
Fターム[4F207KM03]の内容
プラスチック等の押出成形 (29,461) | 押出成形の補助、付属操作及びその装置 (1,501) | 制御 (1,253) | 検出工程部位 (292) | 供給工程 (25)
Fターム[4F207KM03]に分類される特許
1 - 20 / 25
フィード押出機およびフィード押出方法

【課題】押出機本体の押出し口から吐出されるゴムの吐出量を一定化することができ、このためテイクアウェイコンベアの搬送速度を一定化することができ、シュリンクや波打ち等の不良を発生させることがないフィード押出機およびフィード押出方法を提供する。
【解決手段】スクリューによって押出し口からゴム材料を押し出す押出機本体と、押出機本体のホッパーの上流側に設けられ、ホッパーに投入されるゴム材料の重量を計量する計量器と、押出機本体のスクリューの回転数を制御する制御装置とを備え、制御装置が、計量器によって計量されたゴム材料の計量値に基づいて、スクリューの回転数を制御することによって、押出し口から吐出されるゴムの吐出量を一定化するように構成されているフィード押出機、および前記フィード押出機を用いた押出方法。
(もっと読む)
押出し複合手すり用のすべり層を前処理する方法及び装置

【課題】てすりの押出成形におけるすべり層の前処理及び供給の最適化する方法及び装置を提供する。
【解決手段】押出成形手すり用のすべり層14を前処理する方法および装置10は、すべり層供給源12と、すべり層を滞留時間の間に高温にさらす、すべり層を加熱モジュール18まで送る手段と、すべり層を押出しダイヘッド24まで送る手段とを有する。すべり層がすべり層供給源12から押出しダイヘッド24まで送られる際に、すべり層の部分を実質的に無張力のループとして維持する1つまたは複数の制御送り装置も実施され得る。加熱モジュール18から押出しダイヘッド24までの間における適切な冷却を保証するための冷却区間も含まれ得る。また、押出しダイヘッド24とすべり層14との間の熱伝達を低減する手段も設けられる。
(もっと読む)
電線の製造方法
【課題】効率良く、高品質な電線を製造することが可能な電線の製造方法を提供する。
【解決手段】本発明の電線の製造方法は、設定長に至るまでの残余長の線材の被覆に要する量の樹脂が押出機に供給されたことを検知して押出機への樹脂の供給を停止する材料供給停止処理(ステップS02)と、押出機への樹脂の供給停止後に、線材の線速を定常線速よりも低くかつ下限線速以上の低線速として線材に樹脂を被覆する下限線速被覆運転へ移行させる線速切り替え処理(ステップS03)と、押出機への樹脂の供給停止後に、押出機からの樹脂の押出流量に応じて電線の外径制御の応答速度を速くする外径制御応答変更処理(ステップS04)と、電線が設定長押し出された時点で外径制御を停止する外径制御停止処理(ステップS07)と、を含む。
(もっと読む)
フィルム
【課題】易引裂性および剛性に優れるフィルムを提供する。
【解決手段】以下の成分(A)および成分(B)を含有する樹脂組成物からなるフィルムであって、該樹脂組成物に含まれる成分(A)および成分(B)の合計を100質量%とするとき、成分(A)の含有量が3〜20質量%であり、成分(B)の含有量が80〜97質量%である樹脂組成物を、Tダイキャスト法で製造して得られるフィルム。
成分(A):脂肪族ポリエステル
成分(B):流動の活性化エネルギー(Ea)が45〜100kJ/molであるエチレン−α−オレフィン共重合体
(もっと読む)
プリズムフィルムの製造方法
【課題】フィルムの加工性やフィルムのハンドリング性に優れ、かつ賦形性にも優れるプリズムフィルムの製造方法を提供する。
