
Fターム[4F208AH31]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 用途物品 (1,866) | 航空機、ロケット、宇宙開発 (17)
Fターム[4F208AH31]の下位に属するFターム
パラシュート、パラグライダー、気球
Fターム[4F208AH31]に分類される特許
1 - 17 / 17
プレス成形品、並びにその製造方法及び製造装置
【課題】加熱時間を短縮させて、製造効率を高めた、炭素繊維及び熱可塑性樹脂を有するシートからのプレス成形品の製造方法及び製造装置;物性劣化を防止した、炭素繊維及び熱可塑性樹脂を有するプレス成形品及びの提供。
【解決手段】炭素繊維及び熱可塑性樹脂を有するプレス成形品であって、i)プレス成形品100vol%中、炭素繊維が5〜50vol%を有し、ii)プレス成形品の体積抵抗率が5×10−3〜1×10−1Ω・cmであり、iii)プレス成形品の厚さが0.25〜30mmである、プレス成形品により、上記課題を解決する。
(もっと読む)
複合材中空部品の成形方法及び成形装置
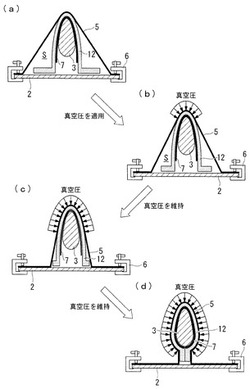
【課題】板厚が厚くなっても皺の発生を抑制しつつ、小額の設備投資で成形品質の高い中量産部品を成形できる成形方法及び成形装置を提供することを目的とする。
【解決手段】複合材中空部品の成形方法は、架台2上に、保持部により該架台2と間隔をあけてツール3を保持し、該ツール3上に、繊維で強化された樹脂からなるプリプレグ7を載置し、プリプレグ7の上から、ツール3及びプリプレグ7を高伸度シート5で被覆し、高伸度シート5とツール3及びプリプレグ7の外周側で、高伸度シート5がプリプレグ7と接触するプリプレグ7の頂部から端部にかけて高伸度シート5に張力がかかるよう高伸度シート5と架台2とを固定治具6により固定してツール3及びプリプレグ7を収容した密閉空間Sを形成した後、密閉空間S内に接続された真空引き装置により、密閉空間S内を真空引きしてツール3にプリプレグ7を巻きつける。
(もっと読む)
真空成形方法および成形体

【課題】
強化繊維と熱可塑性樹脂からなる成形材料を用いた真空成形方法において、作業性と深絞り形状に優れる真空成形方法および真空成形で得られた成形体の提供。
【解決手段】
本発明は成形体を構成するための(a)強化繊維と(b)熱可塑性樹脂からなる(c)繊維強化熱可塑性樹脂組成物からなるシートと、賦形性を向上させるための(d)樹脂フイルムからなる(e)真空成形用シートを、ヒーターで加熱溶融させた後、真空引き機構を備えた金型にセットし賦形、固化させることを特徴とする繊維強化熱可塑性樹脂組成物の真空成形方法である。
(もっと読む)
多層発泡体の製造方法及び多層発泡体
【課題】成形品にヒケやソリが発生することなく、成形品の冷却時間を短縮することが可能な多層発泡体を提供する。
【解決手段】 発泡層(102)に非発泡層(101)が積層された多層発泡体(100)であって、非発泡層(101)に炭素繊維が含有されていることを特徴とする。
(もっと読む)
成型用積層体
【課題】加熱処理時のカールを防止し、取り扱い性と保護性の両特性を同時に満足する成型用積層体を提供する。
【解決手段】基材フィルムと、基材フィルムの一方の面に積層された保護フィルムを有する成型用積層体であって、前記基材フィルムが少なくとも一方向に延伸されたポリエステル系フィルムであり、前記保護フィルムがポリプロピレン系フィルムであり、熱カールが小さい成型用積層体。
(もっと読む)
ブロー成形品用芯材
【課題】大きな外的衝撃力が作用しても、シート材が芯材から剥がれることのないブロー成形品を提供する。
【解決手段】芯材と、芯材の外周面に密着させた樹脂製シート材と、からなるブロー成形品における前記芯材(100)であって、外周面には、樹脂製シート材を構成する樹脂が局部的に貯留される樹脂溜まり部(110)が形成されている。
(もっと読む)
多層発泡体の製造方法
