
Fターム[4F208AR12]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 調整制御量(制御の対象) (972) | 寸法(←長さ、大きさ、厚み等) (255)
Fターム[4F208AR12]に分類される特許
201 - 220 / 255
機械的特性およびサイクル時間を向上させた低IVのPET系コポリマープリフォーム、それにより作成した容器および方法

【課題】IVが低めでも、従来の高IV PETプリフォーム構成を使用して、プリフォームで容器を作成できるように、低い延伸倍率を有する低IV PETコポリマープリフォームを提供する。
【解決手段】低いIVを有し、エチレングリコールおよびジエチレングリコールからの反復単位を有するジオール成分、およびテレフタル酸およびナフタレンジカルボキシル酸からの反復単位を有する二酸成分を備えるPETコポリマーを備えるプリフォーム。ポリ(エチレンテレフタレート)コポリマー中に存在するジエチレングリコールおよびナフタレンジカルボキシル酸の総量は、約0.1モルパーセントから約2.8モルパーセント未満の量である。プリフォームは、容器の作成に有用であり、対応する方法が開示される。
(もっと読む)
ブロー成形された多層のプラスチック中空体を製造する押出しストレージヘッド及び方法
本発明は、周方向に分配されたプラスチックがホース状の前成形体として押出しピストン(22)によって連続的に、制御可能なリングノズル(24)を介して、内部から押出し可能であるストレージ室(20)の上側に2つ又はそれ以上の周方向分配器(16,18)が配置されているブロー成形機にて、2層又は多層のホース状の前成形体からブロー成形された多層のプラスチック中空体を製造するための押出しストレージヘッド(10)及び方法に関する。本発明によれば先きに担体層として周方向に分配したプラスチックの上に別のプラスチック層(外側の機能層)を施すためにストレージ室(20)と制御可能な前記リングノズル(24)との間に別の周方向分配器(26)が配置され、該周方向分配器(26)が搬送導管(28)を介して、別個の押出機(32)を有する機能層の溶融液状のプラスチックのための別の外部のストレージエレメント(30)に接続されている。 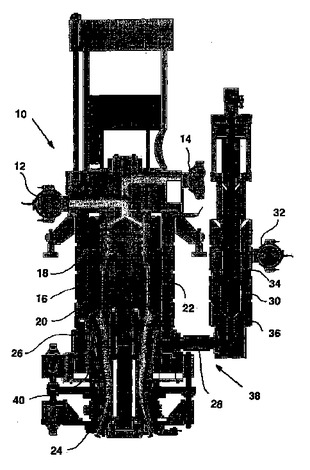 (もっと読む)
(もっと読む)
熱可塑性エラストマー成形品の製造方法およびその製造装置

【課題】 安定したトリポード形状を備える熱可塑性エラストマー成形品の製造方法およびその製造装置を提供する。
【解決手段】 筒状の端部を有する中空形状の胴体部と、端部の内周面上に等間隔に配され、内周面上から内側に突出する形状を有する複数の厚肉部と、厚肉部の間に設けられる薄肉部と、を備えるパリソンを成形する射出成形工程と、パリソンを第2外型5に型締めしてブローアップし、筒状の端部13を有する中空形状の胴体部と、端部13の内周面上に等間隔に配され、内周面上から内側に突出する形状を有する複数の厚肉部14と、厚肉部14の間に設けられる薄肉部15と、を備える熱可塑性エラストマー成形品10を成形するブロー成形工程と、を備える熱可塑性エラストマー成形品10の製造方法において、ブロー成形工程は、第2外型5のパーティングラインがパリソンの薄肉部のみを通るように、パリソンを第2外型5に型締めする
(もっと読む)
発泡中空成形体の製造方法
【課題】特に肉薄の成形体における肉厚の偏りを解消し、薄肉でかつ偏肉性が極めて少ない均一な肉厚を有する高品質の発泡中空成形体の提供。
【解決手段】発泡性溶融樹脂を環状ダイから押出してポリオレフィン系樹脂発泡層を有する発泡パリソンを形成し、軟化状態にある該発泡パリソンを開閉可能な分割金型で挟み込み発泡パリソン内に気体を吹き込んで平均厚み0.5〜5mmの発泡中空成形体を製造する方法であって、発泡中空成形体の最大幅に対して0.20〜0.50倍のリップ径を有する環状ダイを使用して得られる発泡パリソンを発泡パリソンの最大幅が発泡中空成形体の最大幅の0.70〜1.50倍になるように加圧気体を発泡パリソンの内側に吹き込むことにより拡幅し、発泡パリソンの内部最大圧力が0.01〜0.20MPa(G)の範囲内にて型締めを行い、発泡パリソン内に前記最大圧力よりも高圧の加圧気体を吹き込んで成形する。
