
Fターム[4F207KL04]の内容
プラスチック等の押出成形 (29,461) | 押出成形の細部 (2,289) | スクリュー (340) | 溶融部、計量部のその構造 (148)
Fターム[4F207KL04]の下位に属するFターム
フライトの部分形状 (61)
複数(多条)のフライト (25)
逆フライト (8)
スクリュー溝底部 (5)
Fターム[4F207KL04]に分類される特許
1 - 20 / 49
発泡ポリウレタン減容処理装置
【課題】かさ高の発泡ポリウレタンの廃棄物を連続的に処理し、高い密度に圧縮する。
【解決手段】発泡ポリウレタンの投入口を有する押出機と、発泡ポリウレタンと薬剤とを反応させるための反応容器とを含み、押出機で圧縮された発泡ポリウレタンに薬剤を注入する薬剤注入部を有する発泡ポリウレタン減容処理装置を使用する。押出機は、らせん状の凸部及び凹部を有するスクリューを備えたスクリュー押出機を使用することが望ましい。
(もっと読む)
押出機およびそれを用いた溶融混練方法

【課題】粉体フィラーの搬送効率が高く、粉体フィラーの分散性が良好で、物性の良好な樹脂組成物を得る押出機を提供する。
【解決手段】押出機の最も上流に位置する第一混練ゾーン3が、以下の組み合わせのニーディングブロックa〜dを、上流から、少なくとも1個のaとbをこの順で含むユニットを少なくとも2組、a又はdを少なくとも1個、cを少なくとも1個の順で含む。混練ゾーン3の長さはバレル径の6〜15倍である。a.B/D=0.18〜0.6、α=10〜50度、L/D=0.8〜3.3、b.B/D=0.15〜0.6、α=85〜95度、L/D=0.8〜3.3、c.B/D=0.05〜0.25、α=100〜140度、L/D=0.25〜1.5、d.B/D=0.05〜0.17、α=10〜50度、L/D=0.45〜0.75。ただしB、D、α、Lは羽根の厚み、スクリュ径、隣接する2枚の羽根の間のねじれ角度、長さを示す。
(もっと読む)
二軸押出機用スクリュ軸構造
【課題】本発明は、つば部の構造をテーパー部とテーパーリングの組合せとすることより、スクリュ軸の製作時の素材重量を軽減することを目的とする。
【解決手段】本発明による二軸押出機用スクリュ軸構造は、グランド部(6)とスクリュピース挿入部(8)との間にテーパー部(20)を設け、テーパー部(20)にはテーパーリング(21)が嵌合され、テーパーリング(21)がつば部を形成されている構成である。
(もっと読む)
液晶ポリエステル成形体の製造方法
【課題】液晶ポリエステル組成物を安定に可塑化させて成形できる液晶ポリエステル成形体の製造方法の提供。
【解決手段】フィード部121及びコンプレッション部122がシングルフライト12aで構成されたスクリュー12とポリアミド樹脂を含有する液晶ポリエステル組成物を用いることで、大型成形機で液晶ポリエステル組成物を成形しても、可塑化が安定するため、成形体の形状や寸法のばらつきが抑制される。また、成形機内に組成物が長時間滞留することもないため、分解が抑制されて、ガスの発生も抑制される。
(もっと読む)
二軸押出機、それを用いた熱可塑性樹脂フィルムの製造方法
【課題】炭化物の生成を効果的に抑制し、欠点個数の少ないフィルムを得るための、二軸押出機及び製造方法を提供する。
【解決手段】二軸押出機のスクリュー2の最外径6をDとした際に、第1ベント下のスクリューピース7の原料搬送方向の長さが、0.5D〜1.25Dであることを特徴とする二軸押出機である、さらに該二軸押出機を用いた工程を有する熱可塑性樹脂フィルムの製造方法である、さらに二軸押出機の原料投入部3から窒素ガスを導入する該フィルムの製造方法である。
