
Fターム[4F207KL57]の内容
プラスチック等の押出成形 (29,461) | 押出成形の細部 (2,289) | 押出ダイ (1,317) | ダイの全体的構造(←組立て式ダイ) (207)
Fターム[4F207KL57]の下位に属するFターム
Fターム[4F207KL57]に分類される特許
41 - 60 / 99
樹脂多重管の押出成形装置
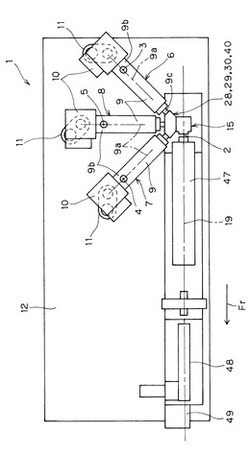
【課題】押出成形装置をコンパクトにして、その占有空間を小さくできるようにする。
【解決手段】多重管の押出成形装置は、樹脂3〜5を熱溶融させて押し出す複数のスクリュー式押出機6〜8と、これら各押出機6〜8から押し出された各樹脂3〜5を前方に向かい通過させて多重管2を成形するダイ15と、各押出機6〜8とダイ15との間に介設されて各押出機6〜8から押し出された各樹脂3〜5をそれぞれ導入する一方、これら各樹脂3〜5をダイ15に送り込むよう吐出する容積式ポンプ28〜30とを備える。各ポンプ28〜30をダイ15の左、右側面31,32、および上、下面33,34のうち、いずれか一つの面の外方近傍に集中配置する。
(もっと読む)
発泡シート製造用Tダイ、発泡シート製造装置、発泡シート及び発泡シートの製造方法

【課題】内部の発泡倍率のばらつきが少な、厚みが大きく高発泡倍率の発泡シートを成形することができるTダイを提供する。
【解決手段】熱可塑性樹脂を成形して発泡シートを製造するためのTダイ1は、内部に熱可塑性樹脂が供給されるマニホールド部2と、内部に熱可塑性樹脂が流れる第1樹脂流路6を有してマニホールド部2の下流側に取付けられ、第1樹脂流路6の周囲の壁面に第1樹脂流路6を加熱する熱媒用の流路3Cを有する加熱部3と、加熱部3の第1樹脂流路6内に、発泡シートの厚さ方向に直交するように固定された板状のトーピード7A、7B、7Cと、内部に熱可塑性樹脂の成形空間である第2樹脂流路8を有して加熱部3の下流側に取付けられ、第2樹脂流路8の周囲の壁面に第2樹脂流路8を冷却する冷媒用の流路4Cを有する冷却成形部4と、加熱部3と冷却成形部4との間に配置された断熱部材5とを備える。
(もっと読む)
多層樹脂ベルトの製造方法およびそれにより得られる多層樹脂ベルト
【課題】複数樹脂層の積層により構成されるベルトを、押出形成を用いて、異物による表面の凹凸を低減しつつ高い厚み精度で得ることができる多層樹脂ベルトの製造方法、およびそれにより得られる多層樹脂ベルトを提供する。
【解決手段】2層以上の樹脂層からなる積層構造を有する多層樹脂ベルトの製造方法であって、各樹脂層を構成する2種以上の溶融樹脂材料を、成形ダイ10内にマンドレル1と、中間ダイリング2と、外側ダイリング3とによりそれぞれ独立して設けられた2以上の環状通路4A,4Bを経て、合流させた後にダイスリット6から押出すことにより、積層構造を形成する。環状通路内の溶融樹脂材料のうち1種以上に円周方向の外力を及ぼして、1種以上の溶融樹脂材料を環状通路4B内で強制流動させ、かつ、2種以上の溶融樹脂材料の合流部5では、合流する溶融樹脂材料に円周方向の外力を及ぼさない。
(もっと読む)
押出金型および押出金型用マニホールド
熱可塑性樹脂材料の押出し材を製造するための押出し金型に関する。 押出金型は、熱可塑性樹脂の溶融流が押出される金型出口と、熱可塑性樹脂材料を第1の部分と第2の部分に分流させる供給側分配部に連通した供給側注入口と、クロスフローマニホールドとを備える。 当該クロスフローマニホールドは、熱可塑性樹脂材料の第1の部分を受ける第1クロスフローマニホールド部分と、第1の通路に連通する第2の通路と、第2の通路に連通する第3の通路と、を備えている。 (もっと読む)
積層シートの製造装置および製造方法
【課題】複雑な制御装置を必要とせず、各層の厚みが幅方向に対して一様で、高精度に積層された積層シートを容易に製造することが可能な積層シートの製造装置および製造方法を提供する。
【解決手段】複数種類のシート材料を積層した積層体の幅方向の端部のうち少なくとも一方にエッジ材料をエッジ部として合流部において付加する積層シートの製造装置であって、前記合流部における前記エッジ材料の各流路の流路方向に対して垂直な断面形状を積層方向に10等分する直線で分割した各領域の面積を積層方向の中央部から積層方向の端部へ向かってSn(n=1,2,3,4,5)としたとき、式(1)および式(2)の関係を共に満足することを特徴とする積層シートの製造装置。
