
Fターム[4F208AR12]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 調整制御量(制御の対象) (972) | 寸法(←長さ、大きさ、厚み等) (255)
Fターム[4F208AR12]に分類される特許
101 - 120 / 255
プリフォームおよび容器
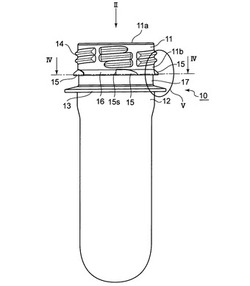
【課題】製造工程における搬送中に落下することがなく、かつ開栓後にリングが口部から脱落しにくいプリフォームを提供する。
【解決手段】プリフォーム10は、口部11と、プリフォーム本体12と、口部11とプリフォーム本体12との間に形成されたフランジ部13とを有している。口部11外周にキャップ20内面の雌ねじ部25に係合する雄ねじ部14が形成されている。口部11外周のうち雄ねじ部14とフランジ部13との間の位置に、キャップ20のリング22内面の突起部28に円周方向に係合してリング22をキャップ本体21から破断させるラチェット爪15が円周方向に所定間隔をおいて複数設けられている。口部11外周のうちラチェット爪15とフランジ部13との間に、口部11全周にわたってラチェット爪15間の領域より内方へ引込む円周溝部17が設けられている。
(もっと読む)
ブロー成形容器およびブロー成形容器の製造方法

【課題】白化、加熱しわ等の不具合がなく、品質が良好なブロー成形容器を製造することが可能なブロー成形容器の製造方法およびこのような方法により製造されたブロー成形容器を提供する。
【解決手段】射出成形機33を用いてPLA製のプリフォーム10を作製し、このPLA製のプリフォーム10を加熱装置34で加熱する。次に加熱されたPLA製のプリフォーム10をブロー成形機36によってブロー成形し、ブロー成形容器20を作製する。ブロー成形時のプリフォーム10の加熱温度を79℃乃至84℃の範囲とし、ブロー成形されるプリフォーム10の高さh1と、ブロー成形により作製されるブロー成形容器20の高さh2との関係を、h2<3×h1とした。
(もっと読む)
カップ状容器の製造方法
【課題】射出成形されたシート状プリフォームから、効率良く、しかも、廉価にカップ状容器を成形可能な製造方法を提案すること。
【解決手段】射出成形ステーション13において熱可塑性樹脂を用いてシート状プリフォーム31を射出成形する。シート状プリフォーム31をキャビティ型22(1)に残したまま、ターンテーブル12を回転させて、キャビティ型22(1)を真空成形・取り出しステーション14の凹状容器型41に対峙させ型閉めを行う。凹状容器型41の各凹部43がシート状プリフォーム31の厚肉のカップ本体形成部分33によって封鎖され、その口部フランジ形成部分34が双方の型の合わせ面22b、42の間に把持される。各凹部43を真空吸引するとカップ本体形成部分33が真空成形され、2個のカップ状容器1が得られる。
(もっと読む)
ポリプロピレン系樹脂積層発泡シート及びその成形体
【課題】 本発明の目的は、熱成形性、熱成形後の外観に優れ、成形加熱時の積層発泡シートの熱収縮による帯電防止性能の低下が見られないポリプロピレン系樹脂積層発泡シートおよびその成形体を提供することにある。
【解決手段】 ポリプロピレン系樹脂、ラジカル重合性単量体、ラジカル重合開始剤からなる特定のメルトフローレイトを有する改質ポリプロピレン系樹脂を基材とした発泡シートの少なくとも片面に、高分子型帯電防止剤を含有するポリプロピレン系樹脂非発泡層を積層し、該積層発泡シートの加熱収縮率を押出方向、幅方向ともに0〜10%にすることで、上記課題を解決することができる。
(もっと読む)
車両用プロテクタの製造方法及び車両用プロテクタ
【課題】 ブロー成形によって車両用プロテクタを成形するときに、取付座部が破断しないようにすることである。
