
Fターム[4F207KJ08]の内容
プラスチック等の押出成形 (29,461) | 予備成形品等の供給 (111) | 前段階の成形機からの直接供給 (31)
Fターム[4F207KJ08]の下位に属するFターム
押出機からの (23)
Fターム[4F207KJ08]に分類される特許
1 - 8 / 8
ゴム成形装置
【課題】熱入れ加工時の発熱を充分に分散して、ゴム温度を均一に保持することにより、均一な形状のゴム部材を安定的に成形することができるゴム成形装置を提供する。
【解決手段】練りゴムをオープンロール11により熱入れした後、所定形状に成形するゴム成形装置であって、オープンロール11を幅方向に、練りゴムの熱入れを行う生産側領域およびゴム替えの準備を行う準備側領域に分割する分割ガイド板12が設けられており、ゴム替えに際して前記準備側領域に投入された練りゴムの押圧力により、分割ガイド板12が生産側領域方向に移動して、準備側領域と生産側領域とが切り替えられるように構成されており、さらに、分割ガイド板の移動範囲が、下記式を満足するように構成されているゴム成形装置。0.5<L1/L≦0.9但し、L :オープンロールの全幅L1:生産側領域のロール幅。
(もっと読む)
熱可塑性樹脂成形物の製造方法および製造装置

【課題】無機充填材に水分が含まれていた場合でも、成形機中で水蒸気が発生することを防ぎ、安定した品質の熱可塑性樹脂成形物の製造方法および製造装置を提供する。
【解決手段】熱可塑性樹脂成形物の原料である熱可塑性樹脂の樹脂材を、樹脂材用ホッパから供給する樹脂材供給工程と、無機物を含む充填材を、充填材用ホッパから供給する充填材供給工程と、樹脂材供給工程で供給された熱可塑性樹脂と、充填材供給工程から供給された充填材とを混練する混練工程と、混練工程で混練された、充填材を含む熱可塑性樹脂を成形する熱可塑性樹脂成形工程とを備え、充填材供給工程は、充填材に含まれている水分を除去する充填材水分除去工程を含み、充填材供給工程は、充填材水分除去工程によって充填材に含まれている水分を除去しながら、充填材を混練工程に供給する。
(もっと読む)
発泡ポリウレタンの処理方法及び発泡ポリウレタン減容処理装置
【課題】かさ高の発泡ポリウレタンの廃棄物を連続的に処理し、高い密度に圧縮する。
【解決手段】発泡ポリウレタンを加熱し、せん断力を加えて加圧し、発泡ポリウレタンの圧縮をすることにより減容する工程を有し、発泡ポリウレタンの密度を増加させる。スクリュー押出機を使用することが望ましい。
(もっと読む)
合成樹脂製気泡シート及びその製造方法
【課題】低圧環境下で使用される構造材料に好適な材料を提供する。
【解決手段】多数の突起部が形成された合成樹脂製の凹凸シート101と、少なくとも凹凸シート101における突起部の開口側に接合された合成樹脂製の平坦シート102とを備え、突起部と平坦シート102との間にガスが封入された多数の気泡部104が形成された合成樹脂製気泡シートにおいて、気泡部104に、標準大気圧において封入可能なガス量の上限値の65%以下のガスを封入する。
(もっと読む)
積層包装材料の製造法
【課題】帯状積層包装材料の切断端面が保護され、液体内容物や水分、湿気が浸透せず、バリア層のアルミ箔やEVOHなどがの腐蝕、バリア性の劣化を防止する積層包装材料の製造法の提供。
【解決手段】積層包装材料の製造方法は、熱可塑性樹脂外層1と、紙層2と、熱可塑性樹脂内層3とアルミ箔層4と有する帯状積層包装材料を高速で溶融押出によって製造する方法であって、幅広の原紙ロールから原紙を引出して少なくとも原紙層を含む帯状セミ包装材料を若しくは、帯状積層包装材料を所定幅に縦方向にスリットするステップ、スリットされた帯状セミ包装材料又は帯状積層包装材料の切断端面に熱可塑性樹脂を被覆するステップを含む。
(もっと読む)
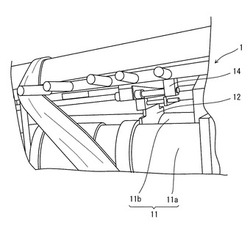
自動車用ウェザーストリップの製造方法
【課題】 自動車等のドアー、トランク及びウィンド等の車体開口部を開閉するパネルに装着する一部を変形する変形ウェザーストリップの製造方法である。
【解決手段】 走行する合成樹脂芯材7は、第2金型ダイスの内部で第2押出し成形機によって合成樹脂芯材の内外周囲に被覆層8,9を成形すると共に、一体に中空シール部4を成形し、その後、第2水槽に設けた押圧金具12の押圧成形によって所定区間が縦長中空シール部を形成することを特徴としている。
(もっと読む)
シートおよび熱成形用途のためのポリエチレン樹脂
本発明は、ポリエチレン樹脂とジオメンブレンとのカップリング、さらに具体的には、押出異形材、特にシート押出およびカットシート熱成形用の押出異形材に使用するためのポリエチレン樹脂とジオメンブレンとのカップリングに関する。本方法は、供給ゾーン、該供給ゾーンの下流に第一溶融ゾーン、該第一溶融ゾーンの下流に第二溶融ゾーン、および該第二溶融ゾーンの下流に第三溶融ゾーンを具備する押出機を通して、HDPE樹脂を搬送する工程を含む。前記樹脂を、前記第一ゾーンにおいて溶融し、前記第二溶融ゾーンにおいて酸素と接触させ、そして前記第三溶融ゾーンにおいて酸化防止剤と接触させる。 (もっと読む)
細長い物品の製造
最初に、外面がプラスチックからなるコアが成形されるように、細長い物品が、成形される。次に、管状の金属層が、シームレスであるように押し出し成形される。金属層が押し出し成形されるとき、隙間(16)が、金属層とコアとの間に与えられる。金属層が冷却された後に、コアの外面は、金属層の内面に接触される。接着作用が、これらコアと金属層との間に与えられ、そして、これらコアと金属層とを一緒に圧縮する永久的な圧縮力が、与えられる。 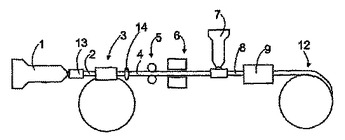 (もっと読む)
(もっと読む)
1 - 8 / 8
[ Back to top ]