(もっと読む)
成形体
【課題】軽量性、曲げ剛性および圧縮強度に優れる成形体を提供する。
【解決手段】リブと基体とが一体成形されてなる成形体であって、該リブおよび基体が熱可塑性樹脂発泡体からなり、当該リブ断面の中心部に位置する気泡が下記の式(1)を満たす成形体。
Xh>Xt 式(1)
(ただしXhはリブの高さ方向の気泡径であり、Xtはリブの厚み方向の気泡径である)
さらに、リブ中心部の発泡倍率Xaと基体の発泡倍率Xbとが下記の式(2)を満たす前記成形体。
Xb<Xa 式(2)
(もっと読む)
パリソン肉厚制御回路及びそれを用いた中空成形機の肉厚調整方法
【課題】本発明は、パリソンの長さを検出し、このパリソン長に基づいてパリソンの肉厚を制御し、高精度のパリソン長すなわちパリソン肉厚を得ることを目的とする。
【解決手段】本発明によるパリソン肉厚制御回路及びそれを用いた中空成形機の肉厚調整方法は、パリソン下端(20)と基準位置(21)間の距離(22)をパリソン長検出用リニアセンサ(23)で検出した検出信号(24)を用い、パリソン設定値(30a)の重みを補正し、波形設定値(31)の波形を補正することによって得たパリソン肉厚指令(25)を用いて中空成形機(1)の肉厚調整装置(5)を制御してパリソン(8)のパリソン長を一定に制御する構成と方法である。
(もっと読む)
グラデーション模様付きボトルと、ボトル成形用のプリフォーム
【課題】 2軸延伸ブロー成形ボトルおよびその成形用プリフォームであって、ベース樹脂材料と色装飾樹脂材料とを一体的に射出した際に、プリフォーム成形用の金型内における、ベース樹脂材料の流動による色装飾樹脂材料の層の厚みの漸減現象を利用することにより、色の濃淡変化によるグラデーション模様を現出するボトルおよび、このボトルを確実に成形できるプリフォームを得ることを目的とする。
【解決手段】 胴筒部10の一部を、ベース樹脂材料で成形された本体層6と、ベース樹脂材料とは異なる色の色装飾樹脂材料で成形された色装飾層7との積層構造として、色装飾層7により色装飾部11を現出させ、胴筒部10に位置する色装飾層7の端部である、徐々に肉厚を薄くする肉薄端部8によりグラデーション部12を現出させた合成樹脂製のグラデーション模様付きボトルを、2軸延伸ブロー成形手段により成形することにより、高い装飾効果を発揮するグラデーション模様を現出させる。
(もっと読む)
ポリプロピレン系樹脂積層発泡シートおよび該積層発泡シートを熱成形して得られる成形体
【課題】 熱成形により、非発泡ポリプロピレン系樹脂積層面下でのポリプロピレン系樹脂発泡シートの気泡の隠蔽性に優れ、外観美麗な成形体を得ることが可能なポリプロピレン系樹脂積層発泡シートを提供する。
【解決手段】 温度230℃および荷重21.18Nの条件下におけるメルトフローレートが3〜20g/10分であり、かつ、非発泡ポリプロピレン系樹脂層100重量部に対して酸化チタンを0.5〜5.0重量部含有する非発泡ポリプロピレン系樹脂層を、ポリプロピレン系樹脂発泡シートの少なくとも片面に積層するすることにより、上記特性を有するポリプロピレン系積層発泡シートを得ることができる。
(もっと読む)
インモールドラベル及びインモールドラベル付き合成樹脂製容器
【課題】 インモールドラベルの接着面に外観を損なうことなく凹凸をより効果的に形成することを技術的課題とし、ブロー成形品で胴部の肉厚が薄い等の厳しい条件下でもブリスターおよび皺の発生が無く、外観が良好で、ラベル自動供給適性に優れ、接着強度の高いインモールドラベル、およびこのラベルを貼付した合成樹脂製容器を提供する。
【解決手段】 インモールドラベルにおいて、透明な合成樹脂製フィルム製の基材2と、貼付する容器の壁面と直接熱融着可能な合成樹脂製フィルム製の接着層5を積層し、この接着層に印刷後両面エンボス加工で凸部6が規則的なパターンで配列されている構成とする。
(もっと読む)
エンボスキャリアテープおよびその製造方法
