
Fターム[4F207KM06]の内容
プラスチック等の押出成形 (29,461) | 押出成形の補助、付属操作及びその装置 (1,501) | 制御 (1,253) | 検出工程部位 (292) | 押出し後工程 (178)
Fターム[4F207KM06]に分類される特許
141 - 160 / 178
押出成形体及びその形成方法、並びに光ファイバケーブル
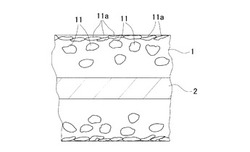
【課題】高滑性、耐摩耗性及び難燃性に優れたオレフィン系樹脂の押出成形体とその製造方法を提供する。
【解決手段】オレフィン系樹脂に結晶径3〜10μmのタルク11を添加し、当該タルク11を添加したオレフィン系樹脂混合物を押出成形により形成することにより、押出成形の際にベース樹脂であるオレフィン系樹脂の表面側へタルク11が誘引されて成形体であるケーブル外被1表面に鱗片状に配列されることとなり、表面を鱗片状に覆うタルク11により表面硬度を高くして高滑性(低摩擦性)及び耐摩耗性を向上できる。
(もっと読む)
エンボスシートの製造方法

【課題】 表面性や転写性を確保しつつ、フラット性に優れ、横スジの発生がなくかつ位相差の低いエンボスシートを提供する。
【解決手段】 ダイ1から押し出された溶融状態の熱可塑性樹脂Mを、軸支点が固定されかつ表面にエンボス加工用の凹凸形状が施された固定ロール2と、軸支点が可動な2本以上のロール41,42に渡された金属製ベルト3とで挟圧することによって、厚み50〜130μmのエンボスシートを成形する方法において、固定ロール2に対するベルト3の抱き角を、固定ロール2の表面に0.5MPa以上の面圧で接触するベルト3の接触部31の円弧長が10〜20mmとなるように設定する。特に、円弧長が15〜20mmとなるように抱き角を設定した場合、横スジの発生がなく、光学用途に適したエンボスシートが得られる。
(もっと読む)
シート成形装置
【課題】フィードバック制御における不可避のゆらぎ振動によるロール間隙の変動を最小限に止め、このことと高精度な位置制御とを両立して的確なロール間隙設定の下に、高い製品品質のシートを安定して生産できるようにすること。
【解決手段】ロール間隙の制御目標値変更時には、リニアスケール42R、42Lによって検出される位置情報に基づきロール位置制御を行い、制御目標値変更後の制御目標値とリニアスケール42R、42Lによるロール位置計測値との偏差が所定値以下になれば、リニアスケール42R、42Lの分解能より高い分解能を有するピストン変位計41R、41Lによって検出される駆動手段の位置に基づいてロール位置制御を行う。
(もっと読む)
シートの製造方法およびシートの製造装置
【課題】
シート製造時にロスを出すことなく厚み調整手段の延伸後の対応を正確に推定し厚みを精密に調整するシートの製造方法を提供する。
【解決手段】
複数個の厚み調整手段を備えたダイを用いてシート材料を押し出して形成したシートについて、延伸または発泡を含む所定の加工完了前のシート幅方向厚み分布と加工の完了後シート幅方向厚み分布と、1個以上の未知パラメータを含みかつ加工前のシート幅方向位置と加工後のシート幅方向位置の対応関係を表すマッピング関数を用いて、マッピング関数の誤差を表す評価関数を最小化するように未知パラメータを決定することで、両シートの幅方向位置の対応関係を決定し、決定した対応関係に基づいて、前記厚み調整手段に対する前記所定の加工完了後のシート幅方向対応位置を決定し、決定した前記シート幅方向対応位置に基づいてシートの厚みを制御する。
(もっと読む)
グラフィック用途の熱可塑性フィルムおよびその製造方法
