
Fターム[4F208AQ01]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 検出手段の特徴 (30) | 光学的手段 (19)
Fターム[4F208AQ01]に分類される特許
1 - 19 / 19
シート成形品の製造方法
【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造方法を提供すること。
【解決手段】長手方向に所定間隔で図案が備えられている帯状の熱可塑性樹脂シートを前記長手方向への移動と停止とを交互に行う間欠送りによって熱成形機に供給し、前記停止における前記図案の停止位置が前記熱成形機の成形型に対する所定位置となるように位置調整しつつ前記間欠送りを実施して前記成形型で前記熱可塑性樹脂シートを熱成形することにより前記図案が所定位置に備えられたシート成形品を製造するシート成形品の製造方法であって、前記図案の間隔に相当する間隔を設けて長手方向に沿って位置検出マークが備えられている熱可塑性樹脂シートを用い、前記間欠送りにおける前記位置検出マークの移動経路に該位置検出マークを検出可能な位置検出手段を配して前記間欠送りを実施し、図案の前記位置調整を所定の方法で実施するシート成形品の製造方法を提供する。
(もっと読む)
シート成形品の製造方法

【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造方法を提供すること。
【解決手段】長手方向に所定間隔で図案が備えられている帯状の熱可塑性樹脂シートを前記長手方向への移動と停止とを交互に行う間欠送りによって熱成形機に供給し、前記停止における前記図案の停止位置が前記熱成形機の成形型に対する所定位置となるように位置調整しつつ前記間欠送りを実施して前記成形型で前記熱可塑性樹脂シートを熱成形することにより前記図案が所定位置に備えられたシート成形品を製造するシート成形品の製造方法であって、前記図案の間隔に相当する間隔を設けて長手方向に沿って複数の位置検出マークが備えられている熱可塑性樹脂シートを用い、前記間欠送りにおける前記位置検出マークの移動経路に該位置検出マークを検出可能な位置検出手段を配して前記間欠送りを実施し、図案の前記位置調整を所定の方法で実施するシート成形品の製造方法を提供する。
(もっと読む)
シート成形品の製造設備
【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造設備を提供する。
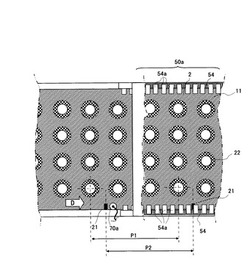
【解決手段】帯状の熱可塑性樹脂シートを長手方向への移動と停止とを交互に行う間欠送りによって搬送するシート搬送手段と、前記熱可塑性樹脂シートを熱成形するための成形型とを備え、前記シート搬送手段による前記熱可塑性樹脂シートの搬送経路に前記成形型が配されており、該位置検出手段による前記位置検出マーク21の検出結果に基づいて熱可塑性樹脂シートの移動量を調整して図案22の停止位置を調整する手段が前記調整手段として備えられており、前記位置検出手段として前記成形型よりも熱可塑性樹脂シートの移動方向上流側に配された第一位置検出手段と前記成形型よりも下流側に配された第二位置検出手段との少なくとも2つの位置検出手段が備えられていることを特徴とするシート成形品の製造設備。
(もっと読む)
パリソン長測定方法及び装置
【課題】本発明は、パリソンの流れ方向に対して並行に直線移動させることにより、このリニアセンサからのパリソンに関する変化量を用いて、パリソンを測定することを目的とする。
【解決手段】本発明によるパリソン長測定方法及び装置は、パリソン(22)の側面(23)に対応した位置に配設した複数のリニアセンサ(60a)を用い、各リニアセンサ(60a)をパリソン(22)の流れ方向(A)に対して並行に直線移動させ、各リニアセンサ(60a)から得られたパリソン(22)の変化量(70)からパリソン長、ドローダウン量及びパリソンスウェルの何れか又は全てを測定する方法と構成である。
(もっと読む)
3次元形状形成装置