【課題】空気だまりが発生し難く、且つ、発泡倍率を向上させることが可能な多層発泡体の製造方法を提供する。
【解決手段】発泡層(102)の外面に非発泡層(101)を有する多層樹脂(200)を押し出し、その多層樹脂(200)の最内面同士を接着し、多層樹脂積層体(201)を形成する。そして、多層樹脂積層体(201)の最外面とキャビティ面(12a,12b)との間に隙間が空くように多層樹脂積層体(201)を金型(11a,11b)で挟み込み型締めし、多層樹脂積層体(201)をキャビティ面(12a,12b)に沿った形状に成形し、多層発泡体を成形する。
(もっと読む)
発泡成形体の製造方法
【課題】軽量でありながら、強度が優れる発泡成形体の製造方法を提供すること。
【解決手段】本発明は、発泡パリソンから発泡成形体40を製造する発泡成形体40の製造方法であって、発泡剤及び熱可塑性樹脂を含む混合樹脂を押出して、発泡パリソンとする押出工程S1と、発泡パリソンの向かい合う内壁面同士を密着させ発泡パリソン積層体30とする密着工程S2と、該発泡パリソン積層体30を分割金型13間に搬送し、該分割金型13で挟み込んで密閉し型締めする型締工程S3と、分割金型13内の空気を吸引して減圧する吸引工程S4と、を備える発泡成形体40の製造方法に存する。
(もっと読む)
ハニカム構造板の製造方法
【課題】簡易な方法で安価に生産可能なハニカム構造板の製造方法を提供し、これにより生産性の向上を図る。
【解決手段】ハニカム構造を有するコアと、コアの表裏に取付けられる一対の外板とを備えたハニカム構造板の製造方法は、コアを樹脂製のコア成形用シートから成形する工程を有し、コアの成形工程は、コア成形用シートであって、その表裏一方の面を凹まし他方の面を突出させた複数の突出部を相互に離隔して所定の間隔に形成したものを一対の板材の間に配置する段階と、この配置により突出部の凹面と板材との間に形成された密閉空間を膨張させ、密閉空間を区画する突出部の側壁部が相互に隣接する他の突出部の側壁部と接触を開始するまで、前記側壁部を膨張変形させる段階、および、側壁部の接触面積を増大させるように側壁部を変形させる段階とを含む。
(もっと読む)
真空成形機および真空成形品の製造方法
【課題】装飾用シートを用いた真空成形において、外観の悪化や貼り付け不良の発生を抑制する。
【解決手段】本発明による真空成形機は、装飾用シート10を保持する保持部材20と、装飾用シート10および保持部材20によって互いに区画される上側ボックス22および下側ボックス24と、上側ボックス22内および下側ボックス24内を減圧する減圧装置26と、上側ボックス22内の減圧状態を調整するための第1バルブ27aと、下側ボックス24内の減圧状態を調整するための第2バルブ27bと、装飾用シート10を加熱する加熱装置28と、装飾用シート10の温度に関する情報である温度情報を取得する温度情報取得装置32と、減圧装置26の駆動時に、温度情報に基づいて第1バルブ27aおよび第2バルブ27bの開閉動作を制御する制御装置40とを備える。
(もっと読む)
真空成形機および真空成形品の製造方法
【課題】装飾用シートを用いた真空成形において、外観の悪化や貼り付け不良の発生を抑制する。
【解決手段】本発明による真空成形機100は、基材16および装飾用シート10を収容するチャンバー20と、チャンバー20内に収容された基材16を囲む枠体30と、チャンバー20内を減圧する減圧装置40と、枠体30の内側と大気圧にある外部空間とを連通させる連通路50とを備える。
(もっと読む)
少なくとも2つのプレプレグ層を備える積層板からのFCパリソンの製造方法及びこの方法を実施するための製造装置