一実施形態では、フィルムの製造方法は、熱可塑性材料を、この熱可塑性材料のガラス転移温度を超えて加熱するステップと、加熱した熱可塑性材料を、ダイを通して、艶のあるカレンダーロールと弾性のあるカレンダーロール上へと進めるステップと、加熱した熱可塑性材料を、艶のあるカレンダーロールと弾性のあるカレンダーロールの間に通してフィルムを形成するステップとを含む。この弾性のあるカレンダーロールは、約0.5μm〜約0.9μmの平均ロール表面粗さを有する。これらのカレンダーロール間のニップ圧は、約100kPa〜約2,000kPaである。このフィルムは、約0.5μm〜約0.9μmの平均フィルム表面粗さ、約10以下の光沢度、約60nm以下の平均応力、および約50以下の応力スプレッドを有する。  (もっと読む)
(もっと読む)
ポリマを流動性の状態で電子放射線によって連続的に改質するための装置
本発明は、ポリマ化学の分野に関係し、ポリマを流動性の状態で電子放射線によって連続的に改質するための装置であって、ポリマが、改質の前、改質の間および改質の後に成形部分または半製品を形成するように加工可能である形式のものに関する。本発明の課題は、溶融体形成と溶融体改質との組合せが連続的な方法で行われて、ポリマの改善された特性をもたらすような装置を提供することである。この課題は、当該装置が、ポリマを流動性の状態に変えるための装置構成要素と、電子照射のための放射線シールドと、冷却装置とから成っており、放射線シールドの内部に電子放射線のための照射装置ならびに流入・流出管路が設けられており、放射線シールド内部で、変形加工されかつ改質された固形のポリマを製造する場合には、放射線シールドの内部に形状付与装置が設けられており、流動性のポリマが、前記形状付与装置の後ろで照射範囲内に、空間内を自由に浮動するように存在していることを特徴とする、ポリマを流動性の状態で電子放射線によって連続的に改質するための装置により解決される。  (もっと読む)
(もっと読む)
ディスプレイ用光学フィルムとその製造方法
【課題】 欠陥のない光学フィルムを、溶融流延成膜法により製造する方法を提供すること。
【解決手段】 溶融流延成膜法で光学フィルムを製造する方法であって、該フィルムが押出し機から押出されて支持体上で冷却固化する工程が、相対湿度10〜50%の環境下で行われることを特徴とするディスプレイ用光学フィルムの製造方法および該方法で製造された光学フィルム。
(もっと読む)
ディスプレイ用光学フィルムとその製造方法
【課題】 平滑性に優れた光学フィルムおよびその製造方法。
【解決手段】 溶融流延成膜法で光学フィルムを製造する方法であって、該フィルムが押出し機から押出されて巻き取られる間にガラス転移温度(Tg’)+80℃以上、+150℃以下の温度で加圧される工程を少なくとも1回通過することを特徴とするディスプレイ用光学フィルムの製造方法および該方法で製造された光学フィルム。
(もっと読む)
プラスチック薄膜の製造方法
ある実施形態において、薄膜製造方法は、プラスチック溶融物をカレンダロールと弾性ロールとの間のロール間隙に導入するステップと、前記プラスチック溶融物を前記カレンダロールと前記弾性ロールとの間に通して、薄膜を製造するステップと、前記弾性ロールの外側表面を能動的に冷却することによって、前記薄膜の粗度を制御するステップとを含むことができる。別の実施形態では、薄膜製造方法は、ある溶融温度を有するプラスチック溶融物をカレンダロールと弾性ロールとの間のロール間隙に導入するステップと、前記プラスチック溶融物を前記カレンダロールと前記弾性ロールとの間に通して、薄膜を製造するステップと、一定の製造速度と一定のロール間隙圧において薄膜の粗度を調節するステップとを含むことができる。 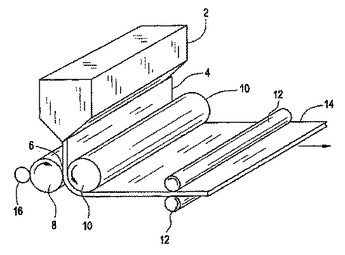 (もっと読む)
(もっと読む)
セルロースアシレートフィルム及び延伸セルロースアシレートフィルム、並びにその製造方法及び装置
【課題】セルロースアシレートフィルムを延伸する場合に、延伸倍率を大きくしても破断しにくく、且つ所望のレターデーション(Re)に制御し易いセルロースアシレートフィルムを溶融製膜法で製造できる。
