
Fターム[4F207KJ09]の内容
プラスチック等の押出成形 (29,461) | 予備成形品等の供給 (111) | 前段階の成形機からの直接供給 (31) | 押出機からの (23)
Fターム[4F207KJ09]に分類される特許
1 - 20 / 23
積層体およびその製造方法
【課題】ポリプロピレンをシーラント樹脂として用いても、またこれを押出ラミネート法で積層してシーラント層を形成しても、熱可塑性樹脂フィルムとシーラント層とが、十分な接着力を有する積層体を提供する。
【解決手段】熱可塑性樹脂フィルム、プライマー層、接着層、シーラント層がこの順に積層されてなる積層体であって、プライマー層が酸変性ポリオレフィンを含有し、接着層が酸変性オレフィンエラストマーを含有することを特徴とする積層体。
(もっと読む)
熱可塑性樹脂成形物の製造方法および製造装置
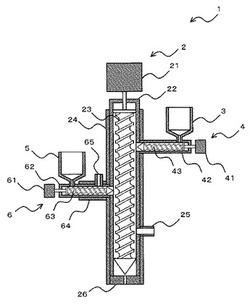
【課題】無機充填材に水分が含まれていた場合でも、成形機中で水蒸気が発生することを防ぎ、安定した品質の熱可塑性樹脂成形物の製造方法および製造装置を提供する。
【解決手段】熱可塑性樹脂成形物の原料である熱可塑性樹脂の樹脂材を、樹脂材用ホッパから供給する樹脂材供給工程と、無機物を含む充填材を、充填材用ホッパから供給する充填材供給工程と、樹脂材供給工程で供給された熱可塑性樹脂と、充填材供給工程から供給された充填材とを混練する混練工程と、混練工程で混練された、充填材を含む熱可塑性樹脂を成形する熱可塑性樹脂成形工程とを備え、充填材供給工程は、充填材に含まれている水分を除去する充填材水分除去工程を含み、充填材供給工程は、充填材水分除去工程によって充填材に含まれている水分を除去しながら、充填材を混練工程に供給する。
(もっと読む)
押出方法及びこれを適用した発泡絶縁体押出方法

【課題】内部導体がクロスヘッド心金の中心に対して偏芯することを防止する押出方法を提供する。
【解決手段】内部導体の外周に内部層が形成された被覆電線を、クロスヘッド心金を有するクロスヘッドに送り、クロスヘッドで被覆電線の外周に外部層用材料を押出被覆して外部層を形成する押出方法において、被覆電線の外周に外部層用材料を押出被覆する際、被覆電線の径とクロスヘッド心金の径を同じくなるように押し出し、クロスヘッド心金の内周部に内部層の材料である内部層用材料を滞留させ、内部導体をクロスヘッド心金の中心に固定する方法である。
(もっと読む)
二重管の製造方法、及び二重管の製造装置
【課題】内管に対して外管が剥離可能となるように内管の周囲に外管を押出成形することができる二重管の製造方法、及び二重管の製造装置を提供する。
【解決手段】内管24の周囲に外管30を第1金型12により押し出すとともに、内管24と外管30との間に気体Qを送り込むことにより、内管24と外管30との間に隙間を有する二重管を製造する。これにより、押出成形された外管30が内管24にくっ付いて内管24と外管30とが一体化されるのを防ぐことができる。
(もっと読む)
芯材を有する押出し成形品
【課題】自動車のドア、トランク、バックドア等の車体開口周縁のフランジに装着する芯材を有する押出し成形品及びその製造方法。
【解決手段】芯材を有する押出し成形品は、長手方向に断面略U字状の芯材と熱可塑性エラストマーからなる中空状シール部を有する被覆層とを形成し、該芯材の断面略U字状の内側に粘着性を有する熱可塑性エラストマー組成物からなる圧接部を押出し成形によって一体成形した事を特徴とする。
(もっと読む)
多層ポリマー物品およびその製造方法
ポリマー物品は、第1の層およびこの第1の層と直接接触する第2の層を含み得る。第1の層は、低表面エネルギーポリマーを含み得、少なくとも5%の接触指数を有し得る。第2の層は、エラストマーを含み得る。 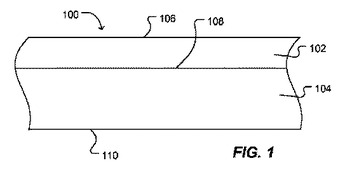 (もっと読む)
(もっと読む)
熱可塑性樹脂シートの製造装置、製造方法及びそれにより得られた熱可塑性樹脂シート
【課題】残留位相差が小さく優れた光学特性を有し、しかも表面平滑性が高く、液晶表示素子などに用いられる光学シートとして好適な熱可塑性樹脂シート、その製造装置およびその製造方法を提供する。
【解決手段】製造装置1にベルト15及び第三の冷却ロール13間に加わる線圧を制御するニップ圧力制御手段と、第三の冷却ロール13の周面131の温度を制御するロール温度制御手段と、ベルト15の温度を制御するベルト温度制御手段と、を設けた。そのため、ロール温度制御手段が周面131の温度を制御しつつ、ベルト温度制御手段がベルト15の温度を制御し、さらに、ニップ圧力制御手段がベルト15および第三の冷却ロール13間の線圧も制御するので、残留位相差および表面粗さが小さく、表面平滑性が高いシートが安定的に得られる。
