
Fターム[4F208AR12]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 調整制御量(制御の対象) (972) | 寸法(←長さ、大きさ、厚み等) (255)
Fターム[4F208AR12]に分類される特許
241 - 255 / 255
熱可塑性樹脂発泡シートの真空成形方法

【課題】
発泡倍率が高く、かつ厚みの厚い熱可塑性樹脂発泡シートの製造方法を提供する。
【解決手段】
成形型の成形面より真空吸引可能な成形型Aと、少なくとも成形面外縁部にシート固定部材を有する成形型Bを用いた、以下の工程を含む熱可塑性樹脂発泡シートの真空成形方法。
(1)熱可塑性樹脂発泡シートを加熱軟化させる工程
(2)成形型Aと成形型Bとの間に、工程(1)で得られる熱可塑性樹脂発泡シートを供給する工程
(3)加熱軟化された熱可塑性樹脂発泡シートを成形型間で挟持しつつ、成形面外縁部における両成形型間のクリアランスが、該シートの厚み以下となるまで両成形型を閉じ、成形型Bの成形面全面と前記発泡シート表面とを接触させる工程
(4)工程(3)で成形型Bの成形面全面と前記発泡シート表面とが接触した後に、成形型Aの成形面より真空吸引を開始する工程
(5)真空吸引を継続しつつ、成形面間の前記シートが所望の成形品厚みになるまで型開きして賦形する工程
(6)真空吸引を停止して成形型を開き、成形品を取り出す工程
(もっと読む)
シームレスベルトおよびその製造方法

【課題】 高弾性率で厚み精度の非常に良いシームレスベルトを安価に成形し、画像形成装置に用いられる中間転写体において、高速化になっても画像ムラのない優れた中間転写体を提供することを目的とする。
【解決手段】 環状ダイス2より押出された中空状樹脂溶液4を筒状金型1内面に塗布し溶媒を乾燥して形成されたシームレスベルトであって、該中空状樹脂溶液4内部に気体3を注入して膨張させるとともに、前記筒状金型1の中心と前記環状ダイス2の中心とをずらすことによって厚みが制御されたことを特徴とする。ここで、前記シームレスベルトの厚みバラツキが15μm以下であり、引張弾性率が2000Mpa以上であることを特徴とする。
(もっと読む)
熱成形用発泡シート及び果菜容器、並びに熱成形用発泡シートの製造方法
【課題】 本発明は、発泡剤の早期抜けを防ぎ、緩衝性に優れると共に適度なコシ強度を有し、二次発泡性及び金型再現性に優れる発泡シート及び該発泡シートの製造方法を提供することを課題とする。更に、本発明は該発泡シートを熱成形してなる果菜容器を提供することを課題とする。
【解決手段】 本発明の熱成形用発泡シートは、耐衝撃性ポリスチレン系樹脂(A)とスチレン系エラストマー(B)との樹脂組成物を主成分とし、連続気泡率が10%未満であり、ブタン残存量が3重量%以上である。
(もっと読む)
容器およびその成形方法
【課題】透明性に優れ、優れたイージーピール性と安定した十分なイージーピール強度を有する易開封性の容器およびその成形方法を提供する。
【解決手段】 熱可塑性樹脂シートを加熱した後、金属金型により賦形・冷却する容器の成形方法において、凝集破壊タイプのイージーピール材から構成されたイージーピール層を一方の表面層として有する総厚さ150〜1000μmの熱可塑性樹脂シートを用い、該熱可塑性樹脂シートを加熱した後該イージーピール層の表面側に、表面粗さの指標で最大高さ(Rz)(JIS B 0601)が0.8μm以下の表面を有する金属金型に接触させて賦形・冷却することにより成形する容器の成形方法。
(もっと読む)
薄肉成形品の製造方法
【課題】 樹脂成形品となる非晶性樹脂層とガイドとして非晶性樹脂層と同時成形される結晶性樹脂層とを一体に多層として成形することにより、多層構造の少なくとも1層を分離する方法によって、平均肉厚が500μm以下の薄肉成形品を得ることができる技術を提供する。
