
Fターム[4F208AR12]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 調整制御量(制御の対象) (972) | 寸法(←長さ、大きさ、厚み等) (255)
Fターム[4F208AR12]に分類される特許
121 - 140 / 255
ダクトの製造方法
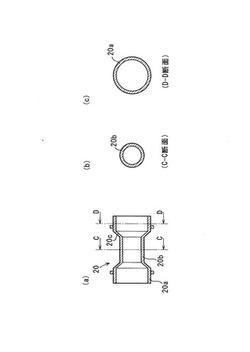
【課題】ダクト端部と胴体部とが略等しい、または、胴体部の方が大きい断面積を有する内側ダクトにおいて、肉厚が薄く、且つ、強度の高い内側ダクトを製造できる方法を提供する。
【解決手段】内側ダクトは、PETまたはPEN等の熱可塑性材料から延伸ブロー成形により製造される。具体的には、両端の大径部20aより中央部20bの方が断面積が小さく括れた筒形状のプリフォーム20を成形し、その成形されたプリフォーム20を加熱した後、プリフォーム20の内部に高圧ガスを吹き込んで製造される。延伸ブロー工程では、プリフォーム20を成形した段階で括れている中央部20bの断面積が大径部20aの断面積と略同一になるまで径方向に延伸ブロー成形される。この製造方法によれば、肉厚が薄く、強度の高い内側ダクトを製造でき、且つ、成形品に有底部が生じないので、有底部を切断するための後加工は不要であり、廃材が発生することもない。
(もっと読む)
乳酸系ポリマーを含む多層シートおよび成形品
【課題】透明性、耐熱性および生産性に優れた乳酸系ポリマー組成物を含む多層シート、該多層シートからなる成形品および該成形品の生産性に優れた製造方法を提供すること。
【解決手段】本発明の多層シートは、乳酸系ポリマー及び有機結晶核剤を含む結晶化可能な乳酸系ポリマー組成物からなる層(X)を少なくとも1層と、非晶性の乳酸系ポリマーを含む層(Y)を少なくとも2層とを有する多層シートであって、該多層シートの両側の最外層が前記層(Y)であり、該有機結晶核剤が、110℃でのポリ乳酸に対する溶解度が1.0×10-5以上である少なくとも1種のエチレンビスカルボン酸アミドを含む。
(もっと読む)
熱成形用アクリル樹脂フィルムとその製造方法及びこの熱成形用アクリル樹脂フィルムを含む積層体
【課題】耐薬品性に優れ、且つ、耐擦傷性、表面硬度、耐熱性を備えた熱成形用アクリル樹脂フィルム及びその積層体を得る。
【解決手段】アクリル樹脂フィルムと、該アクリル樹脂フィルムの一方の面上に最外層として厚さ2−12μmの硬化樹脂層を有する60°表面光沢度が100%以上である熱成形用アクリル樹脂フィルム及び当該熱成形用アクリル樹脂フィルムを含む積層体。
(もっと読む)
導電性ブロー成形品
【課題】導電カーボンブラックをはじめとする導電材料を含有せしめたポリエチレンブロー成形品の耐衝撃性や耐荷重性、耐ストレスクラック性を良好にし、導電性を発現させつつ流動性や良好なブロー成形性を保持する。
【解決手段】高密度ポリエチレンを芯層に少なくとも断面厚さの50%以上で構成され、表層ないしは内層、または表層と内層を導電フイラーとしてカーボンブラックを含有せしめた導電層を有し、導電層のベース樹脂がメルトフローレート0.1g/10minを越えるポリエチレンからなるブロー成形品とする。
(もっと読む)
導電性ブロー成形品
【課題】導電カーボンブラックをはじめとする導電材料を含有せしめたポリプロピレンブロー成形品の耐衝撃性や耐荷重性、耐ストレスクラック性を良好にし、導電性を発現させつつ流動性や良好なブロー成形性を保持すること。