S1<S5・・・・・・・(2)
(もっと読む)
改良されたクロスフローマニホールドを使用した押出金型
熱可塑性樹脂材料のフィルムまたはシートを製造するための押出し金型に関する。 押出金型は、熱可塑性樹脂の溶融流がフィルムまたはシートとして押出される金型出口であって、第1の金型リップ部と第2の金型リップ部を備える金型出口と、熱可塑性樹脂材料を第1の部分と第2の部分に分流させる供給側分配部に連通した供給側注入口と、クロスフローマニホールドを備えた第1の金型部分を備える。 当該クロスフローマニホールドは、熱可塑性樹脂材料の第1の部分を受ける第1クロスフローマニホールド部分と熱可塑性樹脂材料の第2の部分を受ける第2クロスフローマニホールド部分から構成されている。 また、熱可塑性樹脂材料のフィルムまたはシートを製造するため方法が提供されている。 (もっと読む)
片持梁状の金型リップ部調整システムを備えた押出金型
熱可塑性樹脂材料の押出し材を製造するための押出し金型に関する。 押出金型は、熱可塑性樹脂の溶融流が押出されるスロットを設けた金型出口であって、第1の金型リップ部と第2の金型リップ部を備えるスロットを設けた金型出口と、第1の金型リップ部から垂直に伸びた複数の片持ち梁状の調整部材とを備えており、複数の片持ち梁状の調整部材の各々は外部駆動手段を備えている。熱可塑性樹脂材料の押出し材を製造するための方法についても開示されている。 (もっと読む)
共押出金型とそのマニホールドシステム
本発明は、熱可塑性樹脂材料からなる多層構成のフィルムまたはシートを製造するための共押出金型に関する。 共押出金型は、金型出口と、コア層を製造するための第1の金型部分と、第1の表面層を製造するための第2の金型部分であって、当該第2の金型部分はクロスフローマニホールドを有し、当該クロスフローマニホールドは、熱可塑性樹脂材料の溶融流の一部が第2の金型部分の幅の1倍以上にわたって横断するようになっている流路を備えている第2の金型部分と、第2の表面層を製造するための第3の金型部分であって、当該第3の金型部分はクロスフローマニホールドを有し、当該クロスフローマニホールドは、熱可塑性樹脂材料の溶融流の一部が第3の金型部分の幅の1倍以上にわたって横断するようになっている流路を備えている第3の金型部分とから構成されている。 (もっと読む)
押出用金型および押出成形方法
【課題】 多層構造の熱可塑性樹脂管における内層を薄くかつ厚み分布を小さくすることができる押出用金型および押出成形方法を提供する。
【解決手段】 押出用金型1の内層偏肉調整手段8は、周方向に所定間隔で配されて、アダプタ2、内層コア3のフランジ3aおよびシリンダ6を結合する4本の結合ボルト28を有しており、外層コア4の基端側の面が内層コア3のフランジ3aの先端側の面に突き合わせられた状態で、内層コア3のフランジ3aの先端側の面の先端側に、所要の大きさのクリアランスCが形成されている。これによって、内層コア3の軸線とシリンダ6の軸線とが相対的に傾斜することが可能となっており、複数のボルト28のそれぞれの締付け量を調整することにより内層の偏肉調整を行うことができる。
(もっと読む)
パイプソケットを備えて成るプラスチック複合パイプの連続製造のための方法と装置
第一押出機(1)からの内側管と第二押出機(2)からの外側管とが、搬送方向(4)に動く成形経路に押出され、当該外側管は、当該内側管と同心状である。通常の複合パイプ製造の際に、滑らかな内側管は、横溝が設けられる外側管と共に溶接される。通常の複合パイプ(10)から拡張されたパイプソケットに移行する際に、第一押出機(1)の押出速度は、速度n1,1から速度n1,2に増加させられる。パイプソケットの製造の際には、第一押出機(1)の速度は、速度n1,3に減少させられ、n1,2>n1,3>n1,1が適用される。  (もっと読む)
(もっと読む)
発泡押出成形のサイジング装置及び板状発泡成形体の発泡押出成形方法
【課題】コンパネ等に適した熱可塑性樹脂板状発泡成形物を効率良く生産することができるサイジング装置を提供する。
