
Fターム[4F208AR12]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 調整制御量(制御の対象) (972) | 寸法(←長さ、大きさ、厚み等) (255)
Fターム[4F208AR12]に分類される特許
141 - 160 / 255
ブロー成形用金型及びブロー成形製ボトル

【課題】 ガラス小瓶の様な質感を呈し、底部の肉厚に偏りのない小型ボトルを、ダイレクトブローにより、安価に提供する。
【解決手段】 ブロー成形用金型1は、型締め方向に垂直な分割面11,21に形成された二等辺直角三角形断面のキャビティ12,22の底部に配設された喰い切り刃13,23を備えるハス割金型10,20である。喰い切り刃13,23は、分割面11,21に沿ってキャビティ底部中心に向かってのびる延長部13a,23aと、キャビティを構成する二等辺直角三角形の直角14,24同士を結んだ対角線に対して若干傾いた交差部13b,23bと、交差部13b,23bの一端と延長部13a,23bの端とを連結する連結部13c,23cとを備えた屈曲刃による噛み合い構造とされている。延長部13a,23a、交差部13b,23b、連結部13c,23cはいずれも直線で、交差部13b,23bの両端は直角14,24の近くまで伸びている。
(もっと読む)
熱成形シート積層用フィルム
【課題】熱成形性に優れ、熱成形用シートに積層する際のラミネート適性、熱成形用シートとのラミネート後および熱成形した後の容器光沢に優れ、容器の白濁感が改良された熱成形シート積層用フィルムを提供する。
【解決手段】ポリプロピレン系ランダム共重合体100質量部及びソルビトール誘導体等の有機結晶核剤0.03〜1質量部を含む樹脂組成物より構成される層が、15μm以上の厚みで表層に存在する無延伸ポリプロピレン系フィルムよりなることを特徴とする熱成形シートの表層形成用フィルムであり、該熱成形シート積層用フィルムは、樹脂シートの少なくとも一方の面に積層してポリプロピレン系熱成形用シートを構成する。
(もっと読む)
多層ブロー容器及びその成形方法

【課題】 再生材の使用率の増大に起因する口筒部での再生材の露出や、ピンチオフ部の強度の低下等、容器としての性能の低下を効果的に防止することを課題とする。
【解決手段】 押出成形した筒状の多層パリソンのブロー成形により成形され、口筒部、肩部、胴部そして底部を有し、少なくとも外層と内層と1つの中間層から形成される多層ブロー容器において、外層と内層を同一の合成樹脂で形成し、中間層を、内外層を形成する合成樹脂を主成分とする再生材から形成し、パリソンの押出し方向に沿って、所定の範囲に中間層のない非形成領域、あるいは中間層を他の部分に比較して薄くした薄層領域を形成する。
(もっと読む)
表皮付き中空成形品およびその製造方法
【課題】 表皮末端が貼着される中空成形品の外縁に分割金型のコンプレッションにより中実状の突出部を形成するとともに、突出部を表面壁の外縁の全周にわたって形成することで、エアの圧力に因らず金型の型締め圧力により表皮末端部分の形状を形成し、成形性の良好な表皮付き中空成形品を得る。
【解決手段】 表皮付き中空成形品1は、熱可塑性プラスチックからなる表面壁2および裏面壁3を有する中空成形品本体5と、表面壁2に一体に貼着された表皮6からなる。中空成形品本体5の外縁に側面壁より外方へ張り出した突出部12を形成して、表皮6の末端を突出部12に一体に貼着する。突出部12は略平坦な表面壁2の外縁の全周にわたって中実状に形成されている。
(もっと読む)
パリソン肉厚調整装置
【課題】本発明は、フレキシブルコア及びフレキシブルダイの一方又は両方をアクチュエータによって作動させ、パリソン垂下中に肉厚をダイナミック制御することを目的とする。
【解決手段】本発明によるパリソン肉厚調整装置は、少なくともフレキシブルコア(2)及びフレキシブルダイ(22)の一方を数値制御可能なアクチュエータ(20)により作動させ、輪状隙間(5)の間隔を調整して肉厚調整する構成である。
(もっと読む)
加飾性多層共押出成形体
【課題】断面形状が特定方向において異なったり、曲線部を有したり、長尺であったりしても、低コストで簡便に製造可能で、深みのある模様をムラなく有し、加飾性を備えた合成樹脂曲げ加工板を提供すること。
【解決手段】熱可塑性合成樹脂からなる基材層(3)、熱可塑性合成樹脂からなる模様付き加飾層(2)、および透明または半透明合成樹脂からなる厚み250〜900μmの表面層(1)の少なくとも3層からなる多層共押出成形体が金型で加熱加圧成形されてなることを特徴とする合成樹脂曲げ加工板。
