
Fターム[4F207KM06]の内容
プラスチック等の押出成形 (29,461) | 押出成形の補助、付属操作及びその装置 (1,501) | 制御 (1,253) | 検出工程部位 (292) | 押出し後工程 (178)
Fターム[4F207KM06]に分類される特許
61 - 80 / 178
電気絶縁性シートの表面処理装置、表面処理方法、および、電気絶縁性シートの製造方法
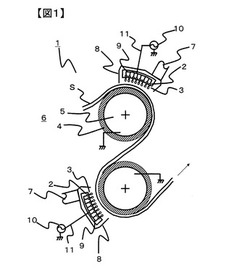
【課題】電気絶縁性フィルムの放電処理による表面改質方法に関する。光学フィルム等のコーティング塗膜では、フィルムのぬれ性が不均一であると、ぬれが低い部分で塗布ムラが発生しやすく、光学欠点を抑制できないでいた。
【解決手段】フィルム表面に、放電密度が1×104[W/m2]以上4×104[W/m2]以下、かつ、処理時間0.04[秒]以上0.2[秒]以下で処理を行った後、フィルムに塗液をコーティングする。フィルム表面のぬれがばらつきなく均一であるので、コーティング塗液がはじきにくく塗布欠点を発生しにくい。
(もっと読む)
熱可塑性フィルム、その製造方法、偏光板および液晶表示装置
【課題】大きな位相差の傾斜構造を有し、熱寸法変化率が改善されており、かつ、液晶表示装置に使用した際に対角線状に表示むらの発生しない熱可塑性フィルムおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂を含有する組成物をダイから溶融押出しする工程と、溶融押出しされた溶融物を互いに周速の異なるチルロールとタッチロール間を通過させてフィルム状に成形する工程と、フィルム状に成形した溶融物をTg−15℃〜Tg+30℃の温度下において0.5〜15kgf/mの張力で搬送する工程と、を含むことを特徴とする熱可塑性フィルムの製造方法(但し、Tgは前記熱可塑性樹脂のガラス転移温度を表す)。
(もっと読む)
多層微多孔膜の製造方法および非水電解液二次電池用セパレータ
【課題】セパレータとして用いた場合に良好な安全性と良好なサイクル性とを備えた二次電池を実現し得る多層微多孔膜、等を提供する。
【解決手段】樹脂組成物(I)と樹脂組成物(II)とを共に溶融状態で押出し、樹脂組成物(I)にて形成される第一の層と、樹脂組成物(II)にて形成される第二の層とが積層された多層膜を形成する多層膜形成工程と、その後、第一の層、及び第二の層を共に微多孔化する多層微多孔膜形成工程と、を含み、樹脂組成物(I)の融点をmp(I)、粘度平均分子量をMv(I)とし、樹脂組成物(II)の融点をmp(II)、粘度平均分子量をMv(II)とした場合に、mp(I)とmp(II)とのmp差が10℃未満、Mv(I)とMv(II)とのMv差が50万以下、Mv(I)とMv(II)とのMv比が5未満、を満たすことを特徴とする多層微多孔膜の製造方法。
(もっと読む)
軟質シートの製造方法

【課題】効率的な軟質シートの製造方法、特に圧延工程が短縮化された軟質シートの製造方法を提供すること。
【解決手段】前記軟質シートの原料である混合物と、この溶融物が通過する断面穴を有するダイとを用意し、当該混合物を当該ダイの断面穴へ通過させることにより長尺物を成形する押出工程と、前記押出工程により成形された長尺物を切断して所定の切断物を得る切断工程と、前記切断工程により得られた所定の切断物を圧延して均一な性状のシートを成形する圧延工程とを有し、前記混合物の材料がフッ素樹脂に無機質充填材を配合した組成物であり、前記押出工程により成形された長尺物の断面形状が環状であることを特徴とする軟質シートの製造方法。
(もっと読む)
ノルボルネン系樹脂フィルムの製造方法、ノルボルネン系樹脂フィルム、偏光版、液晶表示板用光学補償フィルム及び反射防止フィルム
【課題】熱酸化劣化の防止とダイスジのレベリングができるノルボルネン系樹脂フィルムを提供する
【解決手段】
