
Fターム[4F207KM06]の内容
プラスチック等の押出成形 (29,461) | 押出成形の補助、付属操作及びその装置 (1,501) | 制御 (1,253) | 検出工程部位 (292) | 押出し後工程 (178)
Fターム[4F207KM06]に分類される特許
81 - 100 / 178
表面形状転写樹脂シートの製造方法およびその製造装置
【課題】転写型の表面形状を精度よく、速やかに転写して、表面形状転写樹脂シートを製造し得る方法を提供することを目的とする。
【解決手段】本発明の表面形状転写樹脂シートの製造方法は、樹脂を加熱溶融状態でダイから連続的に押し出して連続樹脂シートを製造するシート製造工程と、連続樹脂シートを第一押圧ロールと第二押圧ロールとで挟み込む第一押圧工程と、第二押圧ロールに密着させたまま連続樹脂シートを搬送する搬送工程と、搬送された連続樹脂シートを第二押圧ロールと第三押圧ロールとで挟み込む第二押圧工程とを含み、第三押圧ロールは、その表面に転写型を備え、該転写型は、複数の凹部からなり、前記凹部のピッチ間隔は50μm〜500μmであり、前記凹部の溝深さは3μm〜500μmであり、連続シートは、第二押圧工程において第三押圧ロール表面に備えた転写型が転写されることを特徴とする。
(もっと読む)
離型フィルムの製造方法

【課題】環境問題に対処することのできる安価な離型フィルムの製造方法を提供する。
【解決手段】金型により成形品を成形する際、金型に挿入される離型フィルム10の製造方法であって、ポリエステル系エラストマー100重量部に対してシリコーンゴムを1.0〜20.0重量部添加して溶融混練することにより成形材料を調製し、この成形材料により離型フィルム10を成形し、この成形した離型フィルム10を、圧着ロール22・24、金属ロール23、及びこれら22・23・24の下流に位置する巻取管26の間に巻きかけて張架するとともに、離型フィルム10を圧着ロール22と金属ロール23とに挟持させる。
(もっと読む)
樹脂被覆金属基材の製造方法
【課題】フィルムラミネート法及び押出ラミネート法を組み合わせて、効率よく樹脂被覆金属基板を製造し得る方法を提供する。
【解決手段】金属基材1の少なくとも一方の面に、少なくとも2層の樹脂被覆を形成させる樹脂被覆金属基材6の製法であって、融点が220℃未満のポリエステル樹脂5をTダイ2から膜状に押出し、融点が220℃以上のポリエステル樹脂フィルム4によって、押出した溶融樹脂を加熱された金属基材1と挟み込み、ラミネートロール3にて金属基材1と溶融樹脂3と樹脂フィルム4とを圧着する。
(もっと読む)
転写樹脂シートの製造方法
【課題】転写ロールの表面形状を精度よく、速やかに転写しうる転写樹脂シートの製造方法を提供する。
【解決手段】加熱溶融状態でダイから連続的に押し出された連続樹脂シートを、第一押圧ロールと第二押圧ロールとの間で挟み込んで前記第二押圧ロールに密着させた状態で前記連続樹脂シートを冷却させ、その後に前記第二押圧ロールと該第二押圧ロールに隣接する転写ロールとの間で挟み込むことで、該転写ロールの表面形状を連続樹脂シートに転写する転写樹脂シートの製造方法であって、前記転写ロールと密着する面の連続樹脂シートの表面温度が前記連続樹脂シートの樹脂のビカット軟化点より20℃〜60℃高い温度である。
(もっと読む)
光学フィルム、その製造方法、偏光板、及び液晶表示装置
【課題】フィルムの表面のスジ故障と押され故障の問題がなく、ハードコート層や反射防止層などの表面加工性がよく、高いコントラスト、高温高湿時の耐久性に優れた光学フィルム、偏光板、及び該偏光板を用いた液晶表示装置を提供する。
【解決手段】セルロースエステルと下記一般式(1)で表される化合物を含有することを特徴とする光学フィルム。
【化1】 (もっと読む)
(もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】 位相差や厚みムラが少なく、平面性の良好な熱可塑性樹脂フィルムの製造方法を提供すること。
