
Fターム[4F207AD08]の内容
プラスチック等の押出成形 (29,461) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (721) | 形状、構造 (411) | シート状 (100)
Fターム[4F207AD08]の下位に属するFターム
ラベル、絵付け材 (1)
転写シート (4)
塗膜(←ゲルコート材) (3)
Fターム[4F207AD08]に分類される特許
61 - 80 / 92
真空成形品の立体表面に図を被覆する方法
真空成形品の立体表面に図を被覆する方法には、1)希望の図を凹版印刷でプラスチックフィルムに印刷する、2)図の印刷されたプラスチックフィルムをプラスチック板材またはプラスチックシート材と加熱加圧法で複合して、図に形成したインク層をプラスチックフィルムとプラスチック板材またはプラスチックシート材の間に積層する、3)熱成型法を利用して、図の複合されたプラスチック板材またはプラスチックシート材を希望の立体形に加工する。本発明は、1)表面に図が付いて、立体表面の有するプラスチック部品が製造することができる、2)特定の熱転写設備を使う必要がなく、離型剤を使う必要もない、3)完成品にある図の正確さが高く、変形しない、4)環境への汚染の避けることもできる。 (もっと読む)
ポリスルホンポリマーを含有する微細構造化フィルム
【課題】向上された熱安定性、光再利用能力、および複製忠実パーセントを提供する透明微細構造化ポリマーフィルムの提供。
【解決手段】本発明は、その少なくとも1面に微細構造を含むフィルムに関し、そのフィルムはポリスルホンポリマーを含む。かかるフィルムは向上された熱安定性、光再利用能力、および複製忠実度を示す。
(もっと読む)
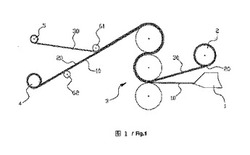
ロータリープレスで形成するための方法
鍛造を用いて熱可塑性材料(30)を形成するための方法が提供される。ある容量の熱可塑性材料が供給される。熱可塑性材料が第1の回転鍛造装置(40)と第2の回転鍛造装置(50)との間に移送される。第1の鍛造装置は熱可塑性材料を受け取るその表面(42)内に、第1の鍛造域を画定している。熱可塑性材料は鍛造温度以上であって、第1の空隙域へ流れ込み、熱可塑性材料から芯要素を形作る。熱可塑性材料が実質的に固化されて芯要素(70)になる。次に、芯要素が第1の回転鍛造装置から移送される。  (もっと読む)
(もっと読む)
積層成形体の製造方法

【課題】 本発明は、延伸熱可塑性ポリエステル系樹脂シートと熱可塑性樹脂層が強固に接着され、線膨張係数が低く、軽量で、耐衝撃性、耐久性、作業性、生産性等が優れている積層成形体、特に、雨樋等の外装建材として好適に使用できる積層成形体の製造方法を提供する。
【解決手段】 非晶状態の熱可塑性ポリエステル系樹脂シートを、該熱可塑性ポリエステル系樹脂のガラス転移温度−20℃〜該熱可塑性ポリエステル系樹脂のガラス転移温度+20℃の温度で引抜延伸して得られた引抜延伸熱可塑性ポリエステル系樹脂シートの両面に、接着剤層と熱可塑性樹脂層を順次共押出により積層することを特徴とする積層成形体の製造方法。
(もっと読む)
異型長尺成形体の製造方法
【課題】 本発明は、長さ方向に一軸延伸されている長尺熱可塑性樹脂シートが延伸方向に沿って割れることなく、且つ、収縮することなく賦形することができる異型長尺成形体の製造方法を提供する。
【解決手段】 長さ方向に一軸延伸されている長尺熱可塑性樹脂シートを延伸方向に沿って切断すると共に切断された長尺熱可塑性樹脂シートを所定形状に配置して、押出被覆金型に供給し、切断された長尺熱可塑性樹脂シートの周囲に熱可塑性樹脂を押出被覆することを特徴とする異型長尺成形体の製造方法。