ノルボルネン系樹脂を押出機14で溶融押し出しし、ダイ16からフィルム状樹脂12A吐出する。ダイ16の吐出口に向けて供給管32,34から不活性ガス、例えば窒素を供給することで、ダイ16の吐出口周辺の酸素濃度を10%以下とする。
(もっと読む)
ポリ乳酸樹脂組成物
【目的】 実質的に可塑剤レスでも、所要の柔軟性および透明性を達成することが容易なポリ乳酸樹脂組成物を提供すること。
【構成】 原料樹脂が、実質的に、1)ポリ乳酸と、2)ハードセグメントがアクリル酸エステル単位(例えば、アクリル酸nブチル)を主体とし、ソフトセグメントがメタクリル酸エステル単位(例えば、メタクリル酸メチル)を主体とする、ブロック共重合体であるアクリル系熱可塑性エラストマー(アクリル系TPE)とからなる。樹脂成形品の所要物性に応じて前記ポリ乳酸とアクリル系TPEとの混合比を設定する。
(もっと読む)
ホース製造用のマンドレル線及びその製造方法
【課題】特に、ホースの製造後に、ホース本体からマンドレル線を効率よく抜き出すことを可能にしたホース製造用のマンドレル線及びその製造方法を提供すること。
【解決手段】芯線2と、該芯線2の外周に被覆された樹脂被覆3と、からなり、上記樹脂被覆3の表面には、不連続な凹部が設けられているホース製造用のマンドレル線1。上記樹脂被覆3の凹部の深さが60μm〜150μmであり、上記樹脂被覆3がフッ素樹脂であり、上記芯線2が硬質ステンレス鋼線の撚線であるホース製造用のマンドレル線1。芯線2の外周に樹脂被覆3を被覆しマンドレル線1とし、上記樹脂被覆3の溶融温度付近に上記マンドレル線1を保持した後、連続して、JIS R6001による#240〜#600の研磨剤を表面に備えた少なくとも一対のロール14間に上記マンドレル線1を通過させるホース製造用のマンドレル線の製造方法。
(もっと読む)
液晶表示装置、アクリルフィルムおよびその製造方法
【課題】斜めから覗いた時に黒表示の色ずれが少なく、特に温度変化を与えた時に顕著に現れる黒表示の色ずれが少ないIPS方式の液晶表示装置を提供する。
【解決手段】Reの測定角依存性が0.001〜0.16であるアクリルフィルムを設けたことを特徴とするIPS方式の液晶表示装置(ここで、Reはアクリルフィルムの面内方向の複屈折を表し、Reの測定角依存性は、前記アクリルフィルムの両面のそれぞれについて測定した下記式で表されるαの平均値を表す)。 (もっと読む)
(もっと読む)
インフレーションフィルムの製造装置及びインフレーションフィルムの製造方法
【課題】極めて清浄度が高いインフレーションフィルムを所望の大きさで製造することが可能なインフレーションフィルムの製造装置を提供する。
【解決手段】インフレーションフィルムの製造装置10は、環状ダイ12と、入口側フィルタ14と、出口側フィルタ16とを備える。環状ダイ12は、環状流路12cと、ガス導入流路12dと、ガス排出流路12eとを有する。環状流路12cは、その出口から円筒状の溶融樹脂R(バブルB)を排出する。ガス導入流路12dは、バブルB内にガスを導入するためのものである。ガス導入流路12dは、その出口が環状流路12cの出口の内側に位置しており、その入口が環状流路12cの出口の外側に位置している。出口側フィルタ16は、ガス導入流路12dの出口側に設けられており、ガス導入流路12dと連通している。
(もっと読む)
アクリルフィルムおよびその製造方法、並びに、偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置
【課題】膜厚が薄く、ダイライン、表面粗さおよびフィルムシワが良好なアクリルフィルムおよびその製造方法を提供する。さらに、これを用いた光もれが起き難い偏光板、光学補償フィルム、反射防止フィルム、およびこれらを用いた液晶表示装置を提供する。
【解決手段】ガラス転移温度(Tg)が100℃以上のアクリル系樹脂を含有し、膜厚が20〜60μmであり、ダイラインの高さ及び深さが50nm以下であり、表面粗さ(Ra)が0.005μm〜0.2μm以下であり、かつシワ高さが5mm以下であることを特徴とするアクリルフィルム。