【解決手段】 第1及び第2の成形型46,47より成るブロー成形型Sにおいて、プロテクタ本体1と蓋体2の取付座部12の大部分が含まれるように仮想円筒59を設定し、その中心59aに、ブロー中心P(パリソン18の軸心)を配置する。エアを吹き込まれることによって膨出するパリソン18は、第1及び第2の成形型46,47において軸心Pから最も近い部分(第2成形型47の窪み部成形突起部56)に至り、その両側に回り込むように膨出する。その後、パリソン18は、第2成形型47における軸心Pから最も遠い部分(頂部成形部57)と、第1成形型46のキャビティの内壁面とにほぼ同時に至る。この結果、ブロー成形された袋状成形体110において、頂部34の肉厚t1と、側壁部25,26の肉厚t2とをほぼ等しくできる。
(もっと読む)
高さが異なる中空突起を有するシート成形体およびその製造装置
【課題】 種々の複雑な形状を有する製品を、製品の凹凸に対応した形状に適合して包装できる中空突起を有するシート成形体およびそれらを効率よく製造する手段に関する。
【解決手段】 樹脂シートの片方の面又は両面に、樹脂シートの一部が変形されることによって多数の中空突起が形成されているシート成形体であって、少なくとも片面にある突起の数の10%以上の中空突起の高さが、15%以上の高さの差を有することを特徴とする、高さが異なる中空突起を有するシート成形体、および高さを異にする針状型により高さを異にする中空突起を有する成型体の製造装置。
(もっと読む)
高められた再加熱特性のポリプロピレンの成形
【課題】再加熱剤剤入りポリプロピレン組成物の提供。
【解決手段】ポリプロピレン組成物を形成するためのポリプロピレン中への再加熱剤の反応押出配合であって、再加熱剤が還元剤による金属化合物の金属状態へのインサイチュー化学的還元によってかかる反応押出配合中に生成され、そのように生成された再加熱剤が10nm〜100ミクロンの範囲のサイズを有する粒子の形にあり、かつ、かかる粒子が前記ポリプロピレンの全体にわたって一様に分配される配合を含む再加熱剤を含有するポリプロピレン組成物の製造方法。
(もっと読む)
単層ブロー成形品及びその製造方法
【課題】容器の透明性に優れ、しかも復元性、耐衝撃性、柔軟性、耐環境応力亀裂性に優れた高級感のある単層ブロー成形品、及びその製造方法の提供。
【解決手段】下記の特性(i)〜(iv)を有するメタロセン触媒で製造されたポリエチレンからなる単層ブロー成形品によって提供した。
特性(i):メルトフローレート(温度190℃、荷重2.16kg)が0.5〜28g/10分である。
特性(ii):密度が0.850〜0.915g/cm3である。
特性(iii):曲げ弾性率が170MPs以下である。
特性(iv):ゲルパーミエーションクロマトグラフィー(GPC)測定による重量平均分子量と数平均分子量の比(Mw/Mn)が1.5〜4.0である。
(もっと読む)
中空成形体、その成形装置及び方法
【課題】合成樹脂の成形ロスが少なく、ピンチオフ部や有底部分に発生するシワが殆どなく、機械的強度及び耐久性に優れ、容器として広く利用できる中空成形体の成形装置を提供する。
【解決手段】ダイのパリソン押出し出口に隣接し且つパリソン押出し方向に並べて複数のパリソン絞り部材を配設し、複数のパリソン絞り部材の開口を開いてパリソンを押し出し、複数の絞り部材の絞り径がパリソン押出し方向に向かって順次に小さくなるように、複数のパリソン絞り部材の絞り径を制御して、パリソンの底部を成形する。
(もっと読む)
熱成形方法