(もっと読む)
プラスチック管を内部溶接するための方法及び装置
【課題】突合わせ溶接の弱点及び魅力的な溶接の維持にあり、すなわち、外側から見たときに目立たないか又はほとんど目立たない溶接を提供する。
【解決手段】本発明は、管状形態のプラスチック包装を製造するための方法において、積層体11が巻き付けられる巻き付けステップと、前記積層体11の縁部8、9が接合される突き合わせステップと、前記積層体11の前記縁部8、9が共に溶接される締結ステップとを含む方法において、前記縁部の間に画定された溶接領域10を少なくとも覆うように、溶融状態のプラスチックビード12が押出されて、前記包装の内面に蒸着され、ことを特徴とする方法に関する。溶接領域(10)を生成するために必要なエネルギが前記プラスチックビード(12)から得られる。また、本発明は、上記方法に従って獲得される包装と、上記方法を実施する装置に関する。
(もっと読む)
プラスチック部材の表面改質方法、金属膜の形成方法及びプラスチック部材の製造方法
【課題】 表面粗さが良好で且つ密着力の高い金属膜を形成することが可能な加圧流体を用いたプラスチック部材の表面改質方法を提供することである。
【解決手段】 加圧流体を用いたプラスチック部材の表面改質方法であって、加圧流体を用いて浸透物質をプラスチック部材の表面内部を浸透させることと、上記プラスチック部材に浸透した上記浸透物質を溶媒で溶解して上記プラスチック部材の表面から上記浸透物質を除去することとを含む表面改質方法を提供することにより上記課題を解決する。
(もっと読む)
複合ウェブ及びその製造方法
キャリアウェブに取り付けられた構造化ウェブを有する複合ウェブ、及び複合ウェブを製造する方法が開示される。構造化ウェブは、構造化ウェブから突き出る複数個の構造体を包含してもよい。この方法は、溶融ポリマー組成物を、外側表面の中に形成された複数個のくぼみを包含する形成ツールの外側表面上に供給することを伴ってもよい。溶融ポリマーは、形成ツールの外側表面の中のくぼみに入り、その中で固化されて、複数個の構造体がくぼみの形状に形成される。ポリマー組成物の表面薄層はくぼみの間に伸びてもよく、その結果、形成ツール上に形成された構造化ウェブは、構造体に接続する表面薄層を包含する。構造化ウェブは、ポリマー組成物の固化後、キャリアウェブと構造化ウェブとの間に位置する接着剤を使用して、構造化ウェブをキャリアウェブに接着することにより、形成ツールから取り外される。 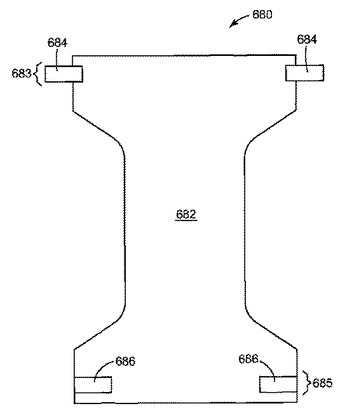 (もっと読む)
(もっと読む)
一体押出成形体および建築用部材
【課題】ビスホール部を有していても成形体の厚みを比較的小さく設定できる一体押出成形体および建築用部材を提供する。
【解決手段】中実な芯材本体1および該芯材本体1の長手方向に沿って芯材本体1に固定・配置された筒状ビスホール部2bからなるアルミ製芯材が、少なくとも1層の合成樹脂層からなる被覆層3を有してなり、芯材と接触する合成樹脂層が発泡合成樹脂層31であることを特徴とする一体押出成形体、および該一体押出成形体からなる建築用部材。
(もっと読む)
熱可塑性樹脂組成物および複合成形品
【課題】耐薬品性、成形品外観に優れる上に、表層材として、基材樹脂、特にPS樹脂やその廃樹脂に対する密着性に優れ、加工性(例えば、耐チッピング性)、耐久性(例えば、耐ヒートサイクル性)にも優れた複合成形品を提供し得る熱可塑性樹脂組成物と、この熱可塑性樹脂組成物を表層材とする複合成形品を提供する。