【解決手段】押出機11で溶融した溶融樹脂を、ダイ12から回転する冷却ドラム14上にシート状に吐出して冷却固化してセルロースアシレートフィルムの製膜をする。この製膜において、セルロースアシレートフィルム16の長手方向を遅相軸としたときのレターデーション(Re)をRe測定手段15で測定し、測定したレターデーションが−10〜80nmの範囲になるように、ダイ12出口における溶融樹脂の温度を制御する。
(もっと読む)
金属帯材を被覆する方法および装置、およびその製品
【課題】金属帯材(10)の両面に押出被覆する方法および装置の提供。
【解決手段】アルミニウム合金帯材のような金属帯材(10)がプレコンディショナー(20)、二つの押出型(22,32)、ポストヒーター(42)および冷却装置(44)を通って移動する。帯材(10)の両面は熱可塑性重合体の薄い被覆でコーティングされる。被覆された金属帯材(11)は缶および缶端部のような陽極、ならびに自動車、器具、航空宇宙飛行体、構造体および電気装置に有用である。
(もっと読む)
多層記録支持体
本発明は、上側及び裏側を有する基体を含む支持体であって、少なくとも上側が少なくとも2つの樹脂層を備え、基体から最も離れている最外樹脂層が少なくとも50重量%の、0.90g/cm3未満の密度を有する1種類のポリエチレンホモポリマー又はポリエチレンコポリマーを含み、かつ該最外樹脂層が少なくとも0.2g/m2かつ2g/m2未満のコーティング重量を有する支持体に関する。 (もっと読む)
耐燃性のための層状透明熱可塑性物質
透明な耐燃性部品において使用される層状材料では、薄い耐火性の外側ポリマーフィルムがより厚い透明の内側ポリマー材料に結合される。これにより得られる透明な層状材料は、OSUによる放熱に関するFAA可燃性要件を満たし、優れた耐溶剤性および洗浄可能性を有し、傷がつきにくく、航空産業において室内での用途に使用されるのに十分な透明性を有している。層状材料は、共押出しまたは共積層プロセスにより形成される。  (もっと読む)
(もっと読む)
光ディスクの光透過層用フィルムおよびポリカーボネートフィルムの製造方法
【課題】光ディスクの光透過層用フィルムとして好ましい物性及び光学的特性を有するフィルムおよびかかるポリカーボネートフィルムの製造方法を提供する。
【解決手段】ポリカーボネート樹脂を溶融押出しして作成した光ディスクの光透過層用フィルムであって、フィルムの厚みが10〜150μm、厚み斑が±2μm以下、140℃で1hr熱処理後の熱寸法変化率が0.08%以下、全光線透過率が89%以上、面内レターデーションが1〜15nm、厚み方向のレターデーションが100nm以下、中心線平均表面粗さが両面共に1〜5nmの範囲であることを特徴とする光ディスクの光透過層用フィルム。
(もっと読む)
光学フィルム、及びその製造方法、光学フィルムを用いた偏光板
【課題】 液晶表示装置(LCD)等の各種の表示装置に用いられる光学用フィルム、特にこれら表示装置に用いられる偏光板用保護フィルム、および位相差フィルムに有用な光学フィルムについて、フィルムの幅手方向に遅相軸を有し、均一なリタデーションを有する光学フィルム、及びその製造方法、光学フィルムを用いた偏光板を提供する。
【解決手段】 セルロースエステル系樹脂または脂環式構造含有重合体樹脂を溶融流延製膜法によりダイから押し出し、冷却固化して未延伸フィルムとし、連続して該未延伸フィルムの両端を把持して幅方向に延伸し、得られた延伸フィルムを巻き取る連続的な光学フィルムの製造方法であって、流延ダイはフィルム幅手方向に配置された厚み調整手段(スリット間隙調整手段)を有しており、厚み調整手段のフィルム幅手方向の配置間隔が、10mm以上60mm以下である。
(もっと読む)
押出装置
