
Fターム[4F208AR12]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 調整制御量(制御の対象) (972) | 寸法(←長さ、大きさ、厚み等) (255)
Fターム[4F208AR12]に分類される特許
81 - 100 / 255
真空成形用化粧シート
【課題】被着体表面の凹凸形状を表面に再現することなく、鏡面性に優れる真空成形用化粧シートを提供することを目的とする。
【解決手段】非晶質ポリエステルフィルムからなる基材シート(A)と装飾層(B)から形成される印刷シート(E)と、非晶質ポリエステルフィルムからなる透明層(C)とが、接着層(F)を介して接着されてなる真空成形用の化粧シート(G)であって、化粧シート(G)の120℃における貯蔵弾性率(JIS K7244−1及び7244−4に準拠し、試験片の幅5mm、長さ20mのシートを開始温度25℃、終了温度150℃、昇温速度3℃/分、測定周波数10Hzの条件下にて測定した値)が700万以上であることを特徴とする、真空成形用化粧シート。
(もっと読む)
ブロー成形品の開口部形成方法

【課題】開口部を容易に形成し、開口部の形状が正確に形成することができるブロー成形品の開口部形成方法を提供する。
【解決手段】開口部10をブロー成形金型20内で形成するブロー成形品の開口部形成方法において、ブロー成形金型20は、キャビティー25の内外にスライド可能で開口部面に対して回転可能に円筒状の回転刃30を設け、回転刃の先端部33の一部に先端部から突出する突出部34を形成し、回転刃30の先端部33を若干キャビティー25内に張出して位置させて、ブロー成形を行い、パリソンの少なくとも表面が固化した後、回転刃30を、キャビティー25内から外側にスライドさせ、次に、回転刃30を回転させつつ突出部34がブロー成形品の外壁を切断して開口部10を形成するブロー成形品の開口部形成方法である。
(もっと読む)
熱可塑性高分子から成る予備成形体からボトルなどの容器を形成する方法

熱可塑性高分子により形成される予備成形体(1)から、ボトル(2)などの首部を備える長尺な本体を有する容器を形成する方法であって、前記ボトル(2)が特別な寸法パラメータを有する方法。前記方法は、その壁(10)の平均厚さ(e)が2mm未満で且つ45を上回るアスペクト比u=l/eを有する薄壁(10)予備成形体(1)を延伸ブロー成形するステップを本質的に備え、lは薄壁予備成形体(1)の長さである。 (もっと読む)
ロータリ型ブロー成形装置
【課題】 占有設置面積を縮小しながら時間当たりの耐熱容器の生産量を極めて増大させることができるロータリ型ブロー成形装置を提供すること。
【解決手段】 ロータリ型ブロー成形装置10は、加熱される複数の一次ブロー型22を回転搬送しながら一次ブロー成形品をブロー成形して収縮させる一次ブロー成形ロータリ部20と、複数の二次ブロー型32を回転搬送しながら二次ブロー成形品をブロー成形する二次ブロー成形ロータリ部30と、一次及び二次ブロー成形ロータリ部の間に配置され、回転搬送される複数の中継アーム42の各々に設けた少なくとも一つの第1保持部を介して、一次ブロー成形ロータリ部20から二次ブロー成形ロータリ部30に一次ブロー成形品を受け渡す中継ロータリ部40と、を有する。
(もっと読む)
プラスチック気泡シート、その製造方法および製造装置
【課題】多数の密閉された空気室を形成してなるプラスチック気泡シートにおいて、バックフィルムのキャップ部分における肉厚が均一なプラスチック気泡シートであり、しかもキャップフィルムへのバックフィルムの融着が確実な、透明性が向上したプラスチック気泡シートを製造する方法を提供する。
