
Fターム[4F207KM06]の内容
プラスチック等の押出成形 (29,461) | 押出成形の補助、付属操作及びその装置 (1,501) | 制御 (1,253) | 検出工程部位 (292) | 押出し後工程 (178)
Fターム[4F207KM06]に分類される特許
101 - 120 / 178
木質系樹脂発泡成形体の製造方法、木質系樹脂発泡成形体、及びこれを用いた床材
【課題】生産工程を増やすことなく、熱寸法安定性に優れ、加えて引取方向の熱寸法安定性と、基材巾方向の熱寸法安定性の差も少なくした木質系樹脂発泡成形体の製造方法、該製造方法により製造された木質系樹脂発泡成形体、及びこれを用いた床材を提供する。
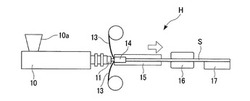
【解決手段】少なくとも熱可塑性樹脂および木質系フィラーおよび発泡剤を含有する木質系樹脂組成物を溶融して発泡させた木質系樹脂発泡材料を金型11から押出し、滑りサイジング金型14を通過させて成形するとともに、前記熱可塑性樹脂と同系統の熱可塑性樹脂からなる不織布13を前記木質系樹脂発泡材料と滑りサイジング金型14との間に通過させて、前記木質系樹脂発泡材料の表面に不織布13を張り合わせて木質系樹脂発泡成形体Sに一体成形することを特徴とする。
(もっと読む)
プラスチック中空板の製造方法および製造装置

【課題】 キャップシートとバックシートからなる二層品のキャップ上にライナーシートを融着させた、三層構成をもつプラスチック中空板の製造において、ライナーシートの表面の平滑性が改善された製品を与える製造技術を提供する。
【解決手段】 プラスチック材料として代表的にはポリプロピレンを使用し、ライナー加圧ロールに近接して多数の放電針を配置し、放電針が(+)でライナー加圧ロールが(−)となる高圧の直流電圧を印加して、放電針の先端とライナー加圧ロールの軸を結ぶ平面上を放電電流が通過する放電を行ない、この平面が、ライナーシートがライナー加圧ロールに接触する直線のわずか上方においてライナーシートを通過するようにして、ライナーシートをライナー加圧ロールに対して一直線上で密着させ急冷したのち、キャップに押圧することにより、ライナーシートとライナー加圧ロールとの間に空気が巻き込まれることを防いで貼り合わせを行なう。
(もっと読む)
光学フィルムの製造方法および光学フィルム
【課題】厚さ精度が高いとともに、ダイラインがなく、さらに凹み欠陥が少ない、表面平滑性に優れた光学フィルムを製造することができる光学フィルムの製造方法、および当該製造方法によって作製されるフィルムを用いた各種光学フィルムを提供する。
【解決手段】溶融押出法によって、Tダイからシート状の熱可塑性樹脂を押し出す押出工程と、押出工程によって押し出されたシート状の熱可塑性樹脂を、2つの冷却ロールの間に挟み込むことによってフィルムを形成するフィルム形成工程と、を有し、フィルム形成工程では、2つの冷却ロールによってシート状の熱可塑性樹脂を挟み込む力をP(kgf)、前記Tダイから吐出されるシート状の熱可塑性樹脂の幅をH(cm)とした場合、3.0≦P/H≦20.0である。
(もっと読む)
光学フィルム、光学フィルムの製造方法、それを用いた偏光板及び液晶表示装置
【課題】紫外線吸収性能や透明性に優れ、ブリードアウトが少ない紫外線吸収剤を含有する光学フィルムを提供することにある。
【解決手段】下記一般式(1)で表される紫外線吸収剤を含有することを特徴とする光学フィルム。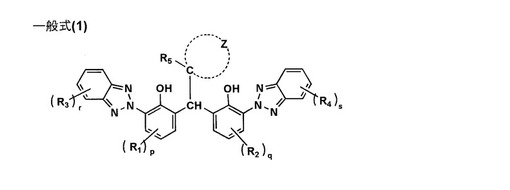 (もっと読む)
(もっと読む)
環状オレフィン系樹脂フィルム及びその製造方法
【課題】未延伸の中間ベースフィルムの脆性を改善し、安定して環状オレフィン系樹脂フィルムを製造できる方法を提供する。
【解決手段】環状オレフィン系樹脂を押出し温度230〜260℃、溶融粘度が500〜3000Pa・Sでフィルム状に押出機14でダイ16から溶融押出し、溶融押出されたフィルム12Aをキャスティングすると同時に分子配向処理し、フィルム12Aを巻取機26で巻き取る。次いで、送出機32からフィルム12Bを送出し、縦延伸部34及び横延伸部40でフィルム12Bを延伸して、レターデーションを発現させて光学フィルム12Cを製造する。
