
Fターム[4F208LG37]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 製造 (1,293) | 管状パリソンの有底化 (16)
Fターム[4F208LG37]に分類される特許
1 - 16 / 16
成形手段
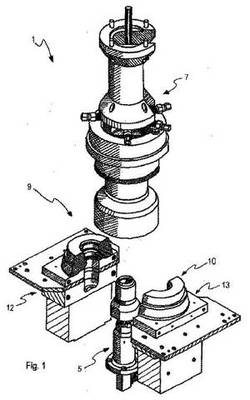
【課題】ペースト状のプラスチックから始まる、装置が制限された寸法を有するコンテナの製造のための装置の成形手段を提供する。
【解決手段】プレフォーム(8)を受容し、コンテナ(2)を得るために該プレフォーム(8)を膨張させるように配置されるブロー成形ダイ手段(9)を含む成形手段であって、圧縮成形ダイ手段(10)が前記ブロー成形ダイ手段(9)と関連し、該圧縮成形ダイ手段(10)がプラスチックを受容し、該プレフォーム(2)の頸部部分(11)を得るように前記プラスチックを成形するために配置され、前記圧縮成形ダイ手段(10)が前記頸部部分(11)を固定し、一方で前記プレフォーム(8)は前記ブロー成形ダイ手段(9)において膨張するように、該圧縮成形ダイ手段(10)が前記ブロー成形ダイ手段(9)に連結される。
(もっと読む)
ブロー成形用組成物
2パーツ型注出口付き延伸ブロー成形容器

【課題】プリフォームを延伸ブロー成形した容器の注出口に該当する部位に、別途に射出成形した注出口部を融着して得られる2パーツ方式の注出口付き延伸ブロー成形容器であって、容器の膜厚制御や容器の底隅部の形状制御が容易に成形できる延伸ブロー成形容器を提供することにある。
【解決手段】
プラスチック樹脂にて射出成形された筒状の注出口部Bと、該プラスチック樹脂と同種の樹脂にて射出成形された有底プリフォームAを用いて延伸ブロー成形された有底筒状の胴体部Dとから構成され、前記注出口部Bの開口下端部と胴体部Dの開口上端部とが各々接合部にて溶融接着している。
(もっと読む)
ダイレクトブロー成形装置およびダイレクトブロー成形方法
【課題】内周に形状精度の良い突条を有するダイレクトブロー成形された容器を得る。
【解決手段】本ダイレクトブロー成形装置1は、溶融状態の熱可塑性樹脂3をチューブ状に押し出してパリソン4を形成するためのパリソン形成ダイ8を有する。パリソン形成ダイ8は、溶融状態の熱可塑性樹脂3をチューブ状に押し出す際の軸型となるマンドレル18と、マンドレル18の周囲を環状通路19を設けて取り囲むパリソン形成ダイ本体20と、を含んでいる。マンドレル18の外周35に、パリソン4の内周406に突条407を成形するためにマンドレル18の軸方向A1に延びる凹溝36が形成されている。マンドレル18に、マンドレル18内部を貫通し凹溝36を通してパリソン4内に気体流を吹き込むための第1の通風路22が形成されている。
【効果】溶融状態の熱可塑性樹脂3が凹溝36を流れ易くなる。
(もっと読む)
プリフォームの圧縮成形システム
【課題】口径に対して相対的に全長が短いプリフォームを効率良く生産することが可能なプリフォームの圧縮成形システムを提供する。
【解決手段】プリフォームの圧縮成形システム20は、一定方向に回転しながら雌型27と雄型28との間でプリフォーム10を圧縮成形する成形ロータリー21と、各雌型27内に溶融樹脂を投入する樹脂投入装置22と、成形ロータリー21で成形されたプリフォーム10を排出する排出装置23とを備えている。このうち排出装置23は、外周に凹部31を有するとともに一定方向に回転する排出ロータリー32と排出ロータリー32外周に設けられた排出ガイド33とを有している。排出装置23の位置に移動した雄型28に保持されたプリフォーム10が落下して排出ロータリー32の凹部31に収容され、排出ロータリー32の回転に伴って外方へ排出される。
(もっと読む)
熱可塑性樹脂製容器の製造方法及び製造装置並びに当該製造方法及び当該製造装置で製造された容器
本発明は熱可塑性樹脂製容器(13)の製造方法に関する。押し出し成形されたプラスチックチューブ(3)は金型に導入される。可動金型部(5、7、9)は、金型開放位置に移動する。容器の本体部(18)の移行部及び容器の底を成形する金型部(7)が閉じられる。容器の底は溶着される。チューブ(3)に作用する圧力勾配によってチューブ(3)は膨らんで金型部(5、7、9)の内壁に押し付けられる。成形された容器(13)を金型から取り出すために金型部は金型開放位置に移動する。容器の底は、容器の本体部(18)を軸方向に延長させるボウル状底部(19)の形をとる。容器の本体部(18)内に突き出る底部隆起部を形成するために、底部は容器(13)の内部に裏返される。  (もっと読む)