【課題】小数のアクチュエータで、高速に3次元形状を形成する装置を得ること。
【解決手段】互いに平行に並べられた多数のピンをそれぞれ軸方向にスライドさせることによって3次元形状を形成する3次元形状形成装置において、多数のピンに対して同時にスライド方向の力を加えるピン駆動手段と、複数のピンの動きを同時に制動する制動手段を複数の系統備え、1本のピンに対して2系統以上の制動手段を作用させ、作用する全ての系統の制動手段がオフであるピンのみスライドする様にした。
(もっと読む)
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法及び予備成形パターン装置
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法に係り、半割りの金型(3、4)内にシートパリソン(18、19)を塑造することによって中空タンク本体の成形を行い、半割りの金型(3、4)と予備成形パターン装置における拡張機構と、半割のパターン(1、2)とベース台(8、9)と、の間の動作対応によって、半割りの金型(3、4)を密閉の半割のパターン(1、2)にそれぞれ密着し、吹気及び/または吸気によってシートパリソン(18、19)を半割りの金型(3、4)に密着させて塑造して予備成形を行い、さらにコンポーネントを内蔵することによって成形する。さらに、予備成形パターン装置を提供し、拡張機構及び半割のパターン(1、2)がベース台(8、9)に設置され、ベース台(8、9)がガイドレールホルダ(7)に設置され、動力装置がベース台(8、9)をガイドレールホルダ(7)に移動するように連動させる。本発明は製品のコストを低減し、不平坦なシートパリソンに対する適応性を増強し、製品の歩留まりを向上し、内蔵のコンポーネントは容器壁における開口の数量を最少に減らしたため、成形中空タンク本体の低浸透量を実現する。 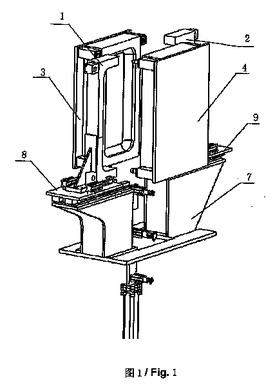 (もっと読む)
(もっと読む)
プラスチックエンボスキャリアテープ装置および方法
【課題】 本発明の課題は、上下方向に配向されたキャリアテープ製造装置およびその方法を提供することにある。
【解決手段】 上下方向の面に位置させた複数の送り穴を有する平坦なテープを提供する工程と、第1装置の形成工具アセンブリ内の上下方向の面に位置された平坦なテープを受け入れる工程と、キャリアテープを形成すべく平坦なテープにポケットを形成する工程と、ポケットを充填する工程とを含むキャリアテープのエンボスポケットの充填方法、および対向する一対の加熱接触面と、少なくとも2つの上下方向に配向された熱シールドからなり加工が休止された時に熱シールドを前記各接触面とストリップの間に選択的に、且つ上下方向に挟むように構成される上下方向の熱シールドアセンブリとを備えるストリップにキャリアポケットを自動的にエンボス形成する装置。
(もっと読む)
プリフォーム検査装置
【課題】スターホイールによって円形軌道上を搬送されるプリフォームの搬送速度と同一の速度のベルトによりプリフォームを吸着カップに押し付けてプリフォームの真空吸着を行うことにより、プリフォームに傷をつけることなくプリフォームの高速搬送を可能とするプリフォーム検査装置を提供する。
【解決手段】プリフォーム1の胴部1bを真空吸着する複数の吸着カップ29と、吸着カップ29によりプリフォーム1を保持して円形軌道上を搬送するスターホイール30と、プリフォーム1をスターホイール30に受け渡す際に、プリフォーム1に係合してプリフォーム1の胴部1bを吸着カップ29に押し付けるベルトを有したベルト押付け機構50とを備え、ベルト押付け機構50は、ベルトの搬送速度をスターホイール30によるプリフォーム1の搬送速度と同期させるベルト搬送機構部を備える。
(もっと読む)
気泡シート体成形情報検出装置、及び気泡シート体成形情報検出方法
【課題】ゲルや焼けのみならず、気泡シート体特有の不具合として生じ得るキャップの成形不良やフィルム破れが発生しているか否かをも検出し、当該検出した情報を、気泡シート体に不良箇所が含まれるか否かを判別する際の判断情報となる「気泡シート体の成形状態に関する情報」として活用できるようにした気泡シート体成形情報検出装置を提供する。