(もっと読む)
ポリエステルフィルムの製造方法及び太陽電池部材用ポリエステルフィルム
【課題】極限粘度が高い原料樹脂を用いても、溶融押出時の熱分解と未溶融樹脂の発生を抑えつつ、高い耐加水分解性を有するポリエステルフィルムを高い生産性で製造する方法を提供する。
【解決手段】供給口12から極限粘度IVが0.7〜0.9である原料樹脂を供給し、二軸押出機出口14側の内壁がポリエステル樹脂の融点Tm(℃)以下の冷却部となるように制御しながらバレル内で加熱溶融して出口から押出した後、10〜20分の平均滞留時間を経て式(1)を満たす条件下で(Dはスクリュ径(mm)、Nはスクリュ回転数(rpm)、Qは押出量(kg/hr))フィルム状に溶融押出しを行うことにより、原料の末端COOH量AVmと溶融押出して成形されたフィルムの末端COOH量AVfとの差ΔAV=AVf−AVmが3eq/t以下のポリエステルフィルムを製造する。
6.0×10−6×D3≦Q/N≦1.1×10−5×D3 (1)
(もっと読む)
混練押出機での粘度調整方法、および、混練押出機
【課題】混練押出機をコンパクトに構成する。また、200℃における半減期が10秒以上の過酸化物の残留量を抑制し、いろいろなメルトフローレートのポリプロピレンの処理に対応させる。
【解決手段】最上流側の混練翼部21で混練されるポリプロピレンの充満率を変更可能に設けられたゲート装置31(第1の流路絞り機構)と、ゲート装置31の下流側の混練翼部22で混練されるポリプロピレンの充満率を変更可能に設けられたバタフライ弁36(第2の流路絞り機構)と、を備えた混練押出機1を用いる。ポリプロピレンと過酸化物とを混練するに際して、ゲート装置31によってポリプロピレンの充満率を高めるとともに、最下流側の混練翼部22で混練されたポリプロピレンが所定温度未満の場合は、バタフライ弁36によってポリプロピレンの充満率を高めることにより、最下流側の混練翼部22で混練されたポリプロピレンを当該所定温度以上とする。
(もっと読む)
ガラス繊維強化熱可塑性樹脂組成物ペレットの製造方法
【課題】噛み合い型の二軸以上の押出機を用いる樹脂成形品の製造において、高い生産性を実現するため、短時間でモノフィラメントの集合体である、ガラスロービング、又はチョップドストランド等のガラス繊維束をモノフィラメントに解繊できる製造条件を提供する。
【解決手段】互いに回転して噛み合うスクリューを備えた二軸以上の押出機を用いて、ガラス繊維強化熱可塑性樹脂組成物ペレットを製造する方法であって、混合混練する際にガラス繊維束が受けるせん断応力の時間積分値の最小値(最小せん断応力履歴値Tmin)を制御して、製造条件を決定する。
(もっと読む)
発泡ポリウレタンの処理方法及び発泡ポリウレタン減容処理装置
【課題】かさ高の発泡ポリウレタンの廃棄物を連続的に処理し、高い密度に圧縮する。
【解決手段】発泡ポリウレタンを加熱し、せん断力を加えて加圧し、発泡ポリウレタンの圧縮をすることにより減容する工程を有し、発泡ポリウレタンの密度を増加させる。スクリュー押出機を使用することが望ましい。
(もっと読む)
透明熱可塑性樹脂シートの製造方法
【課題】トルク変動やスクリュ鳴きが発生せずに、安定して低異物の透明熱可塑性樹脂シートを製造する方法を提供する。
【解決手段】溶融押出機を用いて透明熱可塑性樹脂を溶融押出し、押出された溶融物を押出成形してシートを製造する方法において、下記(i)〜(iii)の条件を満足するシートの製造方法。
(i)溶融押出機のスクリュが2個以上のエレメントで構成されており、かかるエレメントの接合部端面の表面粗さが、JISB0601に定義された中心線平均粗さ(Ra)1.6a以下、最大高さ(Rmax)6.3S以下であること