【解決手段】 溶融粘度が20,000Poise以上の溶融熱可塑性樹脂をダイからシート状に押し出し、冷却ドラム上で固化せしめて熱可塑性樹脂シートとするに際し、冷却ドラム上における熱可塑性樹脂シートの厚みを30μm以下にすると共に、冷却ロール上の熱可塑性樹脂シートの端部のみに気体を吹きつける。
(もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】 厚みむらや位相差むらが小さく、平面性に優れた光学用途に好適な溶融押出法による熱可塑性樹脂フィルムの製造方法を提供すること。
【解決手段】 溶融した熱可塑性樹脂を冷却ロール上に押し出して熱可塑性樹脂シートとするに際し、第1の押さえロールを用いて熱可塑性樹脂シートの中央部を冷却ロールに押圧すると共に、第2の押さえロールを用いて熱可塑性樹脂シートの端部を冷却ロールに押圧する。
(もっと読む)
樹脂シートの製造方法
【課題】 表明に微細な凹凸を有する比較的厚い樹脂シートを転写性良く製造すること。
【解決手段】 少なくとも、溶融した樹脂を連続的に運動している可動面に供給する第1工程と、前記第1工程で供給された樹脂を前記可動面で加圧してシート状にする第2工程と、前記第2工程でシート状にされた樹脂を可動面で冷却する第3工程と、前記第3工程で冷却された樹脂を可動面から剥離する第4工程と、からなる厚み1.3mm以上の樹脂シート製造方法において、
前記可動面が微細な凹凸形状を複数有しており、樹脂の平均降下速度が、40℃/秒以上であり、前記第2工程での加圧圧力を1MPa〜70MPa、前記樹脂のガラス転移温度がTg(℃)であるとき該第2工程で加圧された溶融樹脂の表面温度を(Tg−5℃)〜(Tg+10℃)となるように制御され、加圧時間が0.2秒〜2秒であることを特徴とする樹脂シートの製造方法。
(もっと読む)
ゴム押出成型方法及びゴム押出成型装置
【課題】押出機の生産量を低下させることなく、ゲージの変動を低減させるゴム押出成型方法及びゴム押出成型装置を提供する。
【解決手段】制御装置10のマイクロコンピュータは、ゲージ検出器9が検出したゲージの実測値が目標値よりも大きい(厚い)ときは、所定のタイミングで、第2のコンベアCV2の駆動速度を第1のコンベアCV1の駆動速度より上げて、その搬送速度差によりゴム部材8に引張力を作用させて当該厚い部分のゲージを薄くする処理を行う。ゲージ検出器9が検出したゲージの実測値が目標値よりも小さい(薄い)ときは、所定のタイミングで、第2のコンベアCV2の駆動速度を第1のコンベアCV1の速度より下げて、第2のコンベアCV2上に位置するゴム部材8に上記速度差に応じた圧縮力を作用させて当該薄い部分のゲージを厚くする処理を行う。
(もっと読む)
ポリアミド系積層二軸延伸フィルムおよびその製造方法
【課題】 酸素ガスバリア性、耐衝撃性及び耐屈曲疲労性に優れ、厚み斑が良好なポリアミド系積層二軸延伸フィルムを提供すること。
【解決手段】メタキシリレンジアミン、若しくはメタキシリレンジアミン及びパラキシリレンジアミンからなる混合キシリレンジアミンを主たるジアミン成分とし、炭素数6〜12のα、ω−脂肪族ジカルボン酸成分を主たるジカルボン酸成分とするメタキシリレン基含有ポリアミド重合体を主体とする樹脂層(A層)の少なくとも片面に、脂肪族ポリアミド樹脂を主体とする樹脂層(B層)を積層してなる特定の小さい厚み斑範囲、ピンホール数範囲、酸素透過率範囲、特定の大きい剥離強度範囲を満たすポリアミド系積層二軸延伸フィルム。
(もっと読む)
製膜方法
【課題】ポリマーフィルムの傷やしわ等を防止する。
