
Fターム[4F207KL57]の内容
プラスチック等の押出成形 (29,461) | 押出成形の細部 (2,289) | 押出ダイ (1,317) | ダイの全体的構造(←組立て式ダイ) (207)
Fターム[4F207KL57]の下位に属するFターム
Fターム[4F207KL57]に分類される特許
61 - 80 / 99
可動ダイ付きのコード外装装置

【課題】広い動作範囲にわたり圧力を調節できるコード外装装置を提供する。
【解決手段】コード(F)をプラスチック又は熱可塑性材料で外装するコード外装装置は、装置の入口のところに配置されていて、ダクトによって、材料を粘性状態で圧力下で送り出すことができる押出し手段に連結された中央チャンバ(51)に通じるコード案内手段(2)、外装されたコードのための所与の較正断面S1の出口ダイ(4)、及び較正断面S1よりも小さな較正断面S2の少なくとも1つの可動ダイ(12)を有する。各可動ダイはアクチュエータ(13,15,17)によってコード(F)の移動方向に動かされ、アクチュエータは中央チャンバを貫通しており、アクチュエータは中央チャンバを可動ダイの内部空間に連通させることができる通路(14)を有する。
(もっと読む)
ダイヘッド、ゴム押出機及びストリップゴム巻付装置

【課題】薄肉押出が可能なダイヘッドと、そのダイヘッドが装着されたゴム押出機と、そのダイヘッドを介して押し出されたストリップゴムを巻き付けてゴム部材を成形するためのストリップゴム巻付装置とを提供すること。
【解決手段】ゴム組成物を連続的に押し出すゴム押出機2に装着されるダイヘッド1に、ゴム組成物をストリップ状に成形して押出口14から押し出すためのスリット状ゴム流路13と、スリット状ゴム流路13の厚み方向に対向する内壁面の少なくとも片方を構成し、押出方向Pに沿って移動可能に設けられたベルト部材4と、ベルト部材4を駆動するベルト駆動装置としての第1サーボモータ16とを備える。
(もっと読む)
インサートを有するダイ及びダイに対する気体のパージ方法
本開示は、ダイアセンブリに関する。そのダイアセンブリは、ダイキャビティを画定する複数の内壁部と、そのダイキャビティと流体連通してダイハウジングを通過する入口通路と、その入口通路から末端側の位置でダイキャビティと流体連通してダイハウジングを通過する出口通路と、を有するダイハウジングを有している。そのダイアセンブリは又、ダイキャビティ内で取外し可能に受容されるインサートを有している。そのインサートは、複数の外壁部を有する本体部を有しており、少なくとも1つの流路が、ダイハウジングの少なくとも1つのキャビティ内壁部と、インサートの本体部の各対向する外壁部との間に形成されている。ダイアセンブリは、流動性材料の外部供給源と少なくとも1つの流路の各々と出口通路との間の流体連通をもたらすための手段を有している。その流体連通をもたらすための手段は、入口通路と出口通路との間で流体連通してインサートの本体部の少なくとも一部を通過する第1の導管と、各流路及び出口通路と流体連通してダイハウジングを通過する第2の導管と、を有していてもよい。第1の導管及び第2の導管の各々は、流動性材料の外部供給源に選択的に接続するようになされていてもよい。又、ダイ内で使用するためのダイインサート、及び、インサートを有するダイから気体をパージする方法が提供される。 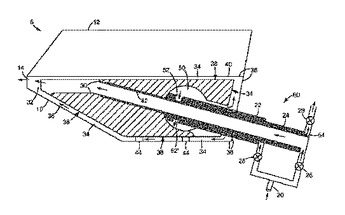 (もっと読む)
(もっと読む)
延性複数層シリコーン樹脂フィルム
本発明は、延性複数層シリコーン樹脂フィルムを形成するための方法を提供する。この方法は、少なくとも2つのポリマー層を含み、これらの少なくとも1つがシリコーン樹脂層であるシリコーン樹脂フィルムを形成する工程を含んでもよい。シリコーン樹脂層の厚さは、相当する延性遷移厚さ未満である。 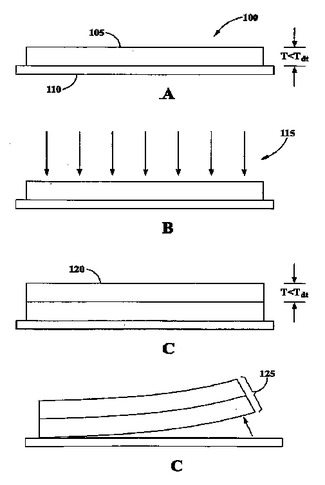 (もっと読む)
(もっと読む)
押出し成形用ダイス、押出し成形装置、多孔質膜、電解質膜および燃料電池
【課題】PTFEファインパウダーからなるペーストを効果的に練り混ぜることで、繊維化を十分に促進させることのできる押出し成形用ダイス、押出し成形装置と、該押出し成形装置によって製造される多孔質膜、電解質膜および燃料電池を提供する。
