
Fターム[4F207AD08]の内容
プラスチック等の押出成形 (29,461) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (721) | 形状、構造 (411) | シート状 (100)
Fターム[4F207AD08]の下位に属するFターム
ラベル、絵付け材 (1)
転写シート (4)
塗膜(←ゲルコート材) (3)
Fターム[4F207AD08]に分類される特許
41 - 60 / 92
保護フィルム付樹脂シート、及びその製造方法
【課題】樹脂シートの表裏面に保護フィルムをラミネートした状態でアニール処理しても樹脂シートが変形することがない。
【解決手段】樹脂シートと、樹脂シートの表裏面に貼り付けられた保護フィルムとを備え、樹脂シートと保護フィルムとが、(1)|樹脂シートの熱膨張率−保護フィルムの熱膨張率|≦2×10−5/℃及び(2)保護フィルムの引張り弾性率/樹脂シートの引張り弾性率≦1/7を満たす保護フィルム付樹脂シート。
(もっと読む)
発泡壁紙
【課題】エチレン共重合体及び炭酸カルシウムを含む樹脂組成物を押出し製膜することによって発泡剤含有樹脂層を形成し、発泡工程に先立って電子線照射をしなくても十分な溶融張力が得られており、それを発泡させることで良好な発泡状態が形成された発泡壁紙を提供する。
【解決手段】紙質基材上に少なくとも発泡樹脂層を有する発泡壁紙であって、
(1)前記発泡樹脂層は、押出し製膜によって発泡剤含有樹脂層を製膜後、前記発泡剤含有樹脂層を発泡させることにより形成され、
(2)前記発泡剤含有樹脂層は、樹脂成分としてエチレン共重合体を含有し、前記樹脂成分100重量部に対して、脂肪酸により表面処理された平均粒子径が1〜5μmである炭酸カルシウムを10〜100重量部含有する、
ことを特徴とする発泡壁紙。
(もっと読む)
樹脂被覆金属基材の製造方法
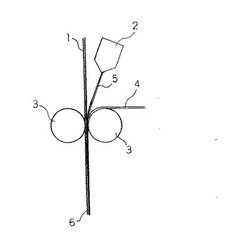
【課題】フィルムラミネート法及び押出ラミネート法を組み合わせて、効率よく樹脂被覆金属基板を製造し得る方法を提供する。
【解決手段】金属基材1の少なくとも一方の面に、少なくとも2層の樹脂被覆を形成させる樹脂被覆金属基材6の製法であって、融点が220℃未満のポリエステル樹脂5をTダイ2から膜状に押出し、融点が220℃以上のポリエステル樹脂フィルム4によって、押出した溶融樹脂を加熱された金属基材1と挟み込み、ラミネートロール3にて金属基材1と溶融樹脂3と樹脂フィルム4とを圧着する。
(もっと読む)
光学フィルム、その製造方法、偏光板、及び液晶表示装置
【課題】フィルムの表面のスジ故障と押され故障の問題がなく、ハードコート層や反射防止層などの表面加工性がよく、高いコントラスト、高温高湿時の耐久性に優れた光学フィルム、偏光板、及び該偏光板を用いた液晶表示装置を提供する。
【解決手段】セルロースエステルと下記一般式(1)で表される化合物を含有することを特徴とする光学フィルム。
【化1】 (もっと読む)
(もっと読む)
複合シートの製造方法

【課題】基材シートが本来有する風合いを損ねることなく、該基材シートとダイから押し出された樹脂材料との剥離強度が向上した複合シートを製造し得る方法を提供すること。
【解決手段】ダイから押し出された樹脂材料13を、搬送されている基材シート11,12とともにニップロール間に通し、基材シート11,12と樹脂材料13とを貼り合わせて複合シート10を製造する方法である。ニップロール18,19a,19b、19cを多段に設置し、初段のニップ圧よりも2段目のニップ圧を高くする。初段のニップロールのクリアランスを、押し出された樹脂材料の厚みと基材シートの厚みとの総和以上に設定することが好ましい。
(もっと読む)
アクリル樹脂成形体
【課題】耐衝撃性を向上することができると共に、外観を損なうことなく耐候性を向上することができるアクリル樹脂成形体を提供する。