【解決手段】溶液製膜設備は、搬送手段として駆動ローラ48を備える。駆動ローラ48は、溶媒を含む状態でバンドから剥がされたポリマーフィルム12を搬送する。駆動ローラ48は、周方向に沿って形成された、断面略半円形状の谷部60および山部61を有する。谷部60および山部61は、軸方向に交互に並んでおり、そのピッチPv、Pmは0.01mm以上2mm以下、谷部60の底点60aから山部61の頂点61aまでの高さHv−mは0.01mm以上1mm以下となっている。谷部60および山部61の曲率半径Rv、Rmは、0.1mm以上0.5mm以下となっている。
(もっと読む)
タイヤの製造方法及び製造装置
【課題】タイヤ成型ドラム(コアドラム)に貼り付けた後のゴムの収縮量を低減させるタイヤの製造方法及び製造装置を提供する。
【解決手段】コアドラムの巻き取り速度V1と、ローラダイ12の引き出し速度V2の速度差をなくすことで、コアドラムとローラダイ12間でのゴムストリップ材に対するテンションをかけないようにする。また、巻き取り速度V1と引き出し速度V2を、押出速度V3よりも速くして、口金15とローラダイ12間のゴムストリップ材にテンションをかけて伸ばすことで、口金15から押し出されたゴムストリップ材の断面積をさらに小さくする。口金15からの押出速度V3は、従来の押出速度よりも大きいことから、上記引っ張り量は、V2/V3<V2/V3’となり、本実施形態における引っ張り量及び収縮量を低減することができる。
(もっと読む)
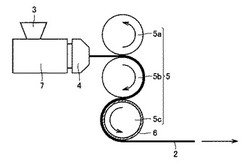
押出樹脂板の製造方法
【課題】外観に優れた押出樹脂板の製造方法を提供することである。
【解決手段】ダイ3から押出される溶融熱可塑性樹脂4を、第1ロールと第2ロールとの間に挟み込み、前記第2ロールに巻き掛けた状態で、さらに第2ロールと第3ロールとの間に挟み込んで成形・冷却する、熱可塑性樹脂からなる押出樹脂板11の製造方法であって、前記第1ロールおよび第3ロールが、外周部に金属製薄膜9を備えた金属弾性ロール7a,7b(弾性ロール)であり、前記第2ロールが、高剛性の金属ロール6である。
(もっと読む)
熱可塑性樹脂に含有された異物の除去方法
【課題】異物を含有する熱可塑性樹脂を溶融させ、フィルターを通してろ過することによって異物を除去する際に、フィルターにかかる負荷を低減させて、フィルター寿命を長くする。
【解決手段】第1の押出機E1は、二軸スクリュ押出機である。供給口2から重量式フィーダー9を介して供給した異物を含有する熱可塑性樹脂は、可塑化ゾーン4aで溶融され、超臨界流体混合・混練・含浸ゾーン4bに送られて超臨界流体が含浸され、粘度が低下する。ついで、フィルター18を通してろ過を行って異物を除去した後、第2の押出機E2に送る。第2の押出機E2において減圧することにより、内圧力を低下させて、含浸された超臨界流体を気化させ、除去する。
(もっと読む)
ストリップゴム連続成型設備及びストリップゴム連続成型方法
【課題】押し出し成型されたストリップゴムを回転支持体に巻き付けるに際して、できるだけ簡易な構成により、薄く幅広なストリップゴムを得ることが可能なストリップゴム連続成型設備を提供する。
【解決手段】成型用口金2から所定断面形状を有するストリップゴムSを押し出し成型するストリップゴム押出装置1と、このストリップゴム押出装置1から押し出されたストリップゴムSが巻き付けられる成形ドラム10と、成型用口金2と成形ドラム10の間に配置され、成型用口金2から押し出し成型されたストリップゴムSの表面に押し付けられるローラー20と、を備え、このローラーの表面に、ストリップゴムSの拡幅方向に引張力を作用させる溝20d,20eを形成し、これにより、ストリップゴムSの幅寸法を広げるように構成した。
(もっと読む)
電飾具の製造方法及び電飾具
【課題】どの形状にも好適に対応可能な電飾ケーブルを用いた電飾具を容易に製造できる方法、また容易に製造できる電飾具を提供する。