(もっと読む)
小片シートの製造方法
【課題】成形加工工程においてレーザー切断装置を組み込んで、オンラインで切断したときに、寸法精度、切断面の品質が良好な小片シートの製造方法を提供することを目的とする。
【解決手段】溶融した樹脂をダイ44からシート状に押し出し、押し出した樹脂シートAを型ローラ46とニップローラ48で挟み、樹脂シートAが幅方向に厚み分布を有するよう成形し、樹脂シートAを型ローラ46から剥離ローラ50で剥離し、最初に樹脂シートAを搬送方向と直行する方向に沿って切断し、切断された枚葉の樹脂シートAを、鼓型の部材92で押さえながら搬送方向に沿ってレーザー切断装置90Aで切断し、小片シートの光入射面となる面を形成し、小片シートを製造する。
(もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】セルロース系樹脂フィルムの幅方向及び長手方向の厚みムラの発現を抑制することができるので、高い光学特性のフィルムを得ることのできるセルロース系樹脂フィルム及びその製造方法を提供する。
【解決手段】本発明に係る熱可塑性樹脂フィルムの製造方法は、押出機22で溶融した熱可塑性の樹脂をダイ24からシート状に吐出し、回転中の冷却ローラ28上に着地させ、冷却固化して製膜する。冷却ローラ28に着地するまでの溶融樹脂は、その流れ方向に出力を変化可能なヒーター25で加熱することによって、流れ方向の温度分布が10℃以内に抑えられる。
(もっと読む)
ポリプロピレン系樹脂製フィルムの製造方法
【課題】透明性および透視感に優れるポリプロピレン系樹脂製フィルムの製造方法を提供する。
【解決手段】Tダイ2より押し出したポリプロピレン系重合体又はその組成物からなる溶融膜を、冷却ロール4に巻回し、該冷却ロールに近接して設けられたエアーチャンバー3より空気を吹き出して前記溶融膜を前記冷却ロールに押し付けながら冷却固化させるポリプロピレン系樹脂製フィルムの製造方法であって、以下の要件(1)〜(3)を満たすポリプロピレン系樹脂製フィルムの製造方法。(1)ポリプロピレン系重合体の粘度が50〜600Pa・sとなる温度にTダイを設定すること(2)エアーチャンバー内の空気圧力が1〜20mmAqであること(3)冷却ロールの温度が20℃以下であること
(もっと読む)
マンドレルの製造方法及びその装置
【課題】製造現場の温度条件が変化しても、サイジングダイをサイズの異なるものに交換することなく常に所定の外径寸法のマンドレルを製造することのできるマンドレルの製造方法及びその装置を提供する。
【解決手段】サイジングダイ20に設けた油流通路23に所定温度の油を流通させながらサイジングダイ20によって溶融樹脂2を成形するようにしたので、油流通路23の油によってサイジングダイ20の温度を制御することにより、マンドレル1の外径寸法の変動を抑制することができる。これにより、製造現場の温度条件が変化しても、サイジングダイ20をサイズの異なるものに交換することなく常に所定の外径寸法のマンドレル1を製造することができる。従って、サイジングダイ20の交換による段替えを発生させることがなく、生産性の向上を図ることができる。
(もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】ロールを損傷させることなく、これらのロールの汚れを効果的に除去することにより、傷が少ない高品質の熱可塑性樹脂フィルムを効率的に製造する方法を提供する。
【解決手段】走行するフィルムが少なくとも1本のロールに接する工程を含む熱可塑性樹脂フィルムの製造において、走行するフィルムが接するロールのうち少なくとも1本のロールに周波数1000〜7000Hz、パルス幅100〜280ナノ秒のレーザー光を間欠照射することを特徴とする。
(もっと読む)
情報記録媒体及びその製造方法