【解決手段】ゴムを添加したアクリル樹脂100質量部に対して、紫外線吸収剤を0.1〜1.0質量部、高分子量タイプのヒンダードアミン系光安定剤を0〜0.5質量部、低分子量タイプのヒンダードアミン系光安定剤を0.1〜1.0質量部、それぞれ含有するアクリル樹脂成形材料で、アクリル樹脂成形体を作製する。ゴムの添加によって耐衝撃性を向上することができると共に、紫外線吸収剤と、高分子量タイプや低分子量タイプのヒンダードアミン系光安定剤を上記の配合量で含有することによって、紫外線吸収剤や光安定剤が表面にブリードして外観を損なうようなことなく、耐候性を向上することができる。
(もっと読む)
車両内装材用積層シート,ルーフライニング及びその製造方法
【課題】連続気泡の高発泡倍率ポリプロピレン系樹脂発泡ボードを芯材とした車両内装材用積層シート,ルーフライニング芯材及びその製造方法を提供する。
【解決手段】本発明は、ポリプロピレン系樹脂発泡ボード2を備えたルーフライニング芯材30に関する。ルーフライニング芯材30は板状に押出成形され、且つ連続気泡率が50%以上で、発泡倍率が10倍〜50倍であるポリプロピレン系樹脂発泡ボード2を熱板溶着法にて貼合せて構成される。
(もっと読む)
複層ガラスパネルのグレージングガスケット成形方法及び装置
【課題】成形材料の塗布によるグレージングガスケット成形の自動化を実現し、成形材料の複層ガラスパネルへの高速塗布と高精度塗布を可能にしたグレージングガスケット成形方法及び装置を提供する。
【解決手段】第1ワークテーブル20上に水平に載置された複層ガラスパネル100の一方の面の周縁部に沿い第1塗布ガン405を移動しながら成形材料を周縁部の全長に亘り塗布してグレージングガスケット110を成形する。第1塗布ガン405でグレージングガスケットを成形した後の複層ガラスパネル100をグレージングガスケットが成形されていない他方の面が上方を向くように反転機構60で反転して第2ワークテーブル30上に水平に載置する。第2ワークテーブル30上に載置された複層ガラスパネル100の他方の面の周縁部に沿い第2塗布ガン505を移動しながら成形材料を周縁部の全長に亘り塗布してグレージングガスケットを成形する。
(もっと読む)
複合樹脂成形品
【課題】熱可塑性樹脂とポリスチレン系樹脂の密着性が優れている、複合樹脂成形品を提供すること。
【解決手段】本発明の複合樹脂成形品は、基材と、基材の表面の少なくとも一部に形成された熱可塑性樹脂(IV)による表層材とを有する複合樹脂成形品であって、前記基材が、ポリスチレン系樹脂(I)90〜10質量部と、シアン化ビニル化合物‐芳香族ビニル化合物系重合体(II)10〜90質量部とを含有する樹脂組成物(III)から形成され、前記シアン化ビニル化合物‐芳香族ビニル化合物系重合体(II)のアセトン可溶分中のシアン化ビニル化合物単位の含有量が1〜15質量%であることを特徴とする。
(もっと読む)
木質系樹脂発泡成形体の製造方法、木質系樹脂発泡成形体、及びこれを用いた床材
【課題】生産工程を増やすことなく、熱寸法安定性に優れ、加えて引取方向の熱寸法安定性と、基材巾方向の熱寸法安定性の差も少なくした木質系樹脂発泡成形体の製造方法、該製造方法により製造された木質系樹脂発泡成形体、及びこれを用いた床材を提供する。
【解決手段】少なくとも熱可塑性樹脂および木質系フィラーおよび発泡剤を含有する木質系樹脂組成物を溶融して発泡させた木質系樹脂発泡材料を金型11から押出し、滑りサイジング金型14を通過させて成形するとともに、前記熱可塑性樹脂と同系統の熱可塑性樹脂からなる不織布13を前記木質系樹脂発泡材料と滑りサイジング金型14との間に通過させて、前記木質系樹脂発泡材料の表面に不織布13を張り合わせて木質系樹脂発泡成形体Sに一体成形することを特徴とする。
(もっと読む)
広幅の形状保持シートの製造方法
【課題】 本発明は、容易に広幅の形状保持シートを製造することができる方法を提供する。