【解決手段】成形用ダイス1は、PTFEファインパウダーからなるペーストが充填される第1の中空体2と、中空体2に連通し、側面視が扇状の第2の中空体4とからなり、中空体2の下部開口22aは断面視矩形に成形され、その内壁面のうち、扇状の面に並行な辺の辺長をb、該辺に直交する辺の辺長をaとし、中空体4の2つの扇状の部分の離間長をcとした場合に、a/b>1、かつ、a/c>1の条件を満足するように構成されている。また、中空体4の内壁面には、中央付近が中空内部側に最も突出し、端部に向かって突出長が漸減する突起部41aが形成されている。
(もっと読む)
タイヤトレッドゴム押出用ダイス及び押出方法
【課題】アースゴム層によるアースの信頼度を高めることが可能なタイヤトレッドゴム押出用ダイス及び押出方法を提供する。
【解決手段】低導電性の未加硫ゴムからなるキャップトレッドゴム層TCと、そのキャップトレッドゴム層TC内にその厚さ方向に横断するようにして高導電性の未加硫ゴムからなるアースゴム層TAとを少なくとも備えた未加硫トレッドゴム層Tを押出し成形する際に使用するタイヤトレッドゴム押出用ダイス1である。このダイス1は、第1流路21を一方向に流れるアースゴム層TA用未加硫ゴムが、第1流路21と交差する方向の第2流路22を流れ、更に第2流路22と交差する方向の流路11に第2流路22の先端側から流れるようにしたもので、その第1流路21と第2流路22の先端側とが補助流路25により接続されている。
(もっと読む)
樹脂シートの製造方法及び装置
【課題】成形時の幅方向の厚さ分布が大きい樹脂シートを製造した際に、欠陥なく所望の断面形状を得ることができ、特に、各種表示装置の背面に配される導光板や各種光学素子に使用するのに好適な樹脂シートの製造方法及び装置を提供する。
【解決手段】ダイ12より押し出したシート状の樹脂材料14とこの樹脂材料の片面側に供給されるバックアップシート20とを樹脂材料が型ローラ16側に、バックアップシートがニップローラ18側になるようにして、型ローラと型ローラに対向配置されるニップローラとで挟圧し、 型ローラ表面の凹凸形状を樹脂材料に転写し、転写後の樹脂材料とバックアップシートとの積層体を型ローラに対向配置される剥離ローラ24に巻き掛けることにより型ローラより剥離する樹脂シートの製造方法である。ダイ12の吐出口を、型ローラとニップローラとの共通接線に対し型ローラ側に設けることにより欠陥を低減できる。
(もっと読む)
半導電性ベルト、半導電性ロール及びこれらを用いる画像形成装置
【課題】加工ストレスによる抵抗不均一を意識しない使い方が可能な半導電性ベルト/半導電性ロールを提供すること。
【解決手段】部分的に表面抵抗値が周囲と比較して高い異抵抗部が回動方向と垂直な方向に対して所定の角度を有する半導電性ベルト/半導電性ロールであって、異抵抗部の幅0.5mm〜50mm、角度30度〜60度であり、異抵抗部の個数1個〜10個である。
(もっと読む)
共押出しシートの製造方法
【課題】シートの長手方向に沿って左右の配色が異なる多色1層シートや、或いは表面層が透明で中間層がシートの長手方向に沿って左右の配色が異なる多色多層シート等の共押出しシートの製造方法を提供する。
【解決手段】フィードブロック式Tダイを用いた共押出し法によりシートを製造する方法であって、同種で且つ色の異なる2種以上の熱可塑性樹脂41,42,43…を層構成変換用マニホールド2で合流させ、各熱可塑性樹脂41,42,43…を層構成変換用マニホールド2の樹脂吐出口2’から、押出し方向に対して左右並列に配置したり、その内のいずれかの熱可塑性樹脂を他の熱可塑性樹脂の下側に回り込ませたり、或いは下側に別の熱可塑性樹脂を配置したり、中間層となる熱可塑性樹脂の上下にそれぞれ別の熱可塑性樹脂を左右並列に配置してTダイ3に共押出することにより、シートの長手方向に沿って左右の配色が異なる多色多層シートSを製造する。
(もっと読む)
ダイ用ディッケルとその保持機構、およびディッケル付ダイ
【課題】幅規制のためのディッケルの移動がスムーズで、製品の得率が高く、ディッケル交換の負担の少ないディッケルとディッケルシャフト、及びそれらを備えたダイを提供する。