【課題】圧力変動による吐出量の変動を抑制できると共に、装置先端部の大型化を抑制できる押出装置を提供すること。
【解決手段】ホッパー4から投入された材料を混錬して押し出すためのスクリュー5を有する押出機2と、押出機2の先端部に設けられたギヤーポンプ1と、ギヤーポンプ1に設けられ、スクリュー5と回転軸芯Xが一致した状態で回転駆動される太陽ギヤ10と、ギヤーポンプ1に設けられ、太陽ギヤ10に従動して回転される遊星ギヤ11とを備えた押出装置であって、スクリュー5を駆動するための第1モータ17と、太陽ギヤ10を駆動するための第2モータ14とを備え、太陽ギヤ10と第2モータ14とを連結するための駆動軸13がスクリュー5の内部に設けられている。
(もっと読む)
熱成形用ポリカーボネートシート
【課題】 本発明は、優れた熱成形性を有し、かつ、優れた耐衝撃性を有する熱成形に好適なポリカーボネートシートを提供する。
【解決手段】 粘度平均分子量が24,000〜29,000からなるポリカーボネートシートをガラス転移温度よりも15〜25℃高い温度で8分間加熱したときにシートが一方向に反ることを特徴とする板厚が1.5〜2.5mmの熱成形用ポリカーボネートシート。
(もっと読む)
多層押出成形装置、多層フィルムの製造方法及び多層延伸フィルムの製造方法
【課題】溶融樹脂の細かな温度調整を行うことによって、少なくとも3層の多層フィルムの最外層部分と内層部分の厚みムラを解消できる多層フィルムの多層押出成形装置を提供する。
【解決手段】多層フィルム2の最外層の厚みは、大まかにはチョークバー44,46をチョークバー調整ボルト48,50の進退により移動させることにより調整する。微小な厚み調整は、各ボルト48,50に埋め込んである棒状電気ヒーターの発熱量をコントロールすることによって、チョークバー44,46を加熱し、流路34,38を流れる溶融樹脂の樹脂温度を変化させることにより調整する。制御装置80は、厚み検出装置70から送出される厚みデータに基づいて、棒状電気ヒーターの電圧量を適切に制御し、溶融樹脂の樹脂温度を制御するような電圧調整信号を、棒状電気ヒーターに対して送出する。
(もっと読む)
多層積層体の製造方法
【課題】ポリアミドと含フッ素エチレン性重合体とを積層してなる層間接着力や低温衝撃性に優れた多層積層体を、同時多層共押出し法によって、付加的工程の必要や特定の接着性材料に限定されることなしに容易かつ簡易に製造する方法を提供する。
【解決手段】ダイ及び上記ダイに樹脂を供給する複数の押出機からなる共押出し装置を用いて同時多層共押出し法により、少なくとも、ポリアミド(A)と含フッ素エチレン性重合体(B)とを積層し、上記(A)及び(B)からなる積層体を得る多層積層体の製造方法であって、上記ダイの温度を260℃を超えて310℃以下の範囲にする多層積層体の製造方法。
(もっと読む)
構造化ポリマーフィルムおよびその製造方法
構造化ポリマーフィルムの両側に複数の長手方向に間隔のあいた構造を有する構造化ポリマーフィルムを製造する方法が記載されている。この方法は、複数のツール突出部(204)を含む外周面を有する回転可能なツール(200)を提供する工程と、ツールの外周面の反対に平滑な順応可能な外周面(212)を有するニップロール(210)を提供する工程と、ツールとニップロールとの間のニップにポリマー層を導入する工程と、周囲表面にツール突出部のあるツールとニップロールとの間にポリマー層をプレスして、ポリマー層の第1の側へウェブ凹所およびポリマー層の反対側の第2の側から離れるように延在するウェブ突起を形成して、構造化ウェブを形成する工程と、構造化ウェブをツールから取り出す工程と、を含む。試料処理物品も記載されている。 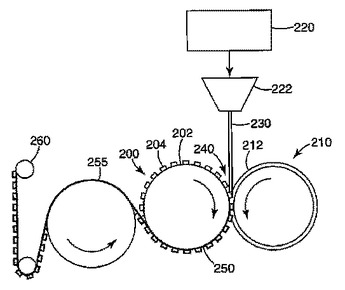 (もっと読む)
(もっと読む)
141 - 160 / 178
[ Back to top ]