本発明は積層板(40)から少なくとも2つのプレプレグ層を有する繊維強化複合材料プリフォームを製造するための方法、及びこの方法により繊維強化複合材料要素を製造するために半製品を変形する製造装置に関する。方法は、運動機構により型枠に対して移動自在な第1の挟持装置(16)に積層板(40)の少なくとも1つの第1の端部区域(44)を挟持し、且つ第1の端部区域の反対側に位置される積層板(40)の第2の端部区域(44)を別の挟持装置に挟持する工程と、第2の挟持装置(17)に対して第1の挟持装置(16)により、挟持装置間に位置される積層板(40)の領域を横断して引張応力(F)を作用させると同時に第1の挟持装置(16)を所定の位置まで第2の挟持装置から離間する方向に移動させる工程とを含む。所定の位置において、丸みを帯びた表面領域(58、59)は、その長手方向にて視認されるように、第1の挟持装置(16)及び第2の挟持装置(17)の間にて積層板(40)に湾曲部を形成する。  (もっと読む)
(もっと読む)
被成形材の成形方法
複合部品の製造における被成形材を成形する製造方法に関するものである。その方法は、雄型の上に、前記雄型の頂部の上に位置する第1の部位及び該雄型の片側に突き出す第2の部位とを有する前記被成形材と隔壁を載置する工程と、前記隔壁の全域に亘って圧力差を与え、前記圧力差を与える際に前記雄型を超えて前記隔壁を広げることにより、前記雄型の側部に前記被成形材の第2の部位を接触させて次第に変形させる工程を有する。前記隔壁は、該隔壁の平面内で5MPa超の引張係数を有する。任意に、支持膜は、前記被成形材の対向する側部に載置しても良い。支持膜が使用される場合において、前記隔壁は、該隔壁の平面内で、支持膜の平面内における剛性よりも大きい剛性を有する。  (もっと読む)
(もっと読む)
形状部品の製造方法
本発明はL型断面形状の形状部品(31,32)又はT型断面形状の結合形状部品(43)の製造方法に関する。複合繊維材料からなるレイアップ体(1)を成形ツール(3)上に載置する。好ましくはU型断面形状(21)で且つ両端部にブック現象が生じた形状体(16)を形成するように成形ツールによってレイアップ体を変形する。2つの形状部品(31,32)を製造する為に形状体を長手方向(26)に沿って切断する。本発明の思想は、レイアップ体の層(2a,2b,2c)が変形工程の間においてシフトすることを許容し、その後に切断処理によって形状部品に略直角な面取り端部(24,25)を形成することである。レイアップ体にシワが形成されたり、レイアップ体に対して複雑な締結処理を行うという不都合を防止できる。 (もっと読む)
物の薄膜コーティング法
本発明は、放射線硬化によって物を薄膜コーティングするための単純化された方法に関する。 (もっと読む)
金型の真空システム用装置および真空システムを用いてシート材料を成形する方法
【課題】
ポリマー材料のシートを成形する方法および装置を提供することにある。
【解決手段】
協働してポリマーシートをクランプする第一および第二金型半部を有する、ポリマー材料のシートの成形方法および装置。真空機構は、シートを内部空間内に吸引する。真空機構は、真空をシートの特定部分に指向させるべく内部空間の周囲に配置された複数の制御可能な真空ポートを有している。また、検出機構がシートの吸引深さを測定する。
(もっと読む)
防炎加工耐衝撃性改良ポリカーボネート組成物
本発明は、
(i) 成分
A) 分枝芳香族ポリカーボネートおよび/または分枝芳香族ポリエステルカーボネート、40〜95重量部、
B) シリコーンゴムおよびシリコーン−アクリレートゴムを包含する群から選択される一種類以上のグラフトベースを含むグラフトポリマー、1〜25重量部、
C) タルク、9〜18重量部、
D) リン含有防炎加工剤、0.4〜20重量部、
E) 一種類以上の無機ホウ素化合物、0.5〜20重量部、および
F) ドリップ防止剤、0〜3重量部
を含む組成物を溶融し、混合し、
(ii) 生じる溶融物を冷却し、粒状化し、
(iii) 粒状物を溶融し、シートに押し出し、かつ
(iv) シートを三次元物体に成形する、
改良された防火要件を満たす熱成形物品の製造方法、およびこの方法によって得られる成形物品に関する。
(もっと読む)
1 - 17 / 17
[ Back to top ]