【解決手段】 180度及び90度に折曲げて1分間保持した後解放し、解放後5分経過した時の折曲げ戻り角度θが共に20度以下である形状保持性を有する複数の延伸ポリオレフィン系樹脂(溶融温度T1 )シートの側端部同士を突合し、該複数の延伸ポリオレフィン系樹脂シートと第2のポリオレフィン系樹脂(溶融温度T2 )シートとの間に第3のポリオレフィン系樹脂(溶融温度T3 )シートを溶融押出して、積層融着する広幅の形状保持シートの製造方法であって、各ポリオレフィン系樹脂の溶融温度がT1 ≧T2 ≧T3 であることを特徴とする広幅の形状保持シートの製造方法。
(もっと読む)
積層包装材料の製造法
【課題】帯状積層包装材料の切断端面が保護され、液体内容物や水分、湿気が浸透せず、バリア層のアルミ箔やEVOHなどがの腐蝕、バリア性の劣化を防止する積層包装材料の製造法の提供。
【解決手段】積層包装材料の製造方法は、熱可塑性樹脂外層1と、紙層2と、熱可塑性樹脂内層3とアルミ箔層4と有する帯状積層包装材料を高速で溶融押出によって製造する方法であって、幅広の原紙ロールから原紙を引出して少なくとも原紙層を含む帯状セミ包装材料を若しくは、帯状積層包装材料を所定幅に縦方向にスリットするステップ、スリットされた帯状セミ包装材料又は帯状積層包装材料の切断端面に熱可塑性樹脂を被覆するステップを含む。
(もっと読む)
情報記録媒体及びその製造方法
【課題】ドローダウン性、ネックイン性、フィッシュアイ性、表面平滑性等の情報記録媒体として必要な各種条件を十分に満足した得ることができる。
【解決手段】情報記録媒体の押出ラミネート製造において、ポリエチレン樹脂として、メルトフローレート(MFR:190℃、2.16kg)が50〜150g/10分であると共に、MFRと流入圧力損失比(Re)とが下記の関係式(1)を満たし、且つ0.05mm厚みのフィルムで測定した際に0.2mm以上のフィッシュアイの個数が0.1m2あたり12個以下である樹脂特性のものを用いて、ダイ14から押し出されてフィルム12に成形されるポリエチレン樹脂の成形温度が250℃以上、310℃以下として、
フィルム表面におけるクレータ状の細孔の数が100個/cm2未満を満足する。
(もっと読む)
合成皮革
【課題】柔軟で、かつ、優れた触感及び耐傷付性を有する合成皮革の提供。
【解決手段】メタアクリル系単量体を主成分とし、ガラス転移温度が50〜130℃であるメタアクリル系重合体ブロック(a)15〜50重量%と、アクリル酸−n−ブチル、アクリル酸エチル、アクリル酸−2−エチルヘキシルおよびアクリル酸−2−メトキシエチルからなる群より選ばれる少なくとも1種の単量体を主成分とするアクリル系重合体ブロック(b)85〜50重量%とからなり、前記メタアクリル系重合体ブロック(a)およびアクリル系重合体ブロック(b)のうち少なくとも一方の重合体ブロックに、酸無水物基および/またはカルボキシル基を有し、かつ、ゲルパーミエーションクロマトグラフィーで測定した数平均分子量が30,000〜200,000である(メタ)アクリル系ブロック共重合体(A)と、1分子中に1.1個以上の反応性官能基(C)を有するアクリル系重合体(B)とを含む熱可塑性エラストマー組成物(1)を繊維質基材(2)に溶融製膜してなる合成皮革。
(もっと読む)
積層体の製造方法
【課題】プラスチック基材上に少なくとも接着層とシーラント層がこの順序で設けられてなる積層体の製造方法であって、優れたラミネート強度を有し、かつ揮発性物質が含まれている各種強浸透性内容物が作用してもプラスチック基材とシーラント層間のラミネート強度が低下せず、特にラミネート加工後の長時間のエージングが不要で、安定した十分なラミネート強度を有する積層体の製造方法を提供する。
【解決手段】プラスチック基材上に少なくとも接着層とシーラント層がこの順序で設けられていて、接着層の厚みが1μm以下であって、接着層がイソシアネート化合物85重量%以上からなり、押出ラミネート法でシーラント層を形成して積層後、加熱加湿処理を施す。
(もっと読む)
補強布供給装置
【目的】補強布の巻きロール交換を、押出ヘッドに対する供給を中断することなく行うようにする。