【解決手段】真空成形ロール2において成形されたキャップフィルムの底面に、バックフィルムが接触して融着する直前の位置に放電装置6A、6B、6Cを配置して、この放電装置6A,6B、6Cと真空成形ロール2との間に高圧の直流電圧を印加して、放電装置6A、6B、6Cと真空成形ロール2の中心とを結ぶ平面上を放電電流が通過する放電を行なう。それによりバックフィルムに静電気を帯びさせ、バックフィルムが静電気により真空成形ロール2に吸引されてキャップフィルムの底面に密着するようにはかる。
(もっと読む)
多層熱可塑性シート材料およびそれから調製された熱成形物品
本発明は、表面非発泡層Aおよび表面発泡層Bを含み、約0.5〜約20ミリメートル(mm)の総シート厚さを有する、特に熱成形用途、例えば冷蔵庫キャビネットおよびドアライナーに好適な多層シートを提供する。サイクル時間の短縮およびポリマーとエネルギーの節減を含めた熱成形性の向上が与えられる。好ましくは、非発泡熱可塑性ポリマー表面層(A)は、約0.25〜約6ミリメートルの厚さを有し、そして発泡熱可塑性ポリマー表面層(B)は、いずれかの他の発泡ポリマー層とともに少なくとも約五(5)質量%の総密度低下を有し、そしていずれかの他の非発泡層をともに備えた非発泡層の総厚さよりも大きな総厚さを有している。また、熱成形プロセス、熱成形物品、断熱性物品を与える方法および断熱性物品における改善が提供される。 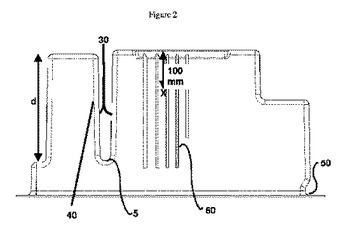 (もっと読む)
(もっと読む)
プリフォームおよびプラスチックボトル
【課題】プラスチックボトルの座屈強度を高めるとともに、重量を軽量化することが可能なプリフォーム、およびこのようなプリフォームにより作製されたプラスチックボトルを提供する。
【解決手段】プリフォーム10は、底部外面13aと底部内面13bとを有する底部13と、胴部外面12aと胴部内面12bとを有する胴部12と、口部11と、首下部14とを備えている。胴部12の肉厚t3は底部13の肉厚t4より大きくなっており、底部外面13aと底部内面13bは、その断面が各々同心状の円弧Ca、Cbを有している。また胴部内面12bは、その断面が底部内面13bの円弧両端13sに接続された一対の平行線Pb1、Pb2からなり、胴部外面12aは、その断面が底部外面13aの円弧両端13tに外方へ延びる一対の段部21aを介して接続された一対の平行線Pb3、Pb4からなっている。
(もっと読む)
プリフォームおよびプラスチックボトル
【課題】プラスチックボトルの重量を軽量化することができ、射出成形性が良好であるとともに、プラスチックボトルの底部の変形を小さくすることが可能なプリフォームを提供する。
【解決手段】プリフォーム10は、射出成形用のゲート部15が設けられた底部13と、底部13に連続する胴部12と、口部11と、口部11と胴部12との間に設けられた首下部14とを備えている。このうち胴部12全体の肉厚はt0である。また底部13は、全体の肉厚が均一であるとともにその肉厚がt0より薄いt2である肉厚均一部16と、肉厚均一部16と胴部12との間に設けられその肉厚t1がt2からt0まで滑らかに変化する肉厚変化部17とを有している。
(もっと読む)
成型用ハードコートフィルム
【課題】高い表面硬度と成型性を兼ね備えた成型用ハードコートフィルムを提供する。
【解決手段】基材フィルムの少なくとも一方の面に塗布液を塗布硬化させてなるハードコート層を有する成型用ハードコートフィルムであって、前記塗布液が、3以上の官能基を有する電離放射線硬化型化合物と、1および2官能の電離放射線硬化型化合物とを少なくとも含み、前記塗布液に含まれる電離放射線硬化型化合物中の1および2官能の電離放射線硬化型化合物の含有量が5質量%以上95質量%以下である成型用ハードコートフィルム。
(もっと読む)
成型用ハードコートフィルム
【課題】高い表面硬度と成型性を兼ね備えた成型用ハードコートフィルムを提供する。