最終的熱成形品がシート押出し加工流路(縦方向)と横方向に沿って示す収縮率に関して相対的に等方性である熱成形品を製造する方法。この製品の製造をプロピレンの重合をイソ特異的メタロセン触媒を用いて行うことで生じさせたイソタクティックポリプロピレンを用いて実施する。この重合体が示す溶融流れ速度は1−5グラム/10分の範囲内でありかつ溶融温度は160℃以下である。このポリプロピレンの押出し加工を行うことで少なくとも1方向に配向していて厚みが10−100ミルのシートを生じさせる。このシートを135−160℃の温度に加熱した後、熱成形を所望形態の鋳型と接触した状態で行うことで熱成形品を生じさせる。次に、この熱成形品を冷却した後、前記鋳型から取り出すことで最終的製品を得る。 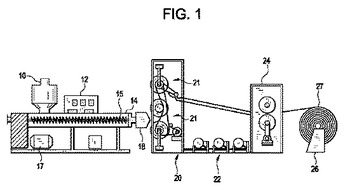 (もっと読む)
(もっと読む)
発泡成形体
【課題】熱可塑性樹脂の発泡体シートまたはフィルムからなる発泡成形体であって、気泡形状の変形が少なく、機械的強度が高いとともに、寸法精度に優れ、しかも深絞り成形にも好適な発泡成形体を提供する。
【解決手段】熱可塑性樹脂の発泡体シートまたはフィルムからなる発泡成形体であって、前記発泡体シートまたはフィルムの厚さ方向中間層に存在する気泡のアスペクト比(長径/短径)が1.0〜2.0である発泡成形体とする。
(もっと読む)
ブロー成型用金型及び当該金型を用いて成形された積層板
【課題】同一直線上に存在し、互いに逆方向に回動可能なヒンジ構造を設けることができる新規なブロー成型用金型及び当該金型を用いて成形された積層板を提供する。
【解決手段】2枚の熱可塑性樹脂性の板部6,7の端部同士が溶着された本体部4Mを備える積層板4であって、前記本体部4Mは、当該本体部4Mの表裏面のうち一方の面側に回動中心が設けられ、所定方向に延在する第1のインテグラルヒンジ8と、他方の面側に回動中心が設けられ、前記所定方向に延在する第2のインテグラルヒンジ10と、を備え、前記第2のインテグラルヒンジ10を、平面視で前記第1のインテグラルヒンジ8の略延長線上に設けるとともに、前記第1のインテグラルヒンジ8と前記第2のインテグラルヒンジ10との間に切断部11を設けた。
(もっと読む)
複合合成樹脂素材供給装置
【課題】外側溶融樹脂の内部に包含されるコア層の移送距離が長くても、コア層がほぼ円球形状を維持すること。
【解決手段】複合合成樹脂素材形成装置1は、ノズル手段2の排出口に至る排出路9、該排出路9に接続された下流端を有する外側流路4、排出路9に接続された下流端を有する内側流路8、外側流路4を通して外側合成樹脂aを流動させるための外側合成樹脂供給手段、内側流路8を通して内側合成樹脂bを流動せしめる内側合成樹脂供給手段、及び該内側流路の下流端を間欠的に開閉するためのロッド弁30を具備している。そして、排出路9の断面積は、中流部領域(大径部34)が上流部領域(小径部33)及び下流部領域(縮径部35)よりも断面積が大きく形成されている。
(もっと読む)
内装品の真空成形機及び真空成形方法
【課題】表皮材の熱溶融性接着剤が塗布された発泡層を基材に接着させる際に、接着させたくない基材領域或は発泡層が直接セットされる型面領域に対する非着用の前処理を不要にし得る内装品の真空成形機を提供する。
【解決手段】吸気路付きの基材がセットされる基材用凸状真空吸引型と、表皮全域の表面形状に対応する型面17bを有する表皮材用凹状真空吸引型17とを備え、表皮が接合され、熱溶融性の接着剤が塗布された熱可塑性の発泡層付きの扁平状表皮材が、基材に加温処理されてセットされた状態で型締めして双方の金型から真空吸引して、発泡層を基材に接着して表皮材10を賦形するようになった内装品の真空成形機において、分散形成される吸気路が実質上廃止された非着基材領域に対面する表皮材用凹状真空吸引型17の型面17bが、型締め状態での非着基材領域からの表皮材の厚み分よりも後退した後退面17aとして形成される。
(もっと読む)
改良されたバルーンカフ付き気管切開チューブを製造するためのチューブ状ワークピース