【解決手段】気泡シート体Sに光を照射する単一の第1投光器Y11、及び第1投光器Y11の照射による透過光を検出する単一の第1イメージセンサY12を有する第1検出部Y1と、気泡シート体Sの走行方向に沿って相互に離間した2点から気泡シート体Sにそれぞれ光を照射する一対の第2投光器Y21、及びこれら第2投光器Y21の照射による透過光を検出する単一の第2イメージセンサY22を有する第2検出部Y2とを備えたものとした。
(もっと読む)
プリフォーム検査装置
【課題】プリフォームを真空吸着する際に、吸着ヘッドをプリフォームに押し付けることなくプリフォームを真空吸着することによりプリフォームの高速搬送を可能とするプリフォーム検査装置を提供する。
【解決手段】プリフォーム1の口部1aを真空吸着する複数の吸着ヘッド25と、複数の吸着ヘッド25を自転させながら公転させるメインロータ20と、各吸着ヘッド25と真空源とを断続的に連通させるロータリバルブ50とを備え、自転するプリフォーム1をカメラで撮影して検査するプリフォーム検査装置において、吸着ヘッド25がプリフォーム1の口部1aを真空吸着する際に、吸着ヘッド25とプリフォーム1の口部1aとの間に隙間を有する。
(もっと読む)
マイクロ波エネルギーを用いる医療機器製造の方法
【課題】露出したポリマーチューブにマイクロ波エネルギーを向けること、加圧流体をチューブに圧送して、マイクロ波エネルギーによって加熱されたチューブの一部分を変形させること、変形されたチューブの動きを検出すること、及び、変形されたチューブの動きが検出された時にマイクロ波エネルギーを向けること、及び加圧流体をチューブに圧送することを止めること、を含む医療機器を製造する方法を提供する。
【解決手段】バルーン付きカテーテル成形装置であり、そのシステム20は、マイクロ波エネルギー源22、型24、コントローラ又はプロセッサ26、温度センサ28、及び、第一及び第二の引張り装置30、32を含むことができる。このような要素を用いて、装置20は、ワークピース又はパリソン36からバルーンを形成することができる。
(もっと読む)
プラスチック燃料タンクの製造方法
2つのキャビティーとコアを含む型を用いてパリソンを成形することによる内部ライン(2)を備えたプラスチック燃料タンクの製造方法。本方法は、1.パリソン(4)を型キャビティー内に導入する工程、2.コアをパリソン内に導入する工程(コアは最初にラインを備えている)、3.キャビティーがコアに耐漏洩接触するよう型を閉じる工程、4.コアを介してブローしかつ/またはキャビティー背後から真空を適用することでパリソンをキャビティーに押圧する工程、5.コアに装着されたデバイス(5)を用いてラインを2箇所でパリソンに固定する工程、6.型を開けてコアを抜き取る工程、7.ブロー成形および/または熱成形によりパリソンの最終成形を行う工程を含み、ラインは、その固定箇所間に、型を閉じる時にパリソンおよび/またはその表面上に存在する付属品に接触可能な自由長を含み、それによりコアに装着されたデバイスを用いて工程(5)の間に中間固定箇所が形成される。 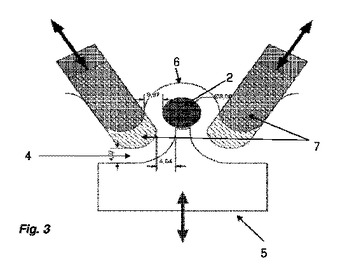 (もっと読む)
(もっと読む)
プラスチック燃料タンクに付属品を固定する方法
プラスチック燃料タンクの壁に付属品を固定する方法。この固定は、前記タンクが成形により製造されると同時にツールを用いてスナップリベット固定により行われ、付属品は、この目的のために、スナップリベット固定が貫通して行われるオリフィスを有してその固定点の少なくとも一点に提供される。本発明によれば、凹状レリーフが、このオリフィスを少なくとも部分的に取り囲み、前記レリーフは、スナップリベット固定時にツールの突出部と協働できるように好適なサイズおよび形状を有する。 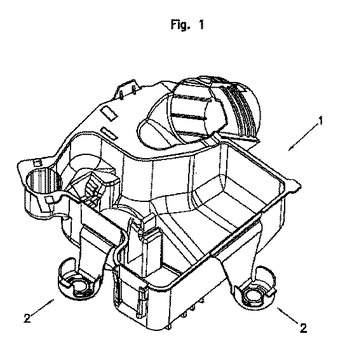 (もっと読む)
(もっと読む)
プリフォーム検査装置
【課題】プリフォームを保持する保持ポケットを昇降させることにより、プリフォームを吸着する吸着ヘッドを昇降させる必要がないプリフォーム検査装置を提供する。