【解決手段】透明樹脂を溶融して押し出す押出工程、押し出されたフィルム状の透明樹脂30をプリズム形状が賦形された賦型ロール14と狭圧手段20との間に挟んで、賦型ロール14のプリズム形状を上記押し出されたフィルム状の透明樹脂30に転写しつつ冷却固化させる賦形工程、及びプリズム形状が転写されたフィルムを賦型ロール14から剥離した後、さらに冷却ロール16で冷却する冷却工程を経て、プリズムフィルムを製造する方法において、上記透明樹脂として、メルトフローレイトが0.1g/10分以上40g/10分以下のものを選択する。この方法によってプリズムフィルムを製造し、得られるプリズムフィルムに偏光板を貼合すれば、偏光板付きプリズムフィルムが製造できる。
(もっと読む)
ロスインウェイト式フィーダ原料充填中の処理量変更方法
【課題】本発明は、ロスインウェイト式フィーダ原料充填中において、フィード係数を用いて処理量の変更を行うことができるようにすることを目的とする。
【解決手段】本発明によるロスインウェイト式フィーダ原料充填中の処理量変更方法は、ロスインウェイト式フィーダ(1)の通常の制御中においてはモータ回転数と処理量との関係をフィード係数K1として格納し、原料の再充填中に処理設定が変更された場合、K1×処理量設定=MV(フィーダ駆動モータ回転数)を制御する方法である。
(もっと読む)
データ解析装置、それを用いた製造装置、データ解析方法、そのコンピュータ・プログラムおよびそのプログラムを記録した記録媒体
【課題】早期に製品の最終特性を安定化させることができ、不良品の製造を未然に防止することが可能なデータ解析装置を提供すること。
【解決手段】第1要因分析部22は、第1マハラノビス距離計算部21によって計算されたマハラノビスの距離MD1の増加要因となる評価特性データを要因分析によって特定する。第2要因分析部24は、第2マハラノビス計算部23によって計算されたマハラノビスの距離MD2の増加要因となる製造パラメータデータを要因分析によって特定する。そして、製造パラメータ項目調整部25は、第2マハラノビス計算部23によって計算されたマハラノビスの距離MD2が減少するように、第2要因分析部24によって特定された製造パラメータ項目を調整する。したがって、早期に製品の最終特性を安定化させることができ、不良品の製造を未然に防止することが可能となる。
(もっと読む)
プラスチック成形材料を着色するための方法及び装置
本発明は、水性リキッドカラーを用いた着色プラスチック成形材料の製造法であって、該水性リキッドカラーを溶融したプラスチック成形材料に添加する方法に関する。さらに本発明は、該方法を実施するための装置を記載する。 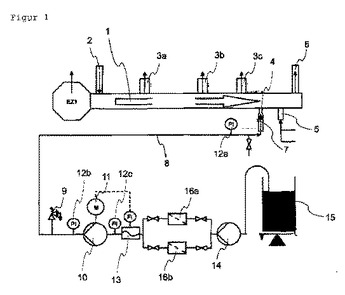 (もっと読む)
(もっと読む)
押出機の処理量制御方法及び装置
【課題】本発明は、貯蔵タンクから押出機に供給される溶融樹脂の供給量を可変制御し、造粒ペレットの品質の確保を行うことを目的とする。
【解決手段】合成樹脂原料が貯蔵タンク(9)からゲートバルブ(8)を介してシリンダ(2)の原料供給口(7)へ供給され、シリンダ(2)内で回転駆動されるスクリュ(3)により溶融混練され、シリンダ(2)の先端からダイス(11)を経て紐状に押出される時に、スクリュ(3)の回転数を調整して合成樹脂原料の混練状態を調整すると共に、ゲートバルブ(8)の開度を調整して貯蔵タンク(9)からシリンダ(2)内へ供給される合成樹脂原料の供給量を調整する方法と構成である。
(もっと読む)
ローラの製造方法及びローラ
【課題】少ない研磨量でも高い外径精度及び振れ精度を有する弾性層を形成することのできるローラの製造方法、並びに、高い外径精度及び振れ精度を有する弾性層を備えたローラを提供すること。