【解決手段】上下の金型によりマニホールドとスリットを形成したダイ内で使用されるディッケルであって、幅方向の厚さが一方の端部から他端部に向かって連続的に変化しているシート2枚が、その厚み変化方向を互いに逆向きとして摺動可能に重ね合わされたディッケルを使用する。更に、このディッケルは摺動可能な少なくとも2本のバーを対向させたディッケルシャフトにより保持され、幅方向に駆動される。ディッケルシャフトを構成する2本のバーの各々は、その端部から他端部に向かって径が連続的に変化しており、且つその変化の方向を逆向きにして対向、組み合わされる。
(もっと読む)
多層フィルムの成形装置、金型部材、金型部材の加工方法、金型の組み立て方法
【課題】金型の組付け精度を低下させることなく、メンテナンス時における作業性を向上させることのできる多層フィルムの成形装置等を提供することを目的とする。
【解決手段】複数の単位ブロック31を積み重ねたときに、下方の単位ブロック31の位置決め凹部35に、上方の単位ブロック31の位置決め凸部34が入り込み、段部36によって下方の単位ブロック31に対し、上方の単位ブロック31のその径方向への移動を拘束し、位置決めするようにした。互いに上下に位置する2つの単位ブロック31の合わせ面において、上方の単位ブロック31の位置決め凸部34の下面34aと、下方の単位ブロック31の位置決め凹部35の上面35aには、ピン穴37、38を形成し、これらピン穴37、38にノックピン39を打ち込むことで、上下の単位ブロック31どうしの周方向への移動を拘束するようにした。
(もっと読む)
マイクロストライプフィルム
主として第1の熱可塑性ポリマーから形成される第1組の領域と、主として第2の熱可塑性ポリマーから形成される第2組の領域を交互にサイドバイサイド方式で配置された少なくとも2組の領域を含む共押出しフィルム又はフィルム層が提供される。これらのサイドバイサイドポリマー領域は、一般に連続的に機械方向に延びる。フィルム又はフィルム層は、第1の面と第2の面とを有する。少なくとも片方の面には、第1の熱可塑性ポリマー領域の1つが、もう1つの(第2の熱可塑性ポリマー領域又は第3の熱可塑性ポリマー領域)熱可塑性ポリマー領域の隣接したレーンにまたがって第1の面上に第1の熱可塑性ポリマーの連続層を形成する。反対側の面が、少なくとも部分的に他方の熱可塑性ポリマーを含む。第1の熱可塑性ポリマーのこのブリッジング層は、相容化剤又は結束層(tie layer)を必要とせずに機械方向に対して横断方向にフィルム又はフィルム層の一体性を維持し、他方の熱可塑性ポリマー領域が第2の面上に露出することを可能にする。 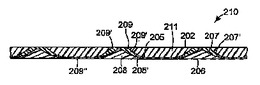 (もっと読む)
(もっと読む)
Tダイ用インナーデッケル装置及びこれを用いたTダイ
【課題】成形されるフィルムの両端に発生する耳高、特にポリプロピレン樹脂を用いた時の耳高を極力防止したTダイ及びTダイ用インナーデッケル装置を提供すること。
【解決手段】Tダイに具備されたTダイ用インナーデッケル装置1は、柱状体又は筒状体からなるロッド2の先端部に保持された埋め込みデッケル3と、埋め込みデッケル3の下側に配置された旗付きデッケル4と、旗付きデッケル4の下側に配置されたデッケル棒5とを備えている。埋め込みデッケル3は、ロッド2の先端部に保持された基部3Aと、基部3Aの下側に設けられ、上下に伸びる板状に形成された板状部3Bとから構成されている。そして、基部3Aの先端面3aは、前方から視て逆液滴状又は円形状に形成され、且つ、前方に突出した湾曲部を有している。
(もっと読む)
コード入りゴムテープの製造方法及びその製造装置
【課題】コード密度およびテープ幅を安価かつ正確に変換することができるコード入りゴムテープの製造方法および製造装置を提供する。
【解決手段】ゴム被覆機の押出ダイス2から複数のゴム被覆コード4を配列した状態で引き出し、ゴム被覆コードの配列体5をテープ状に成形してコード入りゴムテープ9を製造する際に、配列体5を引き出しながら配列体5を含む平面Bに直交する軸X周りにゴム被覆ヘッドを回動させることで、押出ダイス2出口においてコード4を角付けしながら配列体5の幅及びゴム被覆コード間隔を変化させる。
(もっと読む)
押出成形用金型
【課題】単層成形と複層成形との双方を容易に選択的に行うことができ、かつ、金型費用を抑えることができる押出成形用金型を提供する。