(ii)溶融押出機のスクリュが2個以上のエレメントで構成されており、スクリュのニーディングゾーンまでのかかるエレメントのうち、スクリュピッチ(フライト間距離とスクリュの直径比)が1.5以上のものがエレメント全体の4割以上であること
(iii)溶融押出機の樹脂溶融部より上流側のスクリュエレメントの材質がステンレスであり、35%塩酸浸漬試験の試験結果が、350g/m2・h以下であること
(もっと読む)
粘弾性複合材料の押出のためのスクリュー要素
本発明は、一対の同一方向に回転する、一対の完全拭取スクリュープロファイルを備えた多軸スクリュー装置のための新規なスクリュー要素、多軸スクリュー装置でのスクリュー要素の使用方法、及び、加硫混合物の押出物のための製造方法に関する。 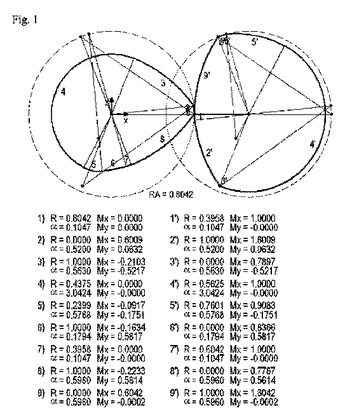 (もっと読む)
(もっと読む)
押出機構成
【課題】容積式推進装置の利点を放棄することなく操作性の点で改善される押出機構成ならびにその稼働方法を提供する。
【解決手段】特に樹脂溶融物または天然あるいは人工ゴム混合物等の粘性材料のためのスクリュー押出機を備え、その出力接続部上にギアポンプが接続され、前記スクリュー押出機が押出機スクリューを備えてなる押出機構成である。前記出力接続部(22)は前記押出機スクリュー(12)の側方近傍に配置され、またその押出機スクリュー(12)の前端側に取り外し可能な蓋部材(24)が配置される。
(もっと読む)
単層ブロー成形機の押出しスクリュー
【課題】単層ブロー成形機を用いたポリエチレンをベース材としたナイロンブレンド材による成形において、安定してナイロンを層状分散させ、燃料バリア性の高い製品を成形するためのスクリュー形状により、耐燃料透過性とコストを共に満足させ得る単層ブロー成形機の押出しスクリューを提供する。
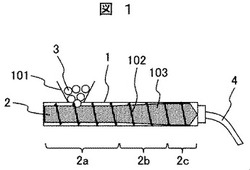
【解決手段】それぞれ一定ピッチで配設された所定数のフライトを有して、軸の基端側に供給部が設けられ軸の先端側に計量部が設けられると共に、供給部と計量部の間に圧縮部が設けられて、ポリエチレンをベース材としたナイロンブレンド材を成形する単層ブロー成形機の押出しスクリューにおいて、供給部の軸を径小で計量部の軸を径大に形成し圧縮部の軸をテーパー状に形成すると共に、フライト数が、供給部54〜59%、圧縮部14%、計量部27〜32%に設定されていることを特徴とする。
(もっと読む)
発泡押出成形装置
【課題】粘性があるかあるいは滑りやすい成形材料であっても、輸送効率を向上させることができ、効率的な発泡押出成形を達成することのできる、発泡押出成形装置を提供すること。
【解決手段】
発泡押出成形装置1において、スクリュー3の供給部23、第1圧縮部24および第1定量部25の表面に、ポリテトラフルオロエチレンなどからなるフッ素樹脂の被覆層をコーティングするか、あるいは、スクリュー3の表面に硬度が要求される場合には、被覆層として無電解ニッケル・フッ素複合めっきまたは硬質クロム・フッ素複合めっきを施し、バレル2の内周面20における供給部23との対向部分に、その内周面19の中心線平均粗さRaが0.46〜2.48となるように放電加工法により粗面化されたスリーブ17を装着する。
(もっと読む)
粉体原料用押出機および熱可塑性樹脂組成物の製造方法
【課題】粉体原料使用時の押出効率を向上させ、押出機から吐出して得られる熱可塑性樹脂組成物の発生ガス量を低減することができる粉体原料用押出機と、その粉体原料用押出機を使用した熱可塑性樹脂組成物の製造方法を提供する。