【解決手段】 複数の異なる溶融状態の熱可塑性樹脂を多層構造で押し出し、金型に密着させて所望の形状に形成した後、多層構造の1層を分離することにより得られる薄肉成形品の製造法である。薄肉成形品は、胴部および胴部の一端の開口部を閉じるキャップからなる。胴部内には内容物が内装されている。開口部にはキャップが接合される。胴部の平均肉厚は500μm以下である。
(もっと読む)
アクリル系組成物
本発明は、熱成形可能なシートに関し、例えば、上面近傍に位置する粒子を含み、熱成形した際のテクスチャーシートが低光沢性でテクスチャー表面を呈し、傷付き、汚れ(成形型に由来する汚れも包含する)、日常の摩耗および露滴に対する表面の感受性がより小さく、表面上に見える油の付着(例えば指紋)が顕著に低減されるようなアクリル系シートに関する。 (もっと読む)
積層シート、当該積層シートからなる容器、及び当該容器の製造方法
【課題】防湿性、保形性、剛性に優れ、製造時に熱板への付着や打ち抜き時の打ち抜き部における樹脂ヒゲの発生を防止して、安定した容器の製造を行うことができる積層シート、当該シートからなる容器、及び当該容器の製造方法を提供すること。
【解決手段】ポリスチレン系樹脂層2と、ホモポリプロピレン及び/またはブロックポリプロピレンからなるポリプロピレン樹脂層3を含み、ポリプロピレン樹脂層3のメルトフローレート(MFR)が12g/10分以下、厚みが15〜60μmであり、総厚みが800μm以下である積層シート1、この積層シートからなる容器10、及び、当該積層シート1の上下方面から熱板を面接触させて加熱する加熱工程と、加熱された積層シート1を熱成形して容器形状とする熱成形工程と、容器形状となった積層シート1から容器10を打ち抜く打ち抜き工程と、を含むことを特徴とする容器の製造方法。
(もっと読む)
樹脂成形体の製造方法
【課題】
高脆性の非晶性熱可塑性樹脂からなるシート状物を室温近傍で圧空成形等をすることにより、生産性よく樹脂成形体を製造する方法等を提供すること。
【解決手段】
(1)非晶性熱可塑性樹脂からなるシート状物に、圧力1〜40MPa、温度50℃以下の条件下で二酸化炭素を収着させた後、30℃以下の温度で脱圧後、二酸化炭素を収着した該シート状物を、[室温+10℃]以下の温度で、圧空成形、真空成形、又は真空圧空成形することを特徴とする樹脂成形体の製造方法、及び(2)二酸化炭素を収着した該シート状物に、[室温+10℃]以下の温度で、表面に凹凸形状が形成された型を押圧することを特徴とする凹凸形状が転写された樹脂成形体の製造方法である。
(もっと読む)
高密度ポリエチレン樹脂製発泡シート、およびこのシート製容器の製造方法
【課題】 発泡シート製造時の押出し特性に優れ、剛性、弾性率、断熱性、耐寒性、緩衝性などに優れ、各種容器などに二次加工できる高密度ポリエチレン系樹脂製発泡シート、および耐熱性に優れた容器の製造方法を提供すること。
【解決手段】 第一発明は、密度が0.942〜0.968、MFRが0.1〜0.9g/10分、溶融張力が2〜15gの高密度ポリエチレン系樹脂(A)75〜93重量%と、MFRが1〜10g/10分、溶融張力が15〜25gのポリプロピレン系樹脂(B)25〜7重量%とを含む樹脂脂組成物よりなり、発泡倍率が1.1〜5.0倍、厚さが0.5〜3.0mmの高密度ポリエチレン系樹脂製発泡シートを要旨とし、第二発明は、特定の条件で製造する耐熱性に優れた容器の製造方法を要旨とする。
(もっと読む)
プリフォーム及びこのプリフォームから成るブロー成形容器
【課題】 成形歪みが低減され、寸法安定性に優れた圧縮成形によるプリフォームを提供することである。
【解決手段】 少なくともポリエステル樹脂から成る層を有し、圧縮成形により成形された口部にネックリングを有するプリフォームにおいて、前記ポリエステル層の底部中心又はネックリング下の下記式で表される温度差ΔTcが15℃以下であることを特徴とするプリフォーム。