【課題】凹部の矩形性が高く、かつ破損しにくいエンボスキャリアテープおよびその製造方法を提供する。
【解決手段】プレス成形により、基材に、底部および該底部の周縁部から立ち上がる側面部からなる凹部と、該凹部に対応して前記基材の裏面から突出する突出部とが形成されているエンボスキャリアテープであって、前記基材の厚さTおよび前記凹部の深さK0が下記式(1)を満たすことを特徴とするエンボスキャリアテープ。
0<K0/T≦0.90 …(1)
(もっと読む)
様々な高さの熱可塑性容器を成形するための高さ調整可能なベースを備えた成形装置
本発明は、ブロー成形またはストレッチブロー成形によって、異なる高さを取れる熱可塑性物質の容器を製作するための成形装置に関し、前記成形装置は相互に可動である半型(2A、2B)および軸方向に可動である金型基部(5)をもつ金型(1)を備え;金型基部は、軸方向移動のための動作手段が連結されているホルダ(22)によって支持されており;金型基部およびそのホルダ(22)は、成形用キャビティの高さに対応して調整可能であり、逆方向ピッチの2つのネジの形態で設けられている可変高さスペーシング手段(24)によって固定され;したがって金型基部は、ホルダ(22)および/または金型基部に動作可能に連結されている移動手段を改変することなく、成形用キャビティの高さに対して軸方向で位置を決めることができる。  (もっと読む)
(もっと読む)
プラスチック製ボトル容器の予備成形体とそれにより製造されたボトル容器
【課題】 ブロー成形後の製品にマーカーが生じることや、ブロー成形時に穴が開いて漏れが生じることを防止できる予備成形体を提供する。
【解決手段】 プラスチック製ボトル容器の延伸ブロー成形に用いる口頸部を備えた有底筒状の予備成形体であって、前記予備成形体が、前記予備成形体の底部からプラスチックを注入する射出成形によって成形されたものであり、前記プラスチック注入部であるゲート部を、前記予備成形体底部の曲面より深く、直線的に切除する。
(もっと読む)
樹脂ブーツの製造方法
【課題】インジェクションブロー成形法を用いて、山部の肉厚が過大になることを防止しつつ谷部の肉厚を大きく形成する樹脂ブーツを製造する方法を提供する。
【解決手段】少なくとも一つの谷形成部において、頂部の少なくとも一部の隆起高さが頂部を挟んだ両側部分以下になる第2分割外型を用い、第2ブロー工程において頂部を挟んだ両側部分からなる一対の干渉部の間の領域で、軟化したパリソンの流動を干渉する。
(もっと読む)
管状体により成形された立体構造物、その製造方法およびその製造装置
【課題】 樹脂シートの片面または両面に、細くて高い針状突起が形成される立体構造物を安定して製造可能にする手段、およびそれによって製造された特異な性状を有する立体構造物に関する。
【解決手段】 樹脂シートの片面または両面に針状突起が形成される立体構造物の製造が、多数の針状型を樹脂シートに押し当てて嵌入させることによって成形される成形手段において、本発明は、その針状型が管状体によって構成されていることを特徴とし、さらにその針状突起の先端をさらに変形させることや、突起の内部の空洞に物体が充填されるようにするにより、特異な機能や構造を持たせた立体構造物に関する。
(もっと読む)
ブロー成形法
【課題】 従来の2層状中空成形品の成形法では、内層樹脂と外層樹脂の厚さ比が任意に調整できない、広範囲での厚さ比がとれない、厚さの変化個所のシャープ性などをコントロールし難いものであった。
【解決手段】 内層樹脂用流路4と外層樹脂用流路6とを上下方向に摺動可能な筒状摺動マンドレル3を介在させて形成し、この筒状摺動マンドレル3を上下方向に摺動させることにより、内層あるいは外層樹脂の流入を高精度で、短時間に増加あるいは減少させて、内層および外層のいずれか一方の層の肉厚を徐々に薄肉状に、かつ他方の層の肉厚を徐々に厚肉状に成形する構成とした。これにより、内層樹脂と外層樹脂の厚さの比を任意に調整でき、広範囲での厚さの比を変化することができ、かつ厚さの変化箇所でのシャープ性をコントロールすることができる。
(もっと読む)
予備成形体内装樹脂製パネルおよび予備成形体内装樹脂製パネルにより構成される折畳みコンテナ