【解決手段】エクストルーダ11で透光性樹脂を溶融し、ノズルから線状樹脂を押し出して、電飾具本体の成形型13に流し入れる。流し入れられた溶融樹脂は成形型13の内壁面で受け止められ、曲がりくねった状態で折り重なる。線状樹脂の重なり高さが略均一となるように調整しながら、成形型13の内壁面全面が溶融樹脂で覆われるようにエクストルーダ11をx軸方向・z軸方向に移動させていく。成形型13に流し入れられた樹脂が未固化状態の間に電飾ケーブル12の少なくとも一部を接触させる。そして、当該接触状態を維持したまま樹脂を固化し、電飾ケーブル12を本体14と接触させる。最後に本体14を成形型13から外すことで、電飾具が製造される。
(もっと読む)
押出用口金とゴム部材の製造方法
【課題】押出されるゴム部材の断面形状に応じた口金の開口部形状を容易に再現することのできる押出用口金を提供する。
【解決手段】押出機から押出されるゴム部材2の断面形状を決定する口金本体10を、上記ゴム部材2の底面2a側を形成する下部口金部材11と複数枚の板金12Kをその厚み方向に重ね合せた上部口金部材12とから構成するとともに、上記上部口金部材12の各板金12Kをその側面側から掴む掴み爪31とこの掴み爪31を上下させる上下移動機構33とを備えた昇降手段30と、上記昇降手段30を上記ゴム部材2の幅方向に移動させる移動手段40とを設けて、上記各板金12Kを所定の高さだけ上部にスライドさせて、上部口金部材12と下部口金部材11との間に、上記ゴム部材2の断面形状を決定する開口部12Sを形成し、この開口部12Sから上記ゴム部材2を押出すようにした。
(もっと読む)
樹脂シート製造装置及び製造方法
【課題】
樹脂(プラスチック)シートは、その用途によっては、高い透明性と表面平滑性が要求されるため、金属製の冷却ロールで急冷することが行なわれている。できるだけ冷却する方がよいが、表面が室内空気の露点以下になると、金属ロールの表面で結露する。その小さな水滴によって、斑点模様が付く、樹脂シートの表面の平滑性が損なわれる、更には透明性まで減衰することとなる。
【解決手段】 第1ベルトロールと第2ベルトロール間で金属製のエンドレスベルトが掛けられ該エンドレスベルトを押し付ける位置に設けられたキャスティングロール、該第1ベルトロールと該キャスティングロールの中間に樹脂シートを押出しできる位置に設けられた押出成型機のダイ、及び該キャスティングロール表面にその露点が該キャスティングロール表面温度以下の乾燥空気を吹き付けることができる乾燥空気噴出機を有する装置。
(もっと読む)
樹脂中空管の製造方法
【課題】従来の押出成形法で中空管を製造した場合の様々な欠点を解消するための、樹脂中空管の製造方法を提供する。
【解決手段】本発明の樹脂中空間の製造方法は、ストランド供給部、引取り部、および供給部と引取り部との間に配置した赤外線集光加熱部を有する加熱延伸装置内で、熱可塑性樹脂からなるストランドを、該熱可塑性樹脂に吸収される波長を含む赤外線を該ストランドに向けて複数方向から集光することにより、該ストランドの延伸方向の中心部の粘度が、外周部の粘度よりも低くなるように加熱しながら延伸することにより、該ストランドの延伸方向に中空部を連続的に形成する工程Yを有する樹脂中空管の製造方法。
(もっと読む)
木質系樹脂発泡成形体の製造方法、木質系樹脂発泡成形体、及びこれを用いた床材
【課題】生産工程を増やすことなく、熱寸法安定性に優れ、加えて引取方向の熱寸法安定性と、基材巾方向の熱寸法安定性の差も少なくした木質系樹脂発泡成形体の製造方法、該製造方法により製造された木質系樹脂発泡成形体、及びこれを用いた床材を提供する。
【解決手段】少なくとも熱可塑性樹脂および木質系フィラーおよび発泡剤を含有する木質系樹脂組成物を溶融して発泡させた木質系樹脂発泡材料を金型11から押出し、滑りサイジング金型14を通過させて成形するとともに、前記熱可塑性樹脂と同系統の熱可塑性樹脂からなる不織布13を前記木質系樹脂発泡材料と滑りサイジング金型14との間に通過させて、前記木質系樹脂発泡材料の表面に不織布13を張り合わせて木質系樹脂発泡成形体Sに一体成形することを特徴とする。
(もっと読む)
81 - 100 / 178
[ Back to top ]