(もっと読む)
シート・フィルム成形ロール、シート・フィルムキャスティング装置、微細パターン転写装置およびシート・フィルム
【課題】タッチロール式のキャスティングに適用でき、各熱媒体室の個別の温度設定を適正に行うことができるロール円周方向にロール表面温度差を有する温調のシート・フィルム成形ロールを提供する。
【解決手段】中心回転軸20と、中心回転軸20の軸線方向に離れた二つの位置に配置された固定端板28,29と、両端を固定端板より回転可能に支持された金属薄膜製の外筒40と、両端を固定端板より回転可能に支持され中心回転軸の外周面に摺接すると共に外筒の内周面に摺接する複数個の転動ラバーロール70とを有し、転動ラバーロールは外筒と中心回転軸との間の円環状の空間を円周方向に複数個の熱媒体室に区分しておりその複数個の熱媒体室の各々に熱媒体が入るよう構成されており、各熱媒体室のうちの少なくとも1つの熱媒体室91には、電気を熱源とするヒータが設けられているシート・フィルム成形ロール10である。
(もっと読む)
樹脂シートの製造方法
【課題】樹脂シートの表裏面に保護フィルムをラミネートした状態でアニール処理しても樹脂シートが変形することがない。
【解決手段】溶融樹脂を型ローラ44とニップローラ46でニップしてシート状に成形した樹脂シートAの表裏面に保護フィルム52をラミネートした状態でアニール処理して成形時の残留歪みを除去する際に、保護フィルム52として粘着力が0.05〜0.3N/25mmの弱粘着層を有するものを用いる。
(もっと読む)
偏肉樹脂シートの製造方法および製造装置
【課題】成形時の幅方向の厚さ分布が大きい樹脂シートを製造した際に、反りや歪みのない樹脂シートの製造方法及び製造装置を提供する。
【解決手段】溶融した樹脂をダイ12からシート状に押し出す押出工程112と、押し出した樹脂シート14を型ローラ16とニップローラ18とでニップして偏肉成形しながら冷却して固化する成形冷却工程と、型ローラ16から剥離した樹脂シートを徐冷する徐冷工程116と、を備え、成形冷却工程112及び徐冷工程116前の少なくとも一方において、樹脂シート14の幅方向の温度分布が均一となるように、噴霧ノズル30が設けられた液体噴霧手段で液体を吹き付けて樹脂シートを冷却する噴霧冷却工程を有するようにする。
(もっと読む)
保護フィルム付樹脂シート、及びその製造方法
【課題】樹脂シートの表裏面に保護フィルムをラミネートした状態でアニール処理しても樹脂シートが変形することがない。
【解決手段】樹脂シートと、樹脂シートの表裏面に貼り付けられた保護フィルムとを備え、樹脂シートと保護フィルムとが、(1)|樹脂シートの熱膨張率−保護フィルムの熱膨張率|≦2×10−5/℃及び(2)保護フィルムの引張り弾性率/樹脂シートの引張り弾性率≦1/7を満たす保護フィルム付樹脂シート。
(もっと読む)
偏肉調整型エアーリング
【課題】 インフレーションフィルム製造装置において、冷却風の流れを分断することなく且つ、時間の経過においても円周方向で冷却風の温度を最適に制御することができ、偏肉や物性等に優れた合成樹脂フィルムを製造することができる偏肉調整型エアーリングを提供する。
【解決手段】 インフレーションフィルム製造装置1のダイ2上に設置されたエアーリング4の冷却風流路内に冷却風の流れに直交するように、多数の円弧板12を所定の間隙をもってリング状に配設すると同時に該間隙に断熱材12aを充填し該多数の円弧板12同士をリング状に一体化すると共に、前記各円弧板12内に偏肉調整用の電気加熱ロッド9を埋設した。
(もっと読む)
弾性ローラの製造方法
【課題】段付き芯金上にゴム組成物をクロスヘッド押し出し機により積層する際に、ゴム組成物の端部からの剥離を抑制し、形状精度に優れた弾性ローラを製造する方法を提供する。