【課題】 樹脂パネルの強度と、予備成形体による断熱性の構造を図るとともに、表面の汚れを落ちやすくした予備成形体内装樹脂製パネルおよび予備成形体内装樹脂製パネルにより構成される折畳みコンテナを提供する。
【解決手段】 予備成形体内装樹脂製パネル1は、表壁2と裏壁3を有する中空二重壁構造の樹脂製パネルである。樹脂製パネルにはその全周に溶着部を有する。中空部内4には中空部内空間と略同一形状に予め成形された熱可塑性樹脂からなる予備成形体5が内装される。予備成形体5は表壁2と裏壁3の内面に溶着されている。表壁2と裏壁3は気泡を有している。
(もっと読む)
シート成形用プロピレン系重合体組成物
【課題】剛性、透明性に優れ、成形性の良いプロピレン系重合体シートを生産可能なプロピレン系重合体組成物により、製造する方法及び二次加工成形体を提供する。
【解決手段】下記の成分Aを5〜60重量%、成分Bを40〜95重量%含有する重合体組成物からなるシート成形用プロピレン系重合体組成物。成分A:MFRが0.1〜20g/10分、密度が0.905g/cm3以上、Q値が7以上のプロピレン重合体、成分B:MFRが0.1〜20g/10分、融解温度が110〜155℃で、下記式(1)を満足するプロピレン・α−オレフィン共重合体、 −7.5Cx+146≦Tm≦−7.5Cx+162 (1)[但し、Cxはプロピレン・α−オレフィン共重合体のα−オレフィン含量(重量%)を表す。]
(もっと読む)
伸張された容器ネジと製造方法
本体(24)および少なくとも1つの雄ネジ(38)を設けた首部(36)を有する
プラスチック容器(40)を製造するインジェクション型成形工程又は圧縮型成型工程を有し、本体(24)および少なくとも1つの雄ネジ(38)を設けた首部(36)を作製するステップと、同時又はそれ以前に、収納容器の本体を形成するためにプラスチック予備成形物を型成形するステップと、収納容器の型成形を行った後に、又は以前に、インジェクション成型型又は圧縮型を拡大し、少なくとも一つのインジェクション成型または圧縮成形されたプラスチック予備成形首部を成形するステップとを有するプラスチック容器の成形方法。好適な実施の形態においては、首部は容器本体がブロー成形された後に拡大される。本発明は細い首を有する容器又は容器首部を広い口部をプラスチック容器又は収納容器を拡大するために適用されうる。  (もっと読む)
(もっと読む)
コンポーネントキャリヤおよび製造方法
キャリヤテープが、中に複数のコンポーネント受容ポケットが位置決めされた長手方向のストリップを含む。ポケット深さは、長手方向のストリップの厚さより大きい。隣接したポケットが、長手方向のストリップの厚さの約5倍未満の距離だけ隔置される。隣接したポケットを分離する側壁は、ポケット深さから、ポケットが受けるように構成されたコンポーネントの高さを引いたものより大きい高さを有する。キャリヤテープは、回転可能な工具と、工具に対向した適合可能な外側円周表面を有するニップロールとを提供することによって、製造される。工具の外側円周表面は、ポケットを形成するための突出部を含む。ポリマーウェブが、工具とニップロールとの間のニップに導入され、工具の円周表面上の突出部でエンボス加工される。 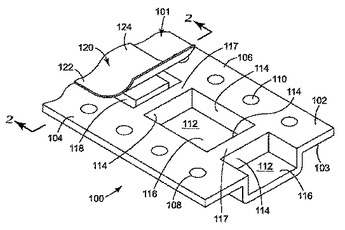 (もっと読む)
(もっと読む)
蛇腹付き中空ダクトのブロー成形方法
【課題】
解決しようとする課題は、蛇腹部が付随し且つ異型な中空ダクトのブロー成形において、該蛇腹部にバリを生成させないよう該蛇腹部の内径よりも細い外径をもつパリソンを適用した場合、該ダクトの端部には該パリソンの樹脂がまわりきらないので成形そのものができないという点である。
【解決手段】
パリソンコントローラーにより該蛇腹部に対応する位置を必要十分に厚肉に、それ以外の部分を必要十分に薄肉になるよう形成したパリソンをプリピンチし、該パリソン内に相対的に低圧な空気を吹き込むことによりプリブローし、その後型締めして相対的に高圧な空気を吹き込んで成形することにより前記課題を解決した。
(もっと読む)
201 - 220 / 255
[ Back to top ]