【解決手段】ストレートヘッドダイを備えた押出機を用いて、軸体胴部とその両端部に形成されたジャーナル部6、7とを有する軸体2の外周にゴム組成物を押出成形して弾性層を形成するローラの製造方法であって、軸体2を一列に配置したときに隣接するジャーナル部6、7間を支持すると共にジャーナル部6、7間で形成される凹部空間を閉塞するコマ部材9を介装して、複数の軸体2を一列に連接し、連接された複数の軸体2を前記押出機のヘッド内に移送して、軸体2の外周に前記ゴム組成物を押出成形することを特徴とするローラの製造方法、並びに、このローラの製造方法によって製造されたローラ。
(もっと読む)
成形機の自動昇温制御方法
【課題】スレーブ区間を早く昇温することでスレーブ区間からマスター区間への熱の流入を増やしてマスター区間の昇温時間を短縮して、バレル部のマスター区間とスレーブ区間がそれぞれ最終目標温度に到達する昇温完了までの時間を短縮することができる成形機の自動昇温制御方法を提供する。
【解決手段】複数の加熱ゾーンの中で目標温度への到達時間が最も遅い加熱ゾーンをマスターゾーン(マスター区間)CH2として、マスターゾーンCH2以外の加熱ゾーンをスレーブゾーン(スレーブ区間)CH1として、複数の加熱ゾーンを同時に昇温する際に、スレーブゾーンCH1ではそれぞれ仮の目標温度HV1を設定して昇温させて、スレーブゾーンCH1の中のいずれか一つのスレーブゾーンCH1で仮の目標設定温度HV1に到達したら、それ以後はマスターゾーンCH2の昇温到達度合いに基づき昇温制御する。
(もっと読む)
熱可塑性樹脂の押出用シングルスクリューとそのスクリューを用いた押出成形方法
【課題】高吐出量、低発熱を保持しながらフィッシュアイなどの外観欠点やブレンド樹脂の分散不良を解決する熱可塑性樹脂フィルム製造用のシングルスクリュー及びそのスクリューを用いた押出製膜方法の提供。
【解決手段】フィード部、コンプレッション部、メータリング部からなるシングルスクリューにおいて、フィード部の長さがスクリュー全長Lの30%以上であり、且つコンプレッション部がスクリュー全長Lの40%以上のスクリューであり、該コンプレッション部に溝を二分割するバリアフライトを有し、バリアフライトによって2分割された溝の上流側のスクリュー谷径がバレル径の85%〜95%であり、且つメータリング部のスクリュー谷径がバレル径の70〜85%であることを特徴とするスクリュー。
(もっと読む)
滑らかな表面を有する溶融押出成形物品
本発明は、高押出成形速度での溶融押出成形プロセスによって、従来技術の組成物から製造された物品より高品質で滑らかな表面外観を示す物品を製造するためのコポリエステルエラストマー組成物の分野に関する。  (もっと読む)
(もっと読む)
結晶性ポリオレフィン系樹脂フィルムの製造方法
【課題】得られる結晶性ポリオレフィン系樹脂フィルムの厚み斑を抑制することができる結晶性ポリオレフィン系樹脂フィルムの製造方法を提供すること。
【解決手段】本発明の結晶性ポリオレフィン系樹脂フィルムの製造方法は、酸素分圧が500Pa以下である不活性ガス雰囲気中において、ガラス転移温度がTg℃であり融点がTm℃である結晶性ポリオレフィン系樹脂の温度をTa℃に2時間以上維持する熱処理工程と、熱処理工程後の結晶性ポリオレフィン系樹脂を、溶融し、且つ混練した後に、フィルム状に押出成形する押出成形工程と、を備え、結晶性ポリオレフィン系樹脂の温度Ta℃を、50℃又は(Tg+50)℃のいずれかのうち高い方の温度以上とし、且つ(Tm−10)℃以下とする。
(もっと読む)
可塑化装置における原料供給量の制御方法
【課題】最適な原料供給量が容易に設定可能な可塑化装置の原料供給量の制御方法を提供する。
【解決手段】減圧した加熱筒4内へ原料供給手段11から供給する原料Mを可塑化する際に発生する水分やガス分を吸引し排出するように構成した可塑化装置1の原料供給量の制御方法であって、ある種類の原料Mによる成形サイクルの可塑化工程において、原料供給量が、前記水分やガス分を良好に流通させ、かつ前記可塑化を安定して実行するように制限されて制御されるとき、その原料供給量の設定値を記憶させ、他の種類の原料Mによる成形サイクルの可塑化工程では、前記記憶された原料供給量の設定値に基づいて可塑化を行う可塑化装置1の原料供給量の制御方法に関する。