【解決手段】基材フィルムの少なくとも一方の面に塗布液を塗布硬化させてなるハードコート層を有する成型用ハードコートフィルムであって、前記塗布液が、3以上の官能基を有する電離放射線硬化型化合物と、1および/または2官能の電離放射線硬化型化合物とを少なくとも含み、前記塗布液に含まれる電離放射線硬化型化合物中の1および/または2官能の電離放射線硬化型化合物の含有量が5質量%以上95質量%以下であり、前記塗布液に含まれる電離放射線硬化化合物の少なくとも1種がアミノ基を有する電離放射線硬化化合物である成型用ハードコートフィルム。
(もっと読む)
延伸ブロー成形容器及びその成形方法。
【課題】 ボトル型容器の底壁の所定位置部分に意図的に薄肉部分が形成可能な延伸ブロー成形方法を課題し、容器の姿勢等を気遣うことなく最後まで内容液を使い切ることができる注出容器を提供することを目的とする。
【解決手段】 底壁の所定位置部分に肉厚が比較的厚肉若しくは薄肉の偏肉状態とした偏肉部を形成したプリフォームに、射出成形工程若しくは延伸ブロー工程に適した温度に調整する温度調整工程における、冷却若しくは加熱速度の違いを利用して偏肉部内に高温スポットを形成し、この高温スポットの偏延伸性を利用してこの高温スポットを比較的薄肉に延伸変形し、ボトル型容器の底壁の肉厚を所定位置部分に向けて収斂状に薄肉化することにより、底壁の内面を収斂状に下方に傾斜させて成形し、この所定位置部分近傍に、底壁の内面近傍に残留した内容液が収斂状に流動集積する集積スポットを形成する。
(もっと読む)
微細凹凸模様付ブロー成形品の製法およびそれによって得られる微細凹凸模様付ブロー成形品
【課題】ブロー成形品に対し、低コストで多種多様な微細凹凸模様を直接形成することができ、しかもその仕様を柔軟に変更することのできる、優れた微細凹凸模様付ブロー成形品の製法と、それによって得られる微細凹凸模様付ブロー成形品を提供する。
【解決手段】ブロー成形された化粧料容器の胴体部4の側周面全体に、CO2レーザを照射して微細凹凸模様5を形成するようにした。
(もっと読む)
ダクトの製造方法
【課題】 高精度で、且つ薄膜部(特に胴体部)の膜厚が極めて薄い内側ダクト5を容易に製造することを課題とする。
【解決手段】 樹脂シート材40を加熱して軟化させる工程と、加熱されて軟化した樹脂シート材40を真空成形または圧空成形または真空・圧空成形して半割り角筒体41を得る工程と、半割り角筒状に成形された2つの半割り角筒体41をその内面同士が向き合うように接合固定して、胴体部の膜厚が0.5mm以下といった極めて薄い内側ダクト5を得る工程とを備えている。以上のような製造方法を用いることによって、真空成形または圧空成形または真空・圧空成形後に半割り角筒体41が破れる等の不具合の発生を防止できると共に、内側ダクト5の胴体部のダクト周方向の膜厚が均一となり易く、つまり内側ダクト5の胴体部の肉厚(膜厚)方向の寸法精度が高くなる。
(もっと読む)
肉厚調整装置及び方法
【課題】本発明は、コアを直動するためのコアシリンダの100%及び0%のストローク位置を、コアシリンダのシリンダエンドに衝突させることなく直線位置センサの位置検出信号によって任意かつ安全に設定することを目的とする。
【解決手段】本発明による肉厚調整装置及び方法は、クロスヘッド(1)の直線移動位置を検出するための直線位置センサ(9)を設け、コアシリンダ(2)の直線移動位置を直線位置センサ(9)で検出し、この直線位置センサ(9)からの位置検出信号(9a)に基づいてコアシリンダ(2)の100%及び0%の位置を設定する構成と方法である。
(もっと読む)
部分発泡共射出成形体の製造方法及び部分発泡共射出成形体
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体を製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;前記多層一次成形体を加熱して発泡性樹脂を発泡させることにより、発泡性樹脂層を発泡樹脂層とする発泡工程;を含む。