【解決手段】芳香族ビニル化合物、シアン化ビニル化合物およびこれらと共重合可能な他のビニル系単量体よりなる群から選ばれた少なくとも1種の単量体成分を(共)重合させてなるビニル系(共)重合体(I)100質量部と、シアン化ビニル化合物と、シアン化ビニル化合物と共重合可能な他のビニル系単量体とを共重合させてなる共重合体であって、該共重合体のアセトン可溶分中のシアン化ビニル化合物成分の含有量が0.1〜15質量%であるビニル系共重合体(II)1〜100質量部とを含む熱可塑性樹脂組成物。
(もっと読む)
プロピレン系樹脂製位相差フィルム用原反シートの製造方法
【課題】透明性が高く、かつ配向の小さいプロピレン系樹脂製位相差フィルム用原反シートの製造方法を提供する。
【解決手段】プロピレン系樹脂製位相差フィルム用原反シートの製造方法において、プロピレン系樹脂をTダイ7より180℃以上300℃以下で押出しした溶融状シート8を、表面温度が0℃以上30℃以下の金属製冷却ロール11と、該金属製冷却ロールの周方向に圧接して回転する表面温度が0℃以上30℃以下のゴムロール10との間に、厚みが5μm以上50μm未満の熱可塑性樹脂製二軸延伸フィルム9とともに挟圧することを特徴とするプロピレン系樹脂製位相差フィルム用原反シートの製造方法。
(もっと読む)
金属張積層板の製造方法
【課題】 本発明は、フレキシブルプリント配線板等に好適に用いられる、少なくとも導体と複数のポリイミド層からなる、金属張積層板の製造方法に関し、従来の方法に比して飛躍的に高い生産性を有する金属張積層板の製造方法を提供することを目的とする。
【解決手段】 導体上に少なくとも2種以上のポリイミド層を有する金属張積層板の製造方法であって、ポリイミド樹脂の前駆体を含む溶液またはポリイミド樹脂を含む溶液から選択される溶液であって、少なくとも1種のポリイミド樹脂の前駆体を含む溶液を含む、少なくとも2種以上の溶液を共押出によって導体上に流延して2層以上の複数層を形成する工程を含み、前記共押出に用いる溶液のうち、少なくとも1種のポリイミド樹脂の前駆体を含む溶液には化学脱水剤及び触媒を含有せしめることを特徴とする。
(もっと読む)
発泡壁紙用原反の製造方法
【課題】製膜性が良好であり、しかも樹脂層と紙質基材との密着性が高く且つカール発生が抑制されている発泡壁紙用原反の製造方法を提供する。
【解決手段】紙質基材上に非発泡樹脂層A、発泡剤含有樹脂層及び非発泡樹脂層Bが順に積層された発泡壁紙用原反の製造方法であって、
(1)非発泡樹脂層A、発泡剤含有樹脂層及び非発泡樹脂層Bは、同時溶融押出しにより形成され、
(2)非発泡樹脂層Aを形成するための樹脂組成物は、融点が60〜80℃、且つ、酢酸ビニル含有量が20〜40重量%のエチレン−酢酸ビニル共重合体樹脂を含有する、
ことを特徴とする製造方法。
(もっと読む)
被覆シート付発泡樹脂押出成形体の製造方法
【課題】従来よりも軟質の熱可塑性樹脂を使用した成形体や、高発泡倍率の成形体、複雑断面形状の成形体等をも、冷却サイジング金型中での樹脂詰まりや、引取時の破断、変形等の成形不良を発生することなく、良好且つ効率的に製造可能な発泡樹脂成形体の製造方法を提供する。
【解決手段】加熱可塑化状態で押出金型11から長方形の断面形状を有する長尺状に押出した少なくとも木質系充填剤が添加された発泡樹脂材料12を、冷却サイジング金型14に導入して冷却固化させスキン層を形成させると同時に、前記冷却サイジング金型の内部において、前記発泡樹脂材料の表面の少なくとも一部に、ポリプロピレン系樹脂を主体とする樹脂層と意匠絵柄とを含み、該ポリプロピレン系樹脂を主体とする層が該発泡樹脂材料と接する側にある被覆シート13を被覆することを特徴とする被覆シート付発泡樹脂押出成形体19の製造方法。
(もっと読む)
金属板被覆用樹脂フィルムおよび樹脂フィルム被覆金属板とそれらの製造方法