(もっと読む)
インモールドラベル付き合成樹脂製容器
【課題】 インモールド法によりラベルを貼着するブロー成形において、膨張するパリソンやプリフォームとラベルとの間に空気溜りが形成されないようにすると共に、胴部が薄肉であってもラベルの貼着によるヒケの発生を効果的に抑制することを課題とする。
【解決手段】 ブロー成形によるインモールドラベル付き合成樹脂製容器において、容器本体の円筒状の胴部の外周長の略半分で、該半分を超えない横幅を有する紙製基材からなる2枚のラベルを、この2枚のラベルの側端部が重ならない範囲で、胴部の略全周に亘ってインモールド成形により貼着したものとする。
(もっと読む)
射出延伸ブロー成形用のポリオレフィン組成物
【課題】耐衝撃性と光学特性に優れた容器を製造するための射出−延伸ブロー成形方法。
【解決手段】メタロセン触媒を用いて製造されたポリプロピレンとポリエチレンとから成るポリオレフィン組成物を用いる。
(もっと読む)
ボード体
【課題】各キャップ、及びキャップシート全体の強度向上を図るとともに、各キャップの肉厚分布の均一性を高め、自動車用内装材としての機能を有効に発揮し得るボード体を提供する。
【解決手段】各キャップBC1の外径Dに対して、各キャップBC1の高さ寸法Hを0.35D〜0.45D、各キャップBC1のアール部BC1rの曲率半径Rを0.075D〜0.125D、ロール本体X21の円周方向に沿って隣接するキャップBC1間の離間寸法P1を0.9D〜D、及びロール本体X21の巾方向に沿って隣接するキャップBC1間の離間寸法P2を1.1D〜1.25Dに設定した。
(もっと読む)
ストレッチブロー成形により製造された容器用プリフォーム
本発明は、互いに接合された3つの別個の部分、すなわち、側壁3と、底部4と、開口部を有する上部分2とを備え、側壁3の厚さが底部4の厚さより小さいパッケージをブロー成形により製造するためのプリフォーム1に関する。本発明はまた、前記プリフォーム1のブロー成形により得られたパッケージに関する。 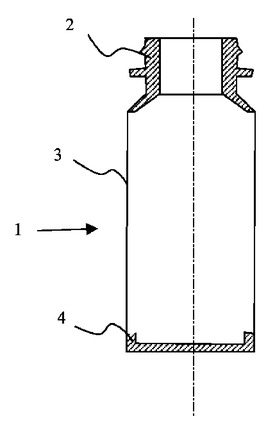 (もっと読む)
(もっと読む)
加飾成形品およびその製造方法
【課題】 貼着工程において成形品本体がつぶれて部分的な変形が生じず、成形品本体の外観性にすぐれた加飾成形品およびそのような加飾成形品を得ることができる製造方法を提供する。
【解決手段】 加飾成形品1は、加飾シートを成形品本体の少なくとも意匠面となる外表面に一体に接着することにより形成されたものである。成形品本体は非晶性の熱可塑性樹脂により分割金型を用いて立体形状に形成されている。加飾シートは成形品本体を構成する熱可塑性樹脂よりもビカット軟化点(ASTM−D1525)が低い非晶性の熱可塑性樹脂により構成されている。加飾シートはアクリル樹脂(PMMA)、非晶性コポリエステル樹脂(PETG)、塩化ビニル樹脂(PVC)からなる群より選ばれる少なくとも1つの熱可塑性樹脂からなる。
(もっと読む)
ラセン状針状突起を有する立体構造物およびその製造装置
【課題】 樹脂シートの片面または両面に、細くて高い多数の針状突起が形成される立体構造物において、圧縮力に対して柔軟に変形し、圧縮力が除かれると元の形状に戻り易い立体構造物とその製造装置に関する。
【解決手段】 樹脂シートの片方の面または両面に、多数の針状突起が形成されている立体構造物において、この針状突起がラセン状に捻れていることを特徴とする、ラセン状針状突起を有する立体構造物、および、針状型が孔開き押さえ板へ嵌入していく際に、針状型又は孔開き押さえ板の孔の周辺部の少なくとも片方が回転するように構成さているラセン状針状突起を有する立体構造物の製造装置。
(もっと読む)
内面被覆ガラス製容器及びその製造方法
【課題】 厚肉の樹脂層をガラス容器の内表面に形成することが可能な内面被覆ガラス製容器の製造方法を提供する。
【解決手段】 開口部16を備えたガラス容器本体11を得る工程と、開口部16を通過可能な形状を有して一端側が閉塞された筒状胴部18と、他端側にフランジ部21を備えた熱可塑性樹脂製の被覆成形体17を得る工程と、高減圧雰囲気下で、ガラス容器本体11の内部に被覆成形体17の筒状胴部18を収容し、被覆成形体17とガラス容器本体11とを組合わせる工程と、開口部16の端面にフランジ部21を密着させた状態で、高減圧雰囲気より高い圧力雰囲気下に配置すると共に熱可塑性樹脂の軟化温度以上の温度に加熱することにより、筒状胴部18をガラス容器本体11の内表面に密着させて樹脂層12を形成する工程とを備えている。