【解決手段】本発明に係る弾性ローラの製造方法は、クロスヘッドを用いて段付き芯金の全長さにわたってゴム組成物を押し出した後、第2の円筒部を取り囲むゴム組成物の層を、第1の円筒部から離れた位置において、ゴム組成物の層の外側から把持部材を用いて把持し、ゴム組成物の層を第2の円筒部の周面に接触させる工程を有し、この工程は、ゴム組成物の層を第2の円筒部の周面に接触させた位置よりも第1の円筒部に近い側において、第2の円筒部を取り囲むゴム組成物の層が把持部材によるゴム組成物の把持に伴って外側に拡がることを規制しつつ行う。
(もっと読む)
ウェザストリップの中空シール部への穿孔方法及び装置
【課題】中空シール部内に支柱を備えたオープニングウェザストリップの支柱へのエア抜き孔の穿孔方法において、エアの抜け道を確保し、良好なドア閉じ性を確保するためのエア抜き孔を支柱に短時間で確実に穿孔できるようにする。
【解決手段】口金11内にはU字管18が組み込まれ、U字管18の一端は、口金11のコア金型19より突出してL字形に屈折し、他端は押出されるウェザストリップ6外側の口金11の吐出側より突出する。口金吐出側のウェザストリップ外側に設けられる作動装置21には前記U字管18にスライド可能に通したワイヤー状の穿孔治具22が連結され、該治具22をU字管18を通して進退させ、その一端をU字管18の一端より押出し方向と直交する方向に出入りさせてウェザストリップ6の中空シール部内の支柱5に突き刺し、エア抜き孔の穿孔を行う。
(もっと読む)
シート・フィルム成形ロール及びシート・フィルム成形装置
【課題】キャスト式シート・フィルム成形やタッチロール式シート・フィルム成形に用いられるシート・フィルム成形ロールにおいて、ロール軸線方向中央領域とロール軸線方向端部領域とで、外筒の表面温度を異なる温度に個別に設定できるようにすること。
【解決手段】外筒11の内周面と内筒21の外周面と間に画定された環状の熱媒体通路41を仕切板42、43によってロール軸線方向中央領域44とその両側のロール軸線方向端部領域45、46とに区分し、それら各領域に熱媒体を個別に供給する。
(もっと読む)
光学シート、光学シートの製造方法、成形体ならびに成形体の製造方法
【課題】薄肉・大画面化が図られた導光板等の成形体への加工が容易で、光線透過率の高い光学シートおよびその製造方法、光学シートの表面に凹凸パターンを形成させてなる成形体および成形体の製造方法を提供すること。
【解決手段】(A)粘度平均分子量22000以下の芳香族ポリカーボネイト100質量部および(B)酸化防止剤0.01〜1質量部を含有し、青色系色素または顔料を含まない芳香族ポリカーボネイト樹脂組成物が押出機から押し出された後、ガラス転移温度以下で冷却された光学シートであって、該光学シートの厚み0.1〜1mmにおける全光線透過率が91%以上であることを特徴とする光学シートおよび前記芳香族ポリカーボネイト樹脂組成物をシート状に溶融押し出しする成形工程、溶融押し出しされたシート状成形体をガラス転移温度以下に急冷する冷却工程、および冷却されたシート状成形体を、50℃以上、前記芳香族ポリカーボネイト樹脂組成物のガラス転移温度以下で熱処理する熱処理工程からなることを特徴とする光学シートの製造方法、光学シートの表面に凹凸パターンを形成させてなる成形体、ならびに光学シートの表面に凹凸パターンを形成させることを特徴とする成形体の製造方法である。
(もっと読む)
長手状成形品の製造方法
【課題】長手状成形品の温度による収縮問題を解決する製造方法を提供する。
【解決手段】樹脂を押出し成形し、冷却した後、所定寸法にカットするようにした所定長
の長手状成形品の製造方法において、長手状成形品を冷却後に所定温度を加えてアニール
することにより長手状成形品を製造し、樹脂が管状に押出し成形されてチューブとして成
形されアニールは長手状成形品をカット後に行い、アニールは約60℃以上で約1時間以
上加熱し、アニールは炉中に投入することで加熱するようにした長手状成形品の製造方法
。
(もっと読む)
61 - 80 / 178
[ Back to top ]