【解決手段】同方向回転二軸押出機1であって、粉体原料が供給される第一搬送部4と、この搬送部の下流側に2つ以上の混練部と2つ以上の搬送部を有するスクリュ3構成を有し、搬送部に少なくとも1つのスクリュー長径Dとスクリュー短径dとの比D/dが1.65〜1.85であるスクリューエレメントを有する粉体原料用押出機1とその粉体原料用押出機1を使用した熱可塑性樹脂組成物の製造方法を提供する。
(もっと読む)
フィルムの製造方法および光学フィルム
【課題】溶融樹脂材料の供給の安定性と押出機内での異物の発生の抑制を両立させたフィルムの製造方法および該フィルムの製造方法により製造された光学フィルムを提供することを目的とする。
【解決手段】熱可塑性樹脂を押出機22で溶融し、溶融樹脂を押出機22から吐出してダイに供給し、ダイからシート状に溶融樹脂を押し出して冷却固化することによりフィルムを製造するフィルムの製造方法において、押出機22は、供給部Aと圧縮部Bと計量部Cとで構成されるとともに、供給部Aにおける溶融樹脂の供給部前半温度T1[℃]と、供給部後半温度T2[℃]と、の関係が樹脂のガラス転移温度をTgとした時、下記式(1)を満たすことを特徴とするフィルムの製造方法である。
Tg+30≦T2<T1≦Tg+160 (1)
(もっと読む)
連続式押出機
本発明は、螺旋状スクリュー形態のシャフト構造よりなり、ホッパーを通じて投入されたポリマー樹脂と添加原料を溶融しながら圧縮する溶融及び圧縮領域と、溶融及び圧縮された溶融物圧縮及びせん断応力によってポリマー樹脂に添加原料を分散させながら吐出領域にフローさせる分散領域と、ポリマー樹脂に前記添加原料が分散された組成物を吐出する吐出ダイとを含み、前記分散領域は、上方向にテーパー付けされた圧縮部と、上方向にテーパー付けされた圧縮部と隣接するように形成され、扁平な一字状のせん断部を少なくとも含むシャフト構造よりなり、前記分散領域でシャフトの直径に対するシャフトの長さの比は、20〜60範囲にある連続式押出機に関する。本発明によれば、別途の追加的な押出機が必要なく、混合、溶融、圧縮、分散及び吐出がインシチュ(in-situ)で行われることができ、界面活性剤、分散剤、酸化防止剤、カップリング剤のような添加剤を添加することがなく、粘土のような層状物質をポリマー樹脂に効率的に剥離させて分散させることができる。 (もっと読む)
混練スクリュ
【課題】樹脂の可塑化時に発生する局所的な内部圧力の上昇を抑制することが可能な混練スクリュを提供する。
【解決手段】フルフライトのスクリュ2と、複数のディスク30からなるスクリュピース20を備えた混練部9とを有する、樹脂原料を混練により可塑化する混練スクリュにおいて、スクリュ2の下流端にてスクリュ2に隣接するスクリュピース20aを構成するディスク30のうち、スクリュピース20aの最上流側に位置するディスク30a1は、ツイストニーディングディスクである。
(もっと読む)
改善された分散効果があり電力入力が低いウォームエレメント
本発明は、対で同じ方向に作用するウォームシャフトを有し、対で正確にきさげ作用(scraping action)を行う多軸ウォーム機械のための新規なウォームエレメントに関する。  (もっと読む)
(もっと読む)
小さいスイープ角度を有するスクリュー素子
本発明は、二つ一組で同方向に回転し、二つ一組で正確にワイプするスクリュー軸を有する多軸スクリュー押出機用スクリュー素子に関する。本発明は更に、前記スクリュー素子の多軸スクリュー押出機における使用及び本発明に従うスクリュー素子の作製方法に関する。  (もっと読む)
(もっと読む)
1 - 20 / 49
[ Back to top ]