【解決手段】発泡押出成形において、成形物の寸法を規制して冷却固化を行なうサイジング装置6の冷却盤7に送通する冷媒として低温の液化ガスおよび/または不凍液を使用して成形物の冷却固化を早め、また該冷却盤7を予備冷却部8と主冷却部9とから構成し、該予備冷却部8を該主冷却部9よりも高温にして発泡を阻害しないようにしながら発泡熱可塑性樹脂溶融物を急速に冷却固化する。
(もっと読む)
短繊維配向ゴム又は合成樹脂の製造法及び押出成形用拡張ダイ
【課題】短繊維を周方向に効率良く配向させることにより、周方向において優れた機械的性質を有する筒状体を容易に成形することができる短繊維配向ゴム又は合成樹脂の製造法及び押出成形用ダイヘッドの提供を目的としている。
【解決手段】短繊維が混錬されているゴム又は合成樹脂を断面環状の成形空間6から押し出し、短繊維を所定方向に配向させたゴム又は合成樹脂の筒状体を成形する方法であり、成形空間6において径が押出方向に拡大する拡張部9を通過させ、成形空間9の入口部6iの流路幅Wiと出口部6oの流路幅Wo、及び、成形空間6の軸心を中心とする入口部6iの半径Riと出口部6oの半径Roとが、Wo/Wi<Ro/Riの関係を満たしている。そして、成形する前記筒状体の周方向の機械的性質に応じ、Ro/Riの値を2≦Ro/Ri≦8の範囲内で調整することによって前記短繊維の配向を調節する。
(もっと読む)
医療用チューブの押出成形用金型および押出成形方法
【課題】 軟質の熱可塑性樹脂を用いて複雑な形状の医療用チューブの成形が行える医療用チューブの押出成形用金型および押出成形方法を提供すること。
【解決手段】 軟質の熱可塑性樹脂からなり内部に軸部を挟んで流路13a,13b,13c,13dが形成された医療用チューブ10を成形するための押出成形用金型20を、金型本体21と、ランド部23を備えたピン22とで構成した。そして、金型本体21の凹部26a,27aの内周面とピン22の外周面との間に成形用材料を通過させる円筒状の後部側成形空間部を形成し、金型本体21の凹部28aの内周面とランド部23との間に医療用チューブ10を形成するための断面形状を備えた先端側成形空間部を形成した。さらに、先端側成形空間部の断面形状のうちの後部側部分の断面形状を、先端側成形空間部の先端部の断面形状と後部側成形空間部の先端部の断面形状との中間の形状にした。
(もっと読む)
波形可撓管の製造方法及びその製造装置と波形可撓管
【課題】隔壁がありながら可撓性が良好で製作性と製品品質の向上を図った波形可撓管の製造方法及び製造装置とこれで製造された波形可撓管を提供する点にある。
【解決手段】成型経路部B1の上手側に配備された第1ダイス5の第一樹脂押出口5Aから連続して筒状の未硬化の管壁用樹脂4Aを押し出し、それを両分割型3A,3Bの半周壁成型面3a,3bに密着させることにより、大径管壁部1Aと小径管壁部1Bとこれらを繋ぐ側壁部1Cを備えた波形可撓管1を形成し、第2ダイス6に形成された第二樹脂押出口6Aから連続して押し出される未硬化状態の隔壁用樹脂4Bを、半周壁成型面3a,3bに密着して未硬化状態にある波形可撓管1内を横断する状態でそれの小径管壁部1Bの内周面又は小径管壁部1Bの内周面とこれに連続する側壁部1Cの内周面の一部に亘る部位に融着又は融合して、管内を区画する隔壁2を形成する。
(もっと読む)
押出ダイの製造方法
バインダを含まない焼成可能な材料等のからなる少なくとも一つの層を平面内に堆積させて、未焼成材料からなる層を創出し、上記少なくとも一つの未焼成材料からなる層に対して、或るパターンに沿って照射を施して、焼成された材料からなる層を創出し、上記平面に実質的に垂直な座標軸の方向に上記堆積ステップおよび上記照射ステップを反復することにより、一体的に形成された単一ピースとしての押出ダイを形成し、その場合、先に形成された焼成された材料からなる層上に新たな層が重ね合わされる。この方法により形成された押出ダイは、ダイの入口面を有する入口部と、前記入口面から間隔を置きかつ多数の開いた排出スロットからなる十字交差アレイを備えたダイの出口面に終端するハニカム形成部に向かって上記入口面から延びる両端が開放された多数の材料移送チャンネルとを備える。ダイは、1個の構造部材によってピンの根元部分以外において互いに結合された、この方法により製造された少なくとも2本のピンを有する。  (もっと読む)