(もっと読む)
気泡シート体
【課題】キャップシート及びバックシートの厚み寸法の相対比を所定範囲内の値に設定することにより原材料を節約しつつ従来品に劣らぬ良好な強度を有する気泡シート体を提供する。
【解決手段】バックシートBSの厚み寸法Bを、キャップシートCSのうちバックシートBSと融着する部位CSxの厚み寸法、すなわち元厚みの0.15倍〜0.3倍に設定した。
(もっと読む)
熱可塑性樹脂発泡板の熱成形方法
【課題】厚み5mm以上の熱伝導率が小さい熱可塑性樹脂発泡板を成形型を用いて熱成形する。
【解決手段】
成形用原反である熱可塑性樹脂発泡板10を、予備加熱1と予備加熱時の温度よりも高い温度での本加熱3の2温度帯で加熱した後、成形型6により所要形状に熱成形する。
(もっと読む)
アクリル樹脂シートの加熱方法及びアクリル樹脂成形品の製造方法
【課題】肉厚のアクリル樹脂シートを短時間で均一な温度に加熱することのできる加熱方法及びこの加熱方法を採用した、歪がなく外観の良好なアクリル樹脂成形品の生産性の良い製造方法を提供する。
【解決手段】赤外線照射によるアクリル樹脂シートの加熱方法において、ピーク波長が0.8μm以上1.9μm以下の範囲にある近赤外線照射を行うことを特徴とするアクリル樹脂シートの加熱方法。
(もっと読む)
押出ノズルギャップの連続調整を伴う押出ブロー成形による熱可塑性材料製中空体の製造法
本発明は、押出ブロー成形による熱可塑性材料製中空体の製造法に関する。本発明による方法では、複数の押出機(2)により可塑化材料から少なくとも二つのウェブ状パリソン(6)が連続的に押し出される。各パリソンは依然として可塑状態にある最初の工程段階で成形キャビティ(4a,4b)を形成する分割構造の成形金型(1)内で一緒に成形されて中空体とされる。その際、少なくとも一方のパリソンに他方のパリソンとは独立して押し出し中の押出ノズルのギャップ調整により肉厚分布形状が付与される。  (もっと読む)
(もっと読む)
ガスバリア層を有するプラスチック製容器
【課題】酸素ガスバリア性に優れるとともに、容器内に充填された内容物中の溶存酸素量を低減させることができるプラスチック製容器を提供する。
【解決手段】ポリエチレンテレフタレート樹脂層中に少なくとも一層以上のガスバリア層が設けられてなる、プラスチック製容器であって、前記ガスバリア層が、ポリメタキシリレンアジパミド樹脂と、遷移金属系触媒を含む無機酸塩または有機酸塩の錯塩とを含んでなり、前記遷移金属系触媒を、ガスバリア層に対する金属の重量割合で、300〜600ppm含有する。
(もっと読む)
ハニカムコア成形シートの製造方法、金型
【課題】金型に設ける各成形領域の寸法をシート素材の肉厚を考慮した上で設定し、折畳工程において無理な曲げ力が作用することを防止し好適に折畳可能なハニカムコア成形シートの製造方法を提供する。
【解決手段】金型たる真空成形ロール4にシート素材3を密着させて、単位コア1aを半割した第1半割部21及び第2半割部22と、第1半割部21と第2半割部22との一端同士を接続し且つ単位コア1aの一方の端面に折り重なる第1被覆部23と、第2半割部22及び隣接する次点の単位コア1aの第1半割部21の他端同士を接続し且つ単位コア1aの他方の端面に折り重なる第2被覆部24とを備えたハニカムコア成形シート2の製造方法において、真空成形ロール4に設けた第1被覆部成形領域413及び第2被覆部成形領域414の巾寸法「L」を、√3E+4t≦L≦√3E+6t(E:単位コア1aの一辺の長さ、t:シート素材3の厚み寸法)を満たす値に設定した。
(もっと読む)
ブロッキング防止プリフォーム
【課題】口部の内径より胴部の外径を細く形成したプリフォームにおいて、プリフォームのブロッキングを防止し、スタッキングしても容易に引き離すことができる樹脂容器形成用のプリフォームを提供すること。
【解決手段】胴部外径を口部内径より細く形成した、樹脂容器形成用のプリフォームにおいて、他のプリフォームの口部内に入った場合に、他のプリフォームの口部内面に接触する突起を底部に形成した。これにより突起は、その頂部が口部内面に接触し、他のプリフォームとの間に空間を形成して口部内面と底部が密着しないように保持して、プリフォームのブロッキングを防止できる。
(もっと読む)
141 - 160 / 255
[ Back to top ]