【解決手段】ポリプロピレンを芯層に少なくとも断面厚さの50%以上で構成され、表層ないしは内層、または表層と内層を導電フイラーとしてカーボンブラックを含有せしめた導電層を有し、導電層のベース樹脂が190℃、2.16kg荷重にて測定されたメルトフローレートが0.5g/10minを越えるポリオレフィンからなるブロー成形品とする。
(もっと読む)
電子写真用中間転写ベルトの製造方法

【課題】表面層−ベルト基材界面での反射光と表面層表面での反射光との干渉が十分に抑制され、かつ、反射光の絶対光量が十分に確保された、電子写真用中間転写ベルトの製造方法を提供する。
【解決手段】熱可塑性樹脂と、固体潤滑剤と、導電材としてポリエーテルエステルアミドとを含有する熱可塑性樹脂組成物から成形されたベルト基材と、該ベルト基材上に形成された表面層とを有する電子写真用中間転写ベルトの製造方法であって、前記熱可塑性樹脂組成物からプリフォーム104を成形する工程と、該プリフォームからボトル状成形物を成形する工程と、該ボトル状成形物からベルト基材を調製する工程と、該ベルト基材表面に表面層を形成する工程とを有する中間転写ベルトの製造方法。
(もっと読む)
地中管路形成筒材
【課題】 土圧に対する耐圧変形強度を備え、短縮状態に変化でき、地形に合わせた曲げ配管もできる筒体でありながら、筒内へのケーブル挿通時には、筒壁がケーブルとの摩擦で摩耗し破損することが生じにくい構造とした地中管路形成筒材の提供。
【解決手段】 筒壁1の全体または一部に形成した不等辺三角形状の筒壁1部分が、山頂部分2に続く左右の傾斜壁3,4が長短不等長に形成され、一方の長尺側傾斜壁3の谷部分5側の肉厚Tが他方の短尺側傾斜壁4の谷部分5側の肉厚tに比して厚肉に形成され、これらの長尺側傾斜壁3と短尺側傾斜壁4とが、断面視V字形に開いた離隔姿勢と、短尺側傾斜壁4が屈折自在としたヒンジ部6を介して長尺側傾斜壁3の上に折り重なった重畳姿勢とに変形可能に形成され、該ヒンジ部6が、管軸方向において、長尺側傾斜壁3における最小径部pの位置よりも短尺側傾斜壁4の方向に変位して形成した構成としたもの。
(もっと読む)
蛇腹中空体
【課題】ブロー成形で製造された楕円形などの断面の蛇腹中空体において、蛇腹部の肉厚を周方向で均一として屈曲性を等方性とする。
【解決手段】膜長が所定値の長径部10と、一般部より膜長が大きな短径部11と、を周方向にそれぞれ有する蛇腹部とした。
長径部10は短径部11に比べて伸び量が大きくなるため肉厚が薄くなり、短径部11は肉厚が厚くなる。そこで短径部11に大膜長部を形成しておけば、伸び量が大きくなるため短径部11の谷部の肉厚を薄くすることができ、長径部10と同等の屈曲性とすることができる。
(もっと読む)
気泡シート体製造用の真空成形ロール
【課題】目詰まりの発生を防止又は抑制し、気泡シート体の生産効率向上、及びメンテナンスの煩雑化解消を図ることが可能な真空成形ロールを提供する。
【解決手段】真空通路R14の半径R14rを、切除部R12aのうち最もプラグR12の中心に近い最大切込部R12axとプラグR12の中心との距離R12xよりも大きく設定した。
(もっと読む)
包装用容器
【課題】耐熱・耐油性と液漏れし難い特性を有する安価な包装用容器の提供。
【解決手段】フィラーとポリプロピレン系樹脂を含有する組成物からなる基材層(A)の両面にポリオレフィン系樹脂からなる外層(B)を積層した熱成形用シートを熱成形して得られる容器本体と、容器本体と内嵌合または内外嵌合する蓋とからなり、容器本体の蓋の嵌合部と密接する部分の密接する側のポリオレフィン系樹脂層(B1)の厚みが少なくとも13μm以上であり、容器本体内面の表面粗さRyが10μm以下であることを特徴とする包装用容器。
(もっと読む)
感湿製品用の容器
【課題】感湿性製品のための容器を提供する。