(もっと読む)
ポリオキシメチレン樹脂製異形押出成形品の製造方法
【課題】結晶化による寸法変化を考慮した特定形状のサイジングダイを用いることで、ポリオキシメチレン樹脂からなる、歪が小さく、寸法精度の優れた異形押出成形品、及びその生産効率の良い異形押出成形品の製造方法を提供する。
【解決手段】ポリオキシメチレン樹脂製異形押出成形品を製造するに際し、入り口面積に対して出口面積が81〜92%の範囲になるように樹脂流路の断面積が連続的に減少する形状のサイジングダイを使用する。
(もっと読む)
合成樹脂成形体
【課題】特に、耐水性が良く、熱膨張による突き上げのない床材、壁材、天井材、建具類等の建築材料や車両内装材、電気機械器具の部品や筐体等の各種用途に好適な合成樹脂成形体を提供すること。
【解決手段】合成樹脂成形体の裏面側の、下向きの凹部の成形体側から成形体内部に向けて成形体の厚みの4分の1〜2分の1程離れた箇所に、成形体の厚みの4分の1〜2分の1の深さの上向きの切り欠きを設け、合成樹脂成形体の裏面側の、前記上向きの凹部の成形体側から成形体内部に向けて成形体の厚みの4分の1〜2分の1程離れた箇所に、成形体の厚みの4分の1〜2分の1の深さの上向きの切り欠きを設けてなることを特徴とする。
(もっと読む)
共押出フィルム用の環状フィードブロック及び方法
均一な多層ウェブ(19)を生産するために使用されるフィルム押出成形機用のフィードブロック(12)。フィードブロックは、芯材料(15)及び表面材料(17)を受け入れるために、概ね環形状を有する。フィードブロックは、表面材料が通過するための、変化する半径寸法を有する。芯材料及び表面材料をフィードブロックに通してからダイ(14)に供給した後では、少なくとも3層を有する、ウェブの幅を横切って均一な、平ウェブ(19)が得られる。  (もっと読む)
(もっと読む)
太陽電池用接着シートの製造方法
【課題】 本発明は、太陽電池用接着シートの製造方法を提供する。
【解決手段】 本発明の太陽電池用接着シートの製造方法は、有機過酸化物を含有し且つエチレン系共重合体を主成分とする第1樹脂組成物を押出機に供給して溶融混練し押出す一方、上記押出機とは別の押出機に、有機過酸化物及びスコーチ防止剤を含有し且つエチレン系共重合体を主成分とする、第1樹脂組成物よりも架橋性の低い樹脂組成物、或いは、有機過酸化物を含有せず且つエチレン系共重合体を主成分とする、架橋性を有しない樹脂組成物を第2樹脂組成物として供給して溶融混練して押出し、第1、第2樹脂組成物を合流させ、第1樹脂組成物からなる中間シート層と、この中間シート層を被覆し且つ第2樹脂組成物からなる外側シート層とよりなる太陽電池用接着シートを共押出成形することを特徴とする。
(もっと読む)
押出セルロース高分子組成物およびそれを製造するシステム
本発明は、オリフィスで構成されたセル状木材プラスチック複合材料を製作する装置に関し、これは、材料の均一な流れが移行型板に到達するように、押出機(12)のアダプタから、移行型板(30)に複合材料を供給する。さらに、本装置は、材料の流れを流束抑制型板(60)に誘導し、材料の等量が流束抑制型板の全ての領域に確実に供給されるようにする移行型板;材料の流れに十分な抵抗を提供し、流束抑制型板との関係で上流側において、材料の部分の溶融圧力を高める流束抑制型板であって、多数の適当な寸法形状のストリームに流れを分割することにより、この抑制により生じる温度上昇を制御する流束抑制型板;流束抑制型板からの分離ストリーム流を、材料の単一のストリーム流に溶解する圧縮型板(70)であって、材料内でセルの不十分な形成が抑制されるレベルに、溶融圧力を維持する圧縮型板;完全に膨脹した材料が、所望のプロファイルに近い形状となるように、材料を定形するように構成された定形型板(80)であって、多数の均一セルが形成されるように、セルの形成および膨脹の速度を制御する定形型板;を有する。 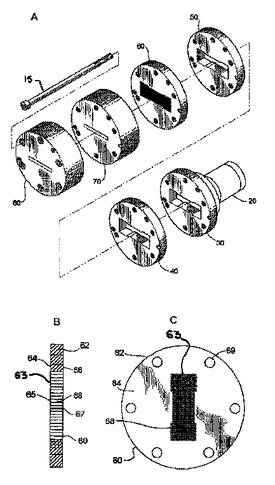 (もっと読む)
(もっと読む)
41 - 60 / 99
[ Back to top ]