【解決手段】主材樹脂流路8が形成された金型本体1と、この金型本体1に着脱可能に取り付けられる着脱金型2A,2Bとを備え、着脱金型2A,2Bには、主材樹脂流路3に合流する被覆樹脂流路8が形成された複層成形用型2Aと、主材樹脂流路3の断面と等しい断面の流路11が形成された単層成形用型2Bとの2種類があり、これら複層成形用型2Aと単層成形用型2Bとを選択的に金型本体1に取り付ける。したがって、単層成形と複層成形とを容易に選択的に行うことができ、かつ、金型費用を抑えることができる。
(もっと読む)
エラストマータイヤ構成部材とタイヤを製造する装置
【課題】ストリップ積層の持つ欠点を解消する、ストリップ積層の持つこれらの欠点を解消する、エラストマー材料のストリップを表面に貼り付ける装置を提供する。
【解決手段】ゴムアプリケータ装置100は、ゴム注入手段103と流体連通するノズル150であって、ゴムのストリップを表面上に貼り付ける出口オリフィスと、ノズル150に隣接して回転可能に取り付けられた舌状体300とを有するノズル150を有し、舌状体300は、ゴムのストリップを前記表面に押し付ける。
(もっと読む)
押出口金および充填剤入り重合体組成物押出品の製法
流れ制限帯域、流れ再分配帯域およびランド帯域を有する口金を通して充填剤入り重合体複合材料を押し出すことによって、高度に分散し均一に分布した充填剤を含む充填剤入り重合体複合材料押出品を調製する。流れ制限帯域は、押出機に隣接し、そして、充填剤の高い分散を引き起こすのに十分であるが、重合体溶融物成分の望ましくない劣化を引き起こすのには十分でない、押出機中の重合体溶融物背圧を増加させる。 (もっと読む)
幅広で平坦なプラスチックベースの構造体を製造するためのダイ
ベース(1)及びカバー(1bis)から成る、幅広で平坦なプラスチックベースの構造体を製造するためのダイであって、分配チャンネル(7)内部に向かって開口している、融解されたプラスチックを供給するための複数のダクト(5)と、前記融解されたプラスチックを略平坦な構造体の形態で生産するための長手方向の流出スロット(13)と、を備えている前記ダイにおいて、前記分配チャンネル(7)及び前記流出スロット(13)は、供給ダクト(5)がその近傍に位置する下流側頂部(6)と、前記分配チャンネル(7)及び前記流出スロット(13)の交点を形成する2つの上流側頂部と、を有している略三角形状を成した複数の分配部(8)を介して連通し、各前記供給ダクト(5)は、前記供給ダクトのそれぞれに設けられた前記ダイの上流側に位置するオリフィス(3)を介して前記融解されたプラスチックを供給することを特徴とするダイ。  (もっと読む)
(もっと読む)
ダイ装置およびそれを用いた複層押出成形品の製造方法
【課題】 ダイ装置の大型化を抑制しながら、より多くの複層押出成形品を同時に押し出すことができる、ダイ装置およびそれを用いた複層押出成形品の製造方法を提供する。
【解決手段】 ダイ装置100において、複数の押出口111,112を、直径が異なる二つの同心円上にそれぞれ複数個配置する。全ての芯材料押出路271a,272aに連通する面状に広がる芯材料供給層251と、全ての鞘材料押出路141,142に連通する面状に広がる鞘材料供給層181とを設け、これらを介して芯材料および鞘材料を供給する。これにより、面状に広がる芯材料供給層251および鞘材料供給層181に対応する任意の位置に押出口111,112を設けることが可能となる。
(もっと読む)
押出成形機
【課題】 押出成形機に所望の能力と所望の寿命とを確保させることが、この押出成形機についての簡単な調整作業により容易に達成できるようにする。
【解決手段】 押出成形機4は、固定側部材11に支持され、軸方向Aの一端部13に開口14が形成された筒形状のケーシング15と、このケーシング15の内孔12に嵌入され、軸方向Aに沿った軸心16回りに回転可能とされるスクリュー17と、ダイ孔19が形成されて開口14を閉じるダイプレート21とを備えている。ケーシング15内に供給された被押出材2が、軸心16回りに回転Bするスクリュー17から押圧力を与えられて、ダイ孔19を通しダイプレート21の外部に押し出されるようにする。スクリュー17の軸方向で、ケーシング15の一端部13に対するダイプレート21の相対位置を調整可能とする。
(もっと読む)
61 - 80 / 99
[ Back to top ]