【構成】第1ロール5から補強布7を溶着・早送り部2,プール部3を経て送りローラ8により押出ヘッド部4の押出ヘッド10における補強布供給部13内へ送り、押出ヘッド10内でゴムを一体化してゴムホース15を連続的に押し出す。第1ロール5が所定残量になると、駆動モータ38が補強布7を早送りしてプール部3内へ一時的蓄積分18をプールするとともに、終端部を所定長さだけ残してアンビル34上に固定し、この上に第2ロール6の開始端を重ね、ホーン30を前進させ、重なり合う部分を溶着しながら押圧部31を押しつけて、溶着部の厚さを他の部分と同様の厚さになるまで潰す。溶着後は、補強布を解放して通常の供給を再開し、第2ロール6から補強布を供給する。
(もっと読む)
空隙充填材及びその製造方法
【課題】生産性の向上を図ることができると共に、空隙を確実に閉塞できる空隙充填材を得る。
【解決手段】加熱により発泡硬化する発泡体2をシート状に形成すると共に、発泡体2の少なくとも片面に箔体4を重ね合わせ、箔体4を発泡体2側に突き出して発泡体2に食い込む係合部6を箔体4に形成した。箔体4は発泡体2が発泡硬化する温度よりも低い温度で軟化しない素材で形成し、例えば、金属箔体が好ましい。係合部6は鉤型形状に形成したが、有底筒状でもよい。また、空隙充填材1はシート状の発泡体2を押出成形し、発泡体2に箔体4を重ね合わせ、箔体4を発泡体2側に突き出して発泡体2に食い込む係合部6を箔体4に形成してから、空隙の形状に応じて打ち抜いて形成するとよい。
(もっと読む)
共押出ラミネート成形体
【解決手段】二軸延伸ポリプロピレンフィルム(BOPP)の基材上に、下記の(A)樹脂層と(B)樹脂層とを前記ポリプロピレンフィルムと前記(A)樹脂層とが接するように、溶融共押出してなる共押出ラミネート成形体。(A)樹脂層;メタロセン触媒を用いて重合され、特定の物性を備えたエチレン・α−オレフィン共重合体を主成分とするエチレン系樹脂。(B)樹脂層;メタロセン触媒を用いて重合され、特定の物性を備えたプロピレン・α−オレフィンランダム共重合体を主成分とするプロピレン系樹脂。
【効果】コストと性能とのバランスに優れ、層間接着性に優れる、二軸延伸ポリプロピレンフィルム(BOPP)を基材とするポリエチレン・ポリプロピレン共押出ラミネート成形体が得られる。
(もっと読む)
光学シートの製造方法及び光学シート
【課題】エンボス形状の高い転写精度を得つつ樹脂シートのアモルファス状態を維持できる結晶性樹脂を含む熱可塑性樹脂からなる光学シートの製造方法を提供する。
【解決手段】表面にエンボス加工が施されたアモルファス状態の透明結晶性樹脂シートからなる光学シートの製造方法であって、表面にエンボス形状が形成された金属製エンボスベルト13を加熱ロール11と冷却ロール12に巻装し、エンボスベルト13上で樹脂シート10をそのガラス転移温度以上の温度でエンボス加工を施した後、樹脂シート10をそのガラス転移温度よりも低い温度に急冷してエンボスベルト13から剥離する。これにより、樹脂シート10に対する形状転写性を維持しつつ、樹脂シート10が結晶性樹脂である場合でもその過度の結晶化による白化を阻止できる。
(もっと読む)
トリム材用の芯材及びその芯材の製造方法並びにその芯材の製造装置
【課題】芯材を埋設したウェザーストリップの表面に凹マークが発生することを防止できるようにする。
【解決手段】ウェザーストリップ13に埋設される芯材16は、複数の芯材片部22が所定間隔で連結され、各芯材片部22間に分離空間部24が形成されている。各分離空間部24内に充填用ポリマー材料P2を芯材片部22の厚さ寸法とほぼ同じ厚さ寸法で充填すると共に、芯材16の表面全体を充填用ポリマー材料P2で被覆しておく。これにより、ウェザーストリップ13を成形する際に、トリム材成形用ポリマー材料P1のうちの芯材片部22を被覆する部分と充填用ポリマー材料P2が充填された分離空間部24を被覆する部分との間で、トリム材成形用ポリマー材料P1の厚さ寸法をほぼ同じにして、トリム材成形用ポリマー材料P1の厚さ方向の成形収縮量の差をほぼ無くすことができる。
(もっと読む)
41 - 60 / 92
[ Back to top ]