【課題】絞りおよび絞りしごき加工して用いられる缶用ラミネート鋼板被覆用の耐食性に優れる樹脂フィルムおよび耐食性に優れる樹脂フィルム被覆金属板を提供する。
【解決手段】固有粘度を規定したポリエステル樹脂に,ゴム状弾性体樹脂,及びエポキシ基含有ユニットを10質量%以下含有するポリオレフィン系共重合体樹脂の少なくとも3種の熱可塑性樹脂を混合し,ポリエステル樹脂中にゴム状弾性体樹脂を分散させた構造を有した実質上未配向状態のフィルムで,金属板に接するフィルム面におけるゴム状弾性体および/または前記ポリオレフィン系共重合体樹脂の露出面積率を規定した金属板被覆用樹脂フィルムおよび同フィルムを用いた金属板である。
(もっと読む)
ラミネート金属板の製造方法およびラミネート金属板
【課題】容器材料としての機械的物性に優れ、かつ再生可能で環境へのダメージが少なく、コスト的にも有利な再生樹脂を用いたラミネート金属板の製造方法およびラミネート金属板を提供する。
【解決手段】カルボン酸で変性したポリオレフィン樹脂を5質量%以上30質量%以下含有した再生ポリエステル樹脂を25質量%以上含有するポリエステル系樹脂層を、Tダイより溶融押出ししてフィルムとし、前記フィルムを少なくとも金属板の片面にラミネートすることを特徴とするラミネート金属板の製造方法。
(もっと読む)
金属帯材を被覆する方法および装置、およびその製品
【課題】金属帯材(10)の両面に押出被覆する方法および装置の提供。
【解決手段】アルミニウム合金帯材のような金属帯材(10)がプレコンディショナー(20)、二つの押出型(22,32)、ポストヒーター(42)および冷却装置(44)を通って移動する。帯材(10)の両面は熱可塑性重合体の薄い被覆でコーティングされる。被覆された金属帯材(11)は缶および缶端部のような陽極、ならびに自動車、器具、航空宇宙飛行体、構造体および電気装置に有用である。
(もっと読む)
多層記録支持体
本発明は、上側及び裏側を有する基体を含む支持体であって、少なくとも上側が少なくとも2つの樹脂層を備え、基体から最も離れている最外樹脂層が少なくとも50重量%の、0.90g/cm3未満の密度を有する1種類のポリエチレンホモポリマー又はポリエチレンコポリマーを含み、かつ該最外樹脂層が少なくとも0.2g/m2かつ2g/m2未満のコーティング重量を有する支持体に関する。 (もっと読む)
樹脂シートの製造方法
【課題】成形時の幅方向の厚さ分布が大きい樹脂シートを製造した際に、所望の断面形状を得ることができ、特に、各種表示装置の背面に配される導光板や各種光学素子に使用するのに好適な樹脂シートの製造方法を提供する。
【解決手段】ダイ12より押し出したシート状の樹脂材料14と樹脂材料の片面側に供給されるバックアップシート20とを樹脂材料が型ローラ側16に、バックアップシートがニップローラ側18になるようにして、型ローラと型ローラに対向配置されるニップローラとで挟圧し、型ローラ表面の凹凸形状を樹脂材料に転写し、転写後の樹脂材料とバックアップシートとの積層体を型ローラに対向配置される剥離ローラ24に巻き掛けることにより型ローラより剥離する。
(もっと読む)
耐燃性のための層状透明熱可塑性物質
透明な耐燃性部品において使用される層状材料では、薄い耐火性の外側ポリマーフィルムがより厚い透明の内側ポリマー材料に結合される。これにより得られる透明な層状材料は、OSUによる放熱に関するFAA可燃性要件を満たし、優れた耐溶剤性および洗浄可能性を有し、傷がつきにくく、航空産業において室内での用途に使用されるのに十分な透明性を有している。層状材料は、共押出しまたは共積層プロセスにより形成される。  (もっと読む)
(もっと読む)
61 - 80 / 92
[ Back to top ]