【課題】ドローダウン性、ネックイン性、フィッシュアイ性、表面平滑性等の情報記録媒体として必要な各種条件を十分に満足した得ることができる。
【解決手段】情報記録媒体の押出ラミネート製造において、ポリエチレン樹脂として、メルトフローレート(MFR:190℃、2.16kg)が50〜150g/10分であると共に、MFRと流入圧力損失比(Re)とが下記の関係式(1)を満たし、且つ0.05mm厚みのフィルムで測定した際に0.2mm以上のフィッシュアイの個数が0.1m2あたり12個以下である樹脂特性のものを用いて、ダイ14から押し出されてフィルム12に成形されるポリエチレン樹脂の成形温度が250℃以上、310℃以下として、
フィルム表面におけるクレータ状の細孔の数が100個/cm2未満を満足する。
(もっと読む)
木質感を有する多層押出成形体
【課題】優れた木質感とともに耐候性に優れた合成樹脂系多層押出成形体の提供。
【解決手段】耐候性に優れた着色樹脂をベース樹脂とする表層材2と基材1とを含んでなる多層押出成形体の表層材表面がサンディング処理されたことにより、微細な凹凸が形成され表面艶消し状態とされた木質感を有する多層押出成形体。ベース樹脂としては、好ましくはポリメチルメタクリレート樹脂、アクリロニトリル/アクリルゴム/スチレン共重合樹脂、アクリロニトリル/エチレンプロピレンゴム/スチレン共重合樹脂、およびポリメチルメタクリレート樹脂/スチレン共重合樹脂からなる群から選ばれた樹脂である。
(もっと読む)
二軸延伸ポリアミドフィルムの製造方法。
【課題】 50m/分を超える高速においてもポリアミド溶融樹脂膜を冷却ロールへ均一に密着させ、冷却固化フィルムの結晶化斑を低減させることにより、厚みの均一性に優れる二軸延伸ポリアミドフィルムの製造方法を提供する。
【解決手段】 ポリアミド溶融樹脂膜を回転式冷却ロールに静電密着させる際、多数の突起を備えた電極を電極ホルダーに固定した静電密着用電極を用い、かつ、前記電極ホルダーを湾曲させた状態で直流高電圧を印加する二軸延伸ポリアミドフィルムの製造方法であって、前記ホルダーが湾曲調整手段を有し、かつ、前記電極ホルダーの中央部とフィルムとの間隔と前記電極ホルダーの中央部とフィルムとの間隔の差が0.05〜0.5cmとなるように前記電極ホルダーを湾曲させることを特徴とする二軸延伸ポリアミドフィルムの製造方法である。
(もっと読む)
ポリスチレン系樹脂発泡シートの製造方法
【課題】 本発明は、凹凸の縞模様が殆どなく熱融着性に優れた低密度なポリスチレン系樹脂発泡シートの製造方法を提供する。
【解決手段】 本発明のポリスチレン系樹脂発泡シートは、ポリスチレン系樹脂を押出機に供給して発泡剤の存在下にて溶融混練して押出発泡して円筒状発泡体を製造し、この円筒状発泡体の外表面を冷却した後に上記円筒状発泡体をその径方向に押し潰して、上記円筒状発泡体の内面同士を熱融着させて二枚合わせのポリスチレン系樹脂発泡シートを製造するポリスチレン系樹脂発泡シートの製造方法であって、上記ポリスチレン系樹脂は、そのメルトフローレイトが0.5〜3.0g/10分で且つZ平均分子量(Mz)が6.0×105〜10.0×105であると共に、Z平均分子量(Mz)と重量平均分子量(Mw)との比(Mz/Mw)が2.0〜4.0であることを特徴とする。
(もっと読む)
溶融樹脂の搬送装置
【課題】上流工程からシート状に連続的に押し出された溶融樹脂を受け取ってチェーンコンベアへ向けて搬送するベルトコンベアと、そのベルトコンベアから搬送された溶融樹脂を下流工程へ搬送するチェーンコンベアとから構成されている場合であっても、溶融樹脂がベルトコンベアからチェーンコンベアへ乗り移るとき、溶融樹脂にシワを生じさせることがない溶融樹脂の搬送装置を提供する。
【解決手段】ベルトコンベア40のベルト41の張力は、無負荷の状態でベルトコンベア40を運転させたとき、ローラ42、43の外周面に対してベルト41が溶融樹脂Sの搬送方向へ滑ることないように設定されており、且つ、負荷の状態でベルトコンベア40を運転させたとき、ローラ42、43の外周面に対してベルト41が溶融樹脂Sの搬送方向へ滑り可能に設定されている。