膨張可能バルーン部材にブロー成形されるチューブ状ワークピースが提供される。前記チューブ状ワークピースは、熱可塑性ポリマーから成り、ルーメン及び非対称的な壁厚を有する原料チューブである。前記チューブをモールド内で前記チューブの材料を柔軟化させるのに十分な温度まで予熱した後、気体で膨張させて前記チューブの材料を概ね不均一に伸張させることにより、前記チューブからバルーン部材を作製することができる。前記バルーンは、使用されるモールドのタイプに応じて不均一な壁厚を有する。前記バルーンは、従来の手法を用いて中空チューブに取り付けられ、気管切開チューブが作製される。 (もっと読む)
熱可塑性樹脂の成型装置
【課題】 非加熱状態の金型を用いて、スタンピング方式での樹脂成型を可能にし、作業性を改善する。スタンピング方式を改良することで、複雑な立体形状の樹脂成型を可能にする。
【解決手段】立体成型品12の外殻部14を展開した形状の熱可塑性樹脂シート16を、軟化温度以上であって、溶融流動開始温度未満の温度に予備加熱し、非加熱状態の2以上の金型20で樹脂シート16全面を包囲して、展開した形状の樹脂シート16を折り曲げながら加圧成型して、立体成型品12を得る。常温の加熱しない金型を使用するので、プレス装置の加熱冷却制御が不要であり、成型後短時間で製品を取り出すことができる。従って、加熱プレス装置を使用する場合に比較して生産速度を十分に引き上げることができる。
(もっと読む)
固体状態の気泡熱可塑性樹脂製品をブロー成形する方法
気泡熱可塑性樹脂製品を製造するためのプロセスが開示される。本プロセスは、熱可塑性材料から製造した固体パリソンをある期間の間、高圧において、飽和ガスによって処理して、ガス飽和パリソンを供給するステップと、そのガス飽和パリソンを加熱して、気泡パリソンを作成するステップと、その気泡パリソンを金型の中に設置するステップと、その気泡パリソンに成形ガスを吹き込んで、その気泡パリソンをその金型の形状に膨らませて、造形された気泡製品を供給するステップとを含む。 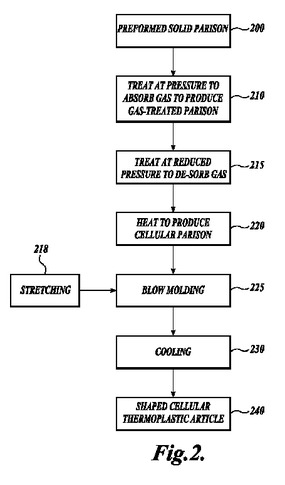 (もっと読む)
(もっと読む)
プラスチックボトル成形用プリフォーム
【課題】樹脂重量が25.0g以下の、容量600ml以下のプラスチックボトル成形用プリフォームを提供する。
【解決手段】プラスチックボトル成形用プリフォームは、口栓部2、サポートリング3、胴部5及び胴部5の端部を閉塞する底部6を備える、樹脂重量が25.0g以下のプリフォームである。サポートリング3の下に最小肉薄部からなる長さ5.0〜10.0mmのサポートリング下肉薄部4が設けられ、底部6はゲート部のほうに向けて徐々に肉厚を薄く形成されている。
(もっと読む)
プラスチックボトル成形用プリフォーム
【課題】樹脂重量が21.0g以下の、容量600mlのプラスチックボトル成形用プリフォームを提供する。
【解決手段】プラスチックボトル成形用プリフォームは、口栓部、サポートリング、胴部及び胴部の端部を閉塞する底部を備える。樹脂重量は21.0g以下であり、プリフォームの全長を92.5mmより小さくし、胴径を24.0mmより小さくし、サポートリングの下に最小肉薄部からなる長さ5〜10mmのサポートリング下肉薄部を設け、更に胴部の肉厚をサポートリング下肉薄部より厚くし、且つ底部はゲート部のほうに向けて徐々に肉厚を薄くした。
(もっと読む)
二軸延伸ポリスチレン系樹脂シート
【課題】 耐衝撃性が高く、耐割れ性に優れ、折り曲げ強度が高く、成形品打ち抜き時の切り粉発生が抑制された、透明性に優れた二軸延伸ポリスチレン系樹脂シートおよびそれからなる容器を提供すること。
【解決手段】 (A)スチレンブロック部の分子量が1万〜13万であるスチレン−ブタジエンブロック共重合体20〜90質量%と、(B)ハイインパクトポリスチレン樹脂0.5〜3質量%と、(C)ポリスチレン樹脂7〜79.5質量%からなる樹脂組成物を二軸延伸してなるニ軸延伸ポリスチレン系樹脂シートを構成とする。
(もっと読む)
101 - 120 / 255
[ Back to top ]