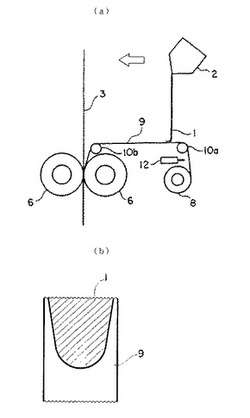
シートの縁にストリップを取付ける方法
本発明は、ダイ空間(7)を有する装置(3)を使用して、シート(1)の端部分に、プラスチック材料のストリップを取付ける方法に関する。本発明の方法では、プラスチック材料をダイ空間(7)に供給する装置(3)の内側に、シート(1)を配置する。制限部(8)と装置(3)のダイ表面によって、加熱されたプラスチック材料がダイ空間(7)から逃げることを回避する。シート(1)を、プラスチック材料を供給する装置(3)に対して移動させ、シート(1)の端部分を、装置(3)の内側に配置する。プロセス中、装置(3)のダイ空間(7)を加熱し、シート(1)の端部分を、装置(3)に供給されるプラスチックマスの温度よりも少なくとも10〜200℃高い温度まで加熱する。  (もっと読む)
(もっと読む)
繊維強化熱可塑性樹脂押出成形体の製造方法
【課題】ガラス繊維を含有するにもかかわらず高強度で軽い繊維強化熱可塑性樹脂押出成形体を製造する。
【解決手段】繊維強化熱可塑性樹脂材料からなる押出し成形体の少なくとも一部に空隙を形成し、該空隙が該繊維強化熱可塑性樹脂からなる部分の5〜90容量%である繊維強化熱可塑性樹脂押出成形体の製造方法において、(a)該繊維強化熱可塑性樹脂を溶融混練する工程、(b)該溶融混練された繊維強化熱可塑性樹脂を所定の最終成形体の断面積よりも大きくなるように押出す工程、(c)押出された該繊維強化熱可塑性樹脂を最終成形体形状になるまで圧縮する工程、(d)圧縮された該繊維強化熱可塑性樹脂を冷却する工程を含む繊維強化熱可塑性樹脂押出成形体の製造方法。
(もっと読む)
81 - 92 / 92
[ Back to top ]