ΔTc=Tc2−Tc1
式中、Tc1はプリフォームから切り出したポリエステル層を示差走査熱量計(DSC)で測定した昇温結晶化ピーク温度、Tc2はTc1測定後急冷して測定した昇温結晶化ピーク温度をそれぞれ示す。
(もっと読む)
自己強化された熱可塑性プラスチック材料からプラスチック部品を製造する方法、装置、および、そのプラスチック部品
【課題】本発明は、自己強化された熱可塑性プラスチック材料をベースに、プラスチック部品、特に旅行かばんの外殻の新しい生産物および方法を提供する。本発明は、自己強化された熱可塑性プラスチック材料から、プラスチック部品1、特に旅行かばんの外殻を製造する方法、自己強化された材料で形成されるプラスチック部品1、およびそのプラスチック部品、特に旅行かばんの外殻7を製造する装置に関する。その方法は、その材料(薄板)に、全ての連続する部品の形作りおよび/または成形中に、少なくとも部分的に薄板を引っ張る工程から成り、部品の予備成形物を残部薄板から除去して部品を形成する。本発明は、自己強化された熱可塑性プラスチック材料の使用をベースにした超軽量の旅行かばんの外殻7の製造を可能にし、その製造は、生産物の最終仕上げまでの全ての製造工程中で、常にその材料を引っ張ることによりさらに強化される。  (もっと読む)
(もっと読む)
透明な熱可塑性外壁を有する化粧品容器の製造法
本発明は、プラスチック材料の透明な外層を有する容器の押出ブロー成形法である。本発明の容器は、平滑でガラスのような外観を有し、より安価なガラス瓶代替物として使用することができる。 (もっと読む)
特に食品包装用プラスチック容器の予備成形品
本発明は食品包装用のプラスチック容器を製造するための予備成形品に関し、特に二重継ぎ合せにより金属製の蓋部で気密封止できる吹込成形薄壁容器に関する。予備成形品(1)は本体部(4)と凸状半球底部(6)とを含む。本体部(4)は、厚みを有する縁部(5)において終端する突縁部(3)で囲まれ、円筒状の首部(2)に向かって広がる円錐形状を有する。好ましくは内部本体部表面(4)が円筒状の首部に向かって広がる角度(α)は、外部本体部表面(4)が上方に開く角度(β)より大きく、かつ円筒状の首部(2)の厚み(g2)は、底部(6)の厚み(g3)より薄い。
 (もっと読む)
(もっと読む)
押出しブロー成形された熱可塑性パッケージとの組合せの組成物
本発明は、組成物とその組成物を含むパッケージシステムとの組合せを含むパッケージされた製品を開示し、パッケージシステムは、高密度ポリエチレン熱可塑性樹脂と低密度ポリエチレン熱可塑性樹脂の組合せを、低密度ポリエチレン熱可塑性樹脂約20%に対して高密度ポリエチレン熱可塑性樹脂約80%からの比で有する、押出しブロー成形された熱可塑性パッケージを含む。 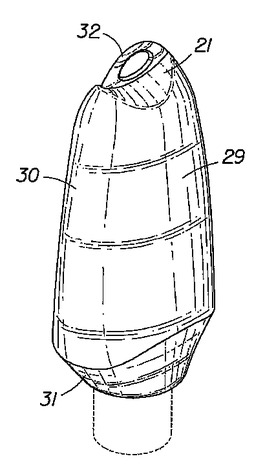 (もっと読む)
(もっと読む)
耐熱PETボトル用プリフォーム
【課題】大容量の耐熱PETボトルをコールドパリソン法を用いてシングルブロー成形により2軸延伸ブロー成形が可能なプリフォームの提供を目的とする。
【解決手段】ポリエチレンテレフタレート樹脂を用いた容量の大きい2軸延伸ブロー成形容器をコールドパリソン法にてシングルブロー成形する場合に供される、口栓部及び口栓部の下方に肩部を介して円筒状の胴部を備える有底筒状体からなるプリフォームにおいて、縦方向延伸倍率が1.85以上になるように口栓部下の首下長さを設定し、横方向延伸倍率が3.5以上になるように胴部外径を設定した。2リットル容量耐熱PETボトル用プリフォームの場合には上記に加えて、目付重量を67.5〜70.5gの範囲に設定し、胴部肉厚が4.0mm以上になるように形状設定した。また、必要に応じて口栓部内側に厚肉部を設け、ストレート部長さを所定の範囲に設定した。
(もっと読む)
241 - 255 / 255
[ Back to top ]