(もっと読む)
樹脂シートの製造装置
【課題】一方の表面に凹凸が形成された樹脂シートを高い形状精度で製造し得る製造装置を提供する。
【解決手段】樹脂シート製造装置1は、押出ダイ10と、加熱ロール11aと、冷却ロール13と、加熱ロール11a及び冷却ロール13に巻き掛けられているベルト14と、樹脂シート16を加熱ロール11a側に押圧する圧着ロール11bと、凹凸18bが表面18aに形成されている賦形シート18と、ベルト14の冷却ロール13と接する部分において樹脂シート17をベルト14から剥離する剥離ロール15とを備えている。樹脂シート製造装置1では、圧着ロール11bによって樹脂シート16が加熱ロール11a側に押圧されることにより、樹脂シート16と賦形シート18とが圧着し、賦形シート18の表面18aに形成されている凹凸18bが樹脂シート16に転写される。
(もっと読む)
偏肉樹脂シートの製造方法および製造装置
【課題】成形時の幅方向の厚さ分布が大きい樹脂シートを製造した際に、反りや歪みのない樹脂シートの製造方法及び製造装置を提供する。
【解決手段】溶融した樹脂をダイ12からシート状に押し出す押出工程112と、押し出した樹脂シート14を型ローラ16とニップローラ18とでニップして偏肉成形しながら冷却して固化する成形冷却工程と、型ローラ16から剥離した樹脂シートを徐冷する徐冷工程116と、を備え、成形冷却工程112及び徐冷工程116前の少なくとも一方において、樹脂シート14の幅方向の温度分布が均一となるように、噴霧ノズル30が設けられた液体噴霧手段で液体を吹き付けて樹脂シートを冷却する噴霧冷却工程を有するようにする。
(もっと読む)
樹脂シートの製造方法
【課題】樹脂シートの表裏面に保護フィルムをラミネートした状態でアニール処理しても樹脂シートが変形することがない。
【解決手段】溶融樹脂を型ローラ44とニップローラ46でニップしてシート状に成形した樹脂シートAの表裏面に保護フィルム52をラミネートした状態でアニール処理して成形時の残留歪みを除去する際に、保護フィルム52として粘着力が0.05〜0.3N/25mmの弱粘着層を有するものを用いる。
(もっと読む)
表面形状転写樹脂シートの製造方法およびその製造装置
【課題】転写型の表面形状を精度よく、速やかに転写して、表面形状転写樹脂シートを製造し得る方法を提供することを目的とする。
【解決手段】本発明の表面形状転写樹脂シートの製造方法は、樹脂を加熱溶融状態でダイから連続的に押し出して連続樹脂シートを製造するシート製造工程と、連続樹脂シートを第一押圧ロールと第二押圧ロールとで挟み込む第一押圧工程と、第二押圧ロールに密着させたまま連続樹脂シートを搬送する搬送工程と、搬送された連続樹脂シートを第二押圧ロールと第三押圧ロールとで挟み込む第二押圧工程とを含み、第三押圧ロールは、その表面に転写型を備え、該転写型は、複数の凹部からなり、前記凹部のピッチ間隔は50μm〜500μmであり、前記凹部の溝深さは3μm〜500μmであり、連続シートは、第二押圧工程において第三押圧ロール表面に備えた転写型が転写されることを特徴とする。
(もっと読む)
樹脂中空管の製造方法
【課題】従来の押出成形法で中空管を製造した場合の様々な欠点を解消するための、樹脂中空管の製造方法を提供する。
【解決手段】本発明の樹脂中空間の製造方法は、ストランド供給部、引取り部、および供給部と引取り部との間に配置した赤外線集光加熱部を有する加熱延伸装置内で、熱可塑性樹脂からなるストランドを、該熱可塑性樹脂に吸収される波長を含む赤外線を該ストランドに向けて複数方向から集光することにより、該ストランドの延伸方向の中心部の粘度が、外周部の粘度よりも低くなるように加熱しながら延伸することにより、該ストランドの延伸方向に中空部を連続的に形成する工程Yを有する樹脂中空管の製造方法。
(もっと読む)
ゴム片搬送回収装置
【課題】押出機から排出されたゴム片の飛散を防止したゴム片搬送回収装置を提供する。
【解決手段】押出機40のゴム片出口41の下方位置に配置された傾斜ベルトコンベア10と、水平ベルトコンベア20と、傾斜ベルトコンベア10の搬送方向下流端部に、上部が揺動可能に軸支された飛散防止板30と、を備えるため、ゴム片60の勢いを飛散防止板30で抑制して飛散することを防止できる。
(もっと読む)
二次加工処理された合成繊維織物のリサイクル方法及びその装置
【課題】装置の損傷や有毒ガスの発生を抑え、二次加工処理された合成繊維織物のリサイクルを可能し、種々の成形品を成形が可能な樹脂をリサイクルする装置及び方法を提供する。