【解決手段】容器は、感湿性製品を保持するための内側空間を規定する、開封可能な容器本体を有する。より詳細には、感湿性製品を保持するための内側空間を規定し、及び少なくとも内側層と外側層を含み、該内側及び外側層は共押し出しされた層であり、該内側層はポリマー材料と乾燥剤材料を含み、該外側層は湿気バリア材料を含む、剛直な容器。  (もっと読む)
(もっと読む)
ブロー成形ボトル用プリフォーム
【課題】ボトル底部の一部に下方に膨出する反転凹入自在の延伸された膨出部を備えたPETボトルに好適に用いることができ、樹脂の使用量を削減してしかも十分な強度を有するPETボトルを形成することができるプリフォームを提供する。
【解決手段】プリフォーム5は、胴部16の重さ(W)とボトル1の容量(V)との関係を示す関係式W=aV+bに基づいて当該関係式における傾きaを0.025〜0.03の範囲とし且つ切片bを1〜4の範囲として、胴部16の重さ(W)を設定し、胴部16の長さ寸法(L)とボトル胴部3乃至膨出状態の膨出部10の最下端の長さ(H)とがL≦H/2.3の関係を満たし、胴部16の長さ寸法(L)とボトル1の容量(V)との関係を示す関係式L=cV+dに基づいて当該関係式における傾きcを0.064とし且つ切片dを21〜31の範囲として、胴部16の長さ寸法(L)を設定する。
(もっと読む)
インジェクションブロー成形瓶およびその金型
【課題】有底状の成形瓶、特に底部における耐衝撃性をさらに強化した成形瓶、およびその成形瓶を形成する金型を提供することを課題とする。
【解決手段】本発明は、有底略筒状のインジェクションブロー成形瓶であって、該成形瓶はポリフェニルサルホン樹脂からなり、該成形瓶の底部外面壁が、外周側から底部中心に向かって緩やかな球面状に底上げされた凹部を形成するとともに、該球面状凹部の中央部表面から上部に向かって同心円状の中央沈降部が形成されており、さらに該同心円状の中央沈降部の外側に、同心円状の凸状内側外輪部を介して環状の外側沈降部が形成されており、かつ該成形瓶の底部内面壁は、凹凸がない滑らかな球面を形成していることを特徴としている。また、本発明は、上記成形瓶を製造するための金型を提供する。
(もっと読む)
熱成形用シート材
【課題】熱成形を容易に行うことができると共に熱成形時に基材の通気性を損ない難く、しかも作業環境の汚染のおそれが少ない熱成形用シート材を提供する。
【解決手段】ポリウレタンフォーム等の合成樹脂発泡体からなる基材11の少なくとも片面に太さ10〜100μmの繊維状からなる熱可塑性合成樹脂21aを、基材11に対する付着量が5〜80g/m2となるように付着させて熱成形用シート材10とした。熱成形用シート材10を表皮材等と積層して熱プレスすることにより、繊維状からなる熱可塑性合成樹脂21aが再活性化して表皮材等と接着すると共に、熱成形用シート材10と表皮材等の賦形を行うことができる。
(もっと読む)
外表面を加飾した合成樹脂成形品
【課題】 円筒状の胴部等、丸筒状の成形部位の全周に亘って、連続状に十分な突出高さを有する凸状模様を形成することを課題として、丸筒状部位の全周に亘って連続状に彫刻状の模様を付与した合成樹脂製成形品を提供することを目的とする。
【解決手段】 丸筒状の部位を有する合成樹脂製成形品において、丸筒状部分の外表面の全周に亘って、厚盛状のスクリーン印刷による印刷層により、周方向に沿って連続状の凸状模様を形成して加飾する。
(もっと読む)
合成樹脂製容器の口筒部
【課題】 口筒部の上端面に形成されるUPI法による切断痕への指先等の接触を口筒部の形状により抑制することを技術的課題とするものであり、もって安全で、安心して使用できる合成樹脂製容器を低コストで提供することを目的とする。