(もっと読む)
ポリエチレンテレフタレートボトル
【課題】固相重合による固有粘度が上昇したポリエステル樹脂をそのまま用いて、底部を含めて薄肉化可能で、バランスのよい肉厚分布を有し、軸方向荷重に対して高い圧縮強度に有するポリエチレンテレフタレートボトルを提供することである。
【解決手段】エチレンテレフタレート単位を主体とし、固有粘度が0.80乃至1.0dL/gの範囲にあるポリエチレンテレフタレートを二軸延伸ブロー成形して成るボトルであって、下記式
P=(W1/S1)/(W2/S2)
式中、W1は胴部の重量、S1は胴部の表面積、W2は底部の重量、S2は底部の表面積である、で表わされる、胴部の単位表面積当りの重量と底部の単位表面積当りの重量の比Pが0.45乃至0.85の範囲にあることを特徴とする。
(もっと読む)
包装容器、その製造方法および製造装置
【課題】安定した易開封性および密封性を備え、製造工程において手間とコストの低減を図ることのできる包装容器、その製造方法および製造装置を提供すること。
【解決手段】包装容器100は、内容物Pが凹部210に収納される平面略円形状の容器本体200を備え、この容器本体200は、その中心部に平面略円形に形成された開口部を塞ぐため蓋材300が開口部の周縁に配設されたフランジ部230にヒートシールされている。このフランジ部230と蓋材300とのヒートシールは環状のシール部240で行われる。容器本体200は、シール層251と隣接層252と基材層253とからなる多層シート250で形成されている。フランジ部230は、外縁部231から内縁部232にいたるまでにその厚みが次第に薄くなるように形成されている。
(もっと読む)
発泡ブロー成形品およびその製造方法
【課題】 成形品壁面の厚み方向における気泡径の標準偏差が40μm未満の均質な大きさの気泡セルを有し表面の平滑性が高い発泡ブロー成形品およびその製造方法を提供する。
【解決手段】 空調ダクト1は、発泡剤を混合させた熱可塑性樹脂をブロー成形することにより形成された発泡ブロー成形品である。発泡ブロー成形品を構成する壁面は複数の独立気泡構造の気泡セルを有する発泡状態であり、壁面の平均肉厚が3.5mm以下、発泡倍率が2.0倍以上でかつ、その外表面における中心線平均粗さRaが6.0μm未満である。壁面の厚み方向における気泡径の標準偏差は40μm未満である。
(もっと読む)
発泡プラスチック容器
【課題】従来公知の発泡容器にみられる発泡セルとは全く異なり、内容物保護性能の低下を生じせしめないようなセル径の傾斜勾配を有している発泡プラスチック容器を提供する。
【解決手段】発泡セル1が分布したプラスチックにより形成された容器壁10を有しており、該容器壁10の面方向の発泡セルの長さが、容器外面から内面に向かって小さくなっていることを特徴とする。
(もっと読む)
プリフォームおよび容器
【課題】製造工程における搬送中に落下することがなく、かつ開栓後にリングが口部から脱落しにくいプリフォームを提供する。
【解決手段】プリフォーム10は、口部11と、プリフォーム本体12と、口部11とプリフォーム本体12との間に形成されたフランジ部13とを有している。口部11外周にキャップ20内面の雌ねじ部25に係合する雄ねじ部14が形成されている。口部11外周のうち雄ねじ部14とフランジ部13との間の位置に、キャップ20のリング22内面の突起部28に円周方向に係合してリング22をキャップ本体21から破断させるラチェット爪15が円周方向に所定間隔をおいて複数設けられている。口部11外周のうちラチェット爪15とフランジ部13との間に、口部11全周にわたってラチェット爪15間の領域より内方へ引込む円周溝部17が設けられている。
(もっと読む)
81 - 100 / 255
[ Back to top ]