【解決手段】二次加工処理された合成繊維織物を第1射出成形機1で溶融し、再生ポリエチレンテレフタレート及び樹脂改質剤とを含むPET混合物を第2射出成形機2で溶融し、第2成形機2から溶融した混合物を第1射出成形機1に混入して、溶融した合成繊維織物とPET混合物とを混合し、再生合成樹脂を成形すると共に、フィルタ33を介して第1射出成形機1内のガスを排出し、第2射出成形機2内のガスを排出する二次加工処理された合成繊維織物のリサイクル方法とする。
(もっと読む)
弾性供給材料に対する張力を軽減する装置
【課題】押出機へ供給される弾性供給ストリップの張力を軽減する。
【解決手段】弾性供給ストリップに対する張力を軽減する方法および装置を提供する。この方法は、供給ストリップに接触する装置を設けることと、供給ストリップが停止するかまたは張力がある値を超えたときに装置によって供給ストリップを前方に押し出すことと、次いでストリップを移動方向に押すことを含む。
(もっと読む)
押出中空区分の形態にある多層複合体
【課題】層接着、および化学製品に対する耐性を考慮に入れた耐性、透過、並びに溶出に対する耐性に関して改善されている熱可塑性多層複合体を提供すること。
【解決手段】本発明は、外側層が、
(A)80から20重量部までの少なくとも1つのポリアミド(PA)および
(B)ポリエーテルアミド、ポリエステルアミド、ポリエーテルエステルアミド、ポリエーテルエステルエーテルアミドおよびそれらの混合物より構成される群から選択される、20から80重量部までの少なくとも1つのポリアミドエラストマー(TPE−A)に基づいた混合物によって成形されるものであり、(A)と(B)の総計が100重量部である、
そして中空区分が、高押出速度、特に20m/分を越える速度で生産され、その結果、低い押出速度で生産された以外は同一の中空区分に比較して、並びに特にポリアミドエラストマー添加剤なしに、同じ押出速度で生産されたポリアミド外側層を有する中空区分に比較しても、生産された中空区分が、破断時に高い伸び、特に200%を越える伸びを示し、破断時の伸びが、DIN EN ISO527−2によって仕上げられた中空区分で測定されたものである熱可塑性の外側層および少なくとも別の層を包含する、押出中空区分の形態にある多層複合体、特に熱可塑性多層複合体に関する。
本発明は、さらに、特に管またはホースの形態で、好ましくは液体燃料用の燃料ラインとして存在する多層中空区分を製造する方法に関する。
(もっと読む)
レンズフィルムの製造方法
【課題】樹脂製のレンズフィルムを賦型性良く、押出成形により製造する。
【解決手段】樹脂材料を溶融させてフィルム状に押し出し、該フィルム状物を賦型ロールとタッチロールとの間に挿入して成形することにより、厚さ50〜500μmのレンズフィルムを製造する際、上記両ロールの中心を通る面に垂直な上記両ロール間を通る面を基準として、20°を超えない角度で上記フィルム状物を賦型ロール側に傾けて、上記両ロール間に挿入する。
(もっと読む)
キャスター用タイヤ部の製造方法及びそのタイヤ部
【課題】 安価でコスト削減が容易にできる簡易な製法と床、絨毯など傷つけること無く自由方向に良く動き、耐摩耗性及びクッション性の良い、掃除器などのキャスター用の二層構造のタイヤ部を得ること。
【解決手段】 熱可塑性エラストマーで外層を薄肉の硬質層と内層を厚肉の弾力層として二層構造を一体的に筒のローラー状に押し出し成型する行程と、キャスター用のタイヤ部に対応したコーナーアール状の窪みを所定間隔で所要数できるように該筒のローラー状本体の窪みに対応した金型により加熱変形させる行程と、該加熱変形させた筒のローラー状本体の窪み部分より輪切り切断して個々を切り離しして製造する方法とその製造方法による、硬質層と弾力層の二層構造のタイヤ部としている。
(もっと読む)
細長い物品の製造
最初に、外面がプラスチックからなるコアが成形されるように、細長い物品が、成形される。次に、管状の金属層が、シームレスであるように押し出し成形される。金属層が押し出し成形されるとき、隙間(16)が、金属層とコアとの間に与えられる。金属層が冷却された後に、コアの外面は、金属層の内面に接触される。接着作用が、これらコアと金属層との間に与えられ、そして、これらコアと金属層とを一緒に圧縮する永久的な圧縮力が、与えられる。 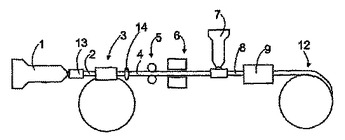 (もっと読む)
(もっと読む)
流動性材料の投与量を処理するための装置および方法
分配開口(8)を通って出口方向(Z1)に沿って流動性材料を押し出すための前記分配開口(8)を有する押出デバイス(2)と、前記流動性材料から投与量(50)を分離するための切断手段(3)とを備え、前記切断手段(3)が、前記出口方向(Z1)に平行な移動要素によって可動である装置。 (もっと読む)
1 - 20 / 23
[ Back to top ]