【解決手段】 押出しブロー成形による容器の口筒部において、この口筒部の上端面を、上端面の内側周部に比較して外側周部を段差状に僅かに下位に位置させた形状とし、ブロー成形時に、ブロー成形割金型に挟持されるパリソンの上方からプラグを押し込んで、内側周部の外周縁部分で、この割金型とプラグにより構成される喰切り部により口筒部の上端面上方の不要部分を切断除去したものとする。
(もっと読む)
プリフォーム及びその加熱方法
【課題】プリフォームの少なくとも延伸される部分を温度差なく均一に延伸ブロー成形に適した温度まで高温短時間で加熱することができる薄肉プラスチックボトルを生産するプリフォームを提供する。
【解決手段】ネックリング部3と胴体部4の接続部に突起6を設けるとともに、胴体部4をプリフォームの中心軸に対してほぼ同心円となる円筒部とし、また底部5をなだらかな曲線で構成された半球状として、胴体部および底部の厚みをほぼ均一とし、さらに、キャップ嵌合部2の頂面部の厚みを1.5〜1.8mm、ネックリング部の基部の断面厚みを3.0mm以上とする。
(もっと読む)
熱可塑性材料からなる容器、主にボトル
本発明は、加熱された予備成形物をブロー成形する、又はストレッチブロー成形することによってなる、熱可塑性材料の容器(1)、主にボトル型の容器(1)において、本体(4)に接続された底部(2)及びネック部(3)を備える容器であって、前記本体(4)は、前記底部(2)及び前記ネック部(3)とのそれぞれ接続領域を画定している軸方向下部(6)及び軸方向上部(7)によって配置される軸方向中央部(5)を含み、軸方向中央部(5)は、略剛性であり、軸方向下部(6)及び軸方向上部部(7)は、本質的に変形されることができ、液体内容物の静水圧力の下で、それらの初期形状を戻るように、形状記憶特性を有する。  (もっと読む)
(もっと読む)
フィルムインサート成形法による装飾プラスチックグレージングアセンブリ
本発明は、フィルムインサート成形(FIM)法によって製造される自動車用グレージングアセンブリを提供する。グレージングアセンブリは、インクが熱成形及び射出成形の全ての作業の間、均一な不透明度及び安定性を示し、また複雑な3−D形状に成形できるように、ポリエステル及びポリカーボネート樹脂のブレンドを含むインク組成物を有する透明プラスチック基材を備える。インク組成物を含むグレージングアセンブリは、さらに、ピンホール及びマイクロクラックのような表面欠陥を免れている。 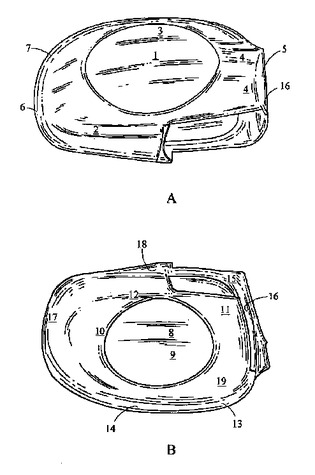 (もっと読む)
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ソリッド樹脂でなる表層部で覆われた内部の発泡樹脂の発泡の程度を高め、また一次中空成形体で構成される前記表層部の部分的な剛性低下を回避して、外観性、軽量性、剛性に優れた樹脂成形品の提供を課題とする。
【解決手段】樹脂成形品の成形方法は、ソリッド樹脂でパリソンPを成形する工程と、成形したパリソンPを成形型で挟み内部に気体を吹き込んで所定形状に賦形する工程と、得られた中空成形体を成形型内に残した状態で溶融状態の発泡性樹脂を中空成形体内に射出する工程と、射出後、成形型を所定量開きつつ発泡性樹脂を発泡させて該樹脂を中空成形体内に充填する工程とを含む。充填工程において成形型を所定量開くことにより中空成形体が延伸される部分X,Yを、パリソPの成形工程において、予め他の部分よりも厚肉化しておく。
(もっと読む)
121 - 140 / 255
[ Back to top ]