(もっと読む)
押出し複合手すり用のすべり層を前処理する方法および装置
押出し成形手すり用のすべり層を前処理する方法および装置は、すべり層供給源と、すべり層を滞留時間の間に高温にさらす、すべり層を加熱モジュールまで送る手段と、すべり層を押出しダイヘッドまで送る手段とを有する。すべり層がすべり層供給源から押出しダイヘッドまで送られる際に、すべり層の部分を実質的に無張力のループとして維持する1つまたは複数の制御送り装置も実施され得る。加熱モジュールから押出しダイヘッドまでの間における適切な冷却を保証するための冷却区間も含まれ得る。また、押出しダイヘッドとすべり層との間の熱伝達を低減する手段も設けられる。 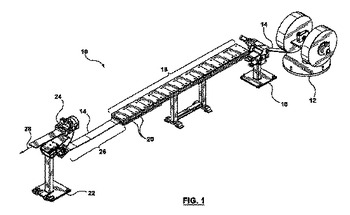 (もっと読む)
(もっと読む)
押出成形樹脂加工品の製造方法
【課題】低温で行う必要のある環状オレフィン樹脂を含む押出成形加工品等の製造において、ダイスの出口付近に樹脂のメヤニが付着して堆積することを抑えた押出成形加工品の製造方法を提供する。
【解決手段】ダイス出口付近に付着する樹脂メヤニは、溶融混練前等において酸化劣化した樹脂原料がダイスからの溶融樹脂の流動を乱すために生じる。そこで、あらかじめ樹脂原料を脱酸素処理することで、樹脂原料の酸化劣化を抑え、ダイスの出口付近における樹脂メヤニの付着、堆積を抑える
(もっと読む)
押出成形機
【課題】熱量の無駄を少なくして、エネルギーを効率よく使用することが可能な押出成形機を提供する。
【解決手段】複数の分割バレル17a〜17gとスクリューとから押出流路が形成され、供給部、溶融部、ダイ部25を有し、溶融部及び/又は溶融部より下流側の複数の分割バレル17a〜17gに、それぞれ加熱装置45a〜45gが設けられると共に熱媒体流路41d〜41g、42a〜42c、43a、43bが設けられてなり、溶融部及び/又は溶融部より下流側に低温熱媒体が導入される第1の熱媒体流路41d〜41gが設けられ、溶融部より上流側に第2の熱媒体流路42a〜42cが設けられ、第1の熱媒体流路41d〜41gで熱交換されて排出される高温熱媒体が、第2の熱媒体流路42a〜42cに導入可能に構成されている。
(もっと読む)
シクロオレフィン樹脂フィルム、およびこれらを用いた偏光板、光学補償フィルム、反射防止フィルム、液晶表示装置
【課題】 原料ペレットの温度の不均一に伴う未融解物を解決した、ノルボルネンフィルムの製造方法を提供する。
【解決手段】 スクリューを有する成形機を用い、シクロオレフィン樹脂を加熱溶融して、溶融押出法によりシクロオレフィン樹脂フィルムを製造する方法であって、スクリュー供給部に投入する際の、原料樹脂の温度をTg−80℃〜Tg+10℃とし、かつ、その温度分布を±0.5℃〜±5℃の範囲とすることを特徴とするシクロオレフィン樹脂フィルムの製造方法。
(もっと読む)
光学フィルムの製造方法、偏光板及び液晶表示装置
【課題】セルロースエステル樹脂の分子量保持率、着色に優れた光学フィルムの製造方法、及び偏光板、液晶表示装置を提供することにある。
【解決手段】セルロースエステル樹脂、または該セルロースエステル樹脂と添加剤を含むセルロースエステル樹脂組成物を加熱溶融してフィルム状に流延製膜する光学フィルムの製造方法において、前記セルロースエステル樹脂または前記セルロースエステル樹脂組成物を、加熱溶融前に粉砕し、分級して使用することを特徴とする光学フィルムの製造方法。
(もっと読む)
1 - 20 / 25
[ Back to top ]