【解決手段】プリフォーム1の口部1aを吸着ヘッド25で真空吸着して、吸着ヘッド25を自転させながら公転させるメインロータ20を備え、メインロータ20は、プリフォーム1のつば1dを支持する支持部24aを有するとともに上下方向に移動可能な複数の保持ポケット24と、保持ポケット24と同心に上方に設けられプリフォーム1の口部1aに当接する吸着ヘッド25とを備え、保持ポケット24によりプリフォーム1のつば1dを支持してプリフォーム1を上昇させ、プリフォーム1の口部1aを吸着ヘッド25に当接させ、保持ポケット24によりプリフォーム1のつば1dを支持しながら吸着ヘッド25によりプリフォーム1を吸着するようにした。
(もっと読む)
被成形品をモールド成形後冷却する方法及び装置
従来の吹込みモールド成形装置において、被成形品の冷却に関連する問題点は、局所的なひけマーク及び楕円化である。開示される方法、モールド成形機、及びコンピュータ可読製品は、被成形品(2)のモールド成形後冷却のためのもので、モールド成形後冷却中に、冷却速度をバランスさせる段階を備え、被成形品(2)がモールド成形後冷却から取り出される時刻と実質的に一致する時刻において、被成形品(2)を目標出口温度に達せしめる。  (もっと読む)
(もっと読む)
ロータリー式ブロー成形装置及びロータリー式ブロー成形方法
【課題】 ロータリー式であり、かつ、容器の模様と張り出し部を一致させるブロー成形により、付加価値を向上させるとともに、生産速度を高速化し生産コストを低減する。
【解決手段】 ロータリー式ブロー成形装置1は、連続回転する回転部材2と、缶9の下部を保持する複数の真空吸着手段3と、真空吸着手段3ごとに設けられ、缶9をブロー成形するブロー成形金型6と、真空吸着手段3ごとに設けられ、缶9の周方向に対する角度位置を検出し制御する周方向位置決め手段4と、真空吸着手段3を、少なくとも缶9の投入位置,センサ検出位置,ブロー成形位置及びブロー成形された缶9の取出し位置の間で、真空吸着手段3を移動させる移動手段5とを備えた構成としてある。
(もっと読む)
構成要素の位置決め方法および装置
方法および装置は、構成要素の位置決めに使用される。流体駆動装置は、ガイドに沿って構成要素を移動させる。構成要素の位置マークは、少なくとも1つのセンサによって検出される。センサの出力信号は制御ユニットに供給され、制御ユニットは、流体供給の変化を用いて構成要素の位置をセンサの出力信号に応じて調整する。  (もっと読む)
(もっと読む)
内部付属品を備える燃料タンクの製造方法
内部付属品を備え、分離したパリソンまたは少なくとも2つの部分のパリソンを成形することにより、一体成形されたプラスチック製の壁を有する燃料タンクを製造する方法であって、前記方法は、
a)パリソンが金型を含む鋳型内へ熱で軟化した状態で導入されるステップと、
b)上に付属品が設置されているコアがパリソンの内部に導入されるステップと、
c)パリソンが鋳型の金型へと押し込まれるステップと、
d)付属品がコアを用いて理想的な配置でパリソンに固定されるステップと、
e)コアが取り出され、鋳型が閉じられるステップと、
f)タンクがパリソンから成形されるステップと、
g)タンクが鋳型から取り除かれるステップと
を含む。  (もっと読む)
(もっと読む)
素材分布の異常を修正するための容器のブロー成形機械を制御する方法
本発明は、複数の容器(12)を形成するためのブロー成形機械(18)を制御するための方法に関する。この機械(18)は、制御システム(26)と複数の成形ステーション(22)とを有し、この制御システムは、以下の連続した段階、各容器(12)の重要な部分の質量を評価する段階と、質量変化を検出するようにこの評価された質量を参照質量と比較する分析段階と、この質量変化に基づいて予備成形の並びに/もしくは延伸の並びに/もしくはブロー成形のパラメータが変更される修正段階と、を有する制御サイクルを反復して実行することを特徴とする。  (もっと読む)
(もっと読む)
1 - 19 / 19
[ Back to top ]