(もっと読む)
積層体の製造方法
【課題】プラスチック基材上に少なくとも接着層とシーラント層がこの順序で設けられてなる積層体の製造方法であって、優れたラミネート強度を有し、かつ揮発性物質が含まれている各種強浸透性内容物が作用してもプラスチック基材とシーラント層間のラミネート強度が低下せず、特にラミネート加工後の長時間のエージングが不要で、安定した十分なラミネート強度を有する積層体の製造方法を提供する。
【解決手段】プラスチック基材上に少なくとも接着層とシーラント層がこの順序で設けられていて、接着層の厚みが1μm以下であって、接着層がイソシアネート化合物85重量%以上からなり、押出ラミネート法でシーラント層を形成して積層後、加熱加湿処理を施す。
(もっと読む)
熱可塑性合成樹脂製シート又はフイルムの製造方法およびその装置
【課題】第2の支持ローラを移動させてキャスティングローラの外周面に対して接近離反することにより、熱可塑性合成樹脂製シート又はフイルムの種類に応じてキャスティングローラ外周面又は成形スリーブ表面に対する熱可塑性合成樹脂製シート又はフイルムが密着接触する距離を適宜調整可能とする。
【解決手段】フイルム若しくはシートFの種類を変更し、例えばアクリルのようにキャスティングローラ12の外周面と成形スリーブ15の表面からの剥離抵抗が大きい場合には、支持レバー26を回動することで第2の支持ローラ17を移動させてキャスティングローラ12の外周面から遠ざけて、キャスティングローラ12外周面、成形スリーブ15表面に対するこのシート又はフイルムFの密着接触距離Sを短く調整し、キャスティングローラ12外周面から、成形された熱可塑性合成樹脂製シート又はフイルムを引き取る。
(もっと読む)
薄膜シート成形用ロール
【課題】 薄膜シートを効率よく容易に成形することができるシンプルな構造で安価な薄膜シート成形用ロールを提供する。
【解決手段】 弾性変形が可能な金属薄膜からなる金属製弾性外筒102と、該金属製弾性外筒102の内部に、上記金属製弾性外筒102の両端部を閉塞する弾性変形自在の環状シール部材103と、冷却流体の流路を形成し上記金属弾性外筒102を内部から押圧する弾性変形自在の被覆部材104を外周部に有する内筒105を、備えてなるものである。
(もっと読む)
光学シートの製造方法及び光学シート
【課題】エンボス形状の高い転写精度を得つつ樹脂シートのアモルファス状態を維持できる結晶性樹脂を含む熱可塑性樹脂からなる光学シートの製造方法を提供する。
【解決手段】表面にエンボス加工が施されたアモルファス状態の透明結晶性樹脂シートからなる光学シートの製造方法であって、表面にエンボス形状が形成された金属製エンボスベルト13を加熱ロール11と冷却ロール12に巻装し、エンボスベルト13上で樹脂シート10をそのガラス転移温度以上の温度でエンボス加工を施した後、樹脂シート10をそのガラス転移温度よりも低い温度に急冷してエンボスベルト13から剥離する。これにより、樹脂シート10に対する形状転写性を維持しつつ、樹脂シート10が結晶性樹脂である場合でもその過度の結晶化による白化を阻止できる。
(もっと読む)
ゴムストリップをタイヤブランクに張り付ける装置、設備及び方法
【課題】ゴムストリップをタイヤブランクに張り付ける装置及び方法を提供する。
【解決手段】張り付け装置(12)は、ゴム押出機(28)を有し、ゴム押出機は、ゴムストリップ(B)を付形してこれを押出機から送り出す押出しオリフィス(34)を備える。オリフィスは、押出機に回転可能に取り付けられたローラ(36)によって構成される。装置(12)は、ローラをブランクに押し付けてローラがゴムストリップをブランクに張り付けるようにするためのスラスト手段(58)を更に有する。押出機は、ローラをストリップに押し付けるためにスラスト手段が作用する対象であるレバーを形成するよう軸線回りに回動するよう設けられている。
(もっと読む)
101 - 120 / 178
[ Back to top ]