(もっと読む)
中空成形体、その成形装置及び方法
【課題】合成樹脂の成形ロスが少なく、ピンチオフ部や有底部分に発生するシワが殆どなく、機械的強度及び耐久性に優れ、容器として広く利用できる中空成形体の成形装置を提供する。
【解決手段】ダイのパリソン押出し出口に隣接し且つパリソン押出し方向に並べて複数のパリソン絞り部材を配設し、複数のパリソン絞り部材の開口を開いてパリソンを押し出し、複数の絞り部材の絞り径がパリソン押出し方向に向かって順次に小さくなるように、複数のパリソン絞り部材の絞り径を制御して、パリソンの底部を成形する。
(もっと読む)
溶融樹脂圧縮成形装置及びダイヘッド並びに有底筒状体の製造方法及び樹脂製容器
【課題】押出機から押し出される溶融樹脂を切断し、成形型に供給してプリフォームを圧縮成形するにあたり、溶融樹脂の切断面に形成されるカッターマークの範囲が拡がってしまうのを抑止することができる圧縮成形装置、そのような溶融樹脂圧縮成形装置が備える押出機に取り付けるのに好適なダイヘッド、そのような溶融樹脂圧縮成形装置を利用した有底筒状体の製造方法、及びそのような有底筒状体の製造方法によって製造されたプリフォームをブロー成形してなる樹脂製容器を提供する。
【解決手段】押出機2に取り付けられるダイヘッド21に、切断刃301による溶融樹脂の切断方向に沿った方向に長軸X1を有する楕円状に開口する押出ノズル20を設け、この押出ノズル20から楕円柱長に溶融樹脂を押し出す。
(もっと読む)
合成樹脂製容器をブロー成形する方法
【課題】直径方向に相当な長さに渡って延在するピンチオフ痕(24)をその全体に渡って消失させ、底部にピンチオフ痕を残留させることなく合成樹脂製容器をブロー成形することができる方法を提供する。
【解決手段】ブロー工程と同時に或いはブロー工程の後又は前に、パリソン(22)内に矯正マンドレル(42)を挿入し、このマンドレルに装備されている矯正手段(60a、60b)をパリソンのピンチオフ痕に沿って延在する形態に展開させてパリソンのピンチオフ痕に押圧し、これによってパリソンのピンチオフ痕を矯正する矯正工程を遂行する。
(もっと読む)
中空成形方法及び中空成形用金型
【課題】本発明は、金型の外周にスライド型を設け、スライド型により金型内を密閉して吸引することにより、パリソンの肉厚を均一化し、中空成形品の肉周りを均一化することを目的とする。
【解決手段】本発明による中空成形方法及び中空成形用金型は、金型(4,4)の外周に摺動自在に設けられた一対のスライド型(7,7)と、各金型(4,4)の壁部(5)に設けられた複数の真空引き用排気口(6)とを備え、各金型(4,4)の型閉時に各スライド型(7,7)で金型を密閉化してパリソン(2)を吸引し、パリソン(2)の不要な引伸ばしを無くし、中空成形品の肉周りを均一化する方法と構成である。
(もっと読む)
耐熱性を有するプラスチック製のカップ状容器およびその一次成形品
【課題】耐熱性のある頚部を備えたプラスチック製のカップ状容器を精度良く形成すること。
【解決手段】プラスチック製のカップ状容器1の口部フランジ4、頚部3は延伸作用を受けることなく非晶状態のままとなっている。これらの部分4、3のうち、頸部3に、熱源であるヒータ33Aの加熱面38を当てて、接触加熱を行うことにより加熱して結晶化させる。接触加熱、結晶化および徐冷を、口部フランジ4、頚部3を上下、左右から挟んだ状態で行うことができるので、これらの部分に熱変形が発生しない。耐熱性が付与された頚部3を精度良く形成できる。
(もっと読む)
内容物添加パック及びその製造方法
【課題】構造が簡単で、添加物を容器内に簡単且つ衛生的に混注することができる内容物添加パックを提供する。
【解決手段】弾性変形容易なパック本体2内に栓体3が固着されて添加物Mを収容する収容空間aが画成され、前記栓体3には、封止部材4により開封可能に密封されたノズル3Cが設けられている。使用に際しては、封止部材4を開封して栓体3に設けられている係合部3Bを飲料水等の液体が入った容器の口部に装着した後、パック本体2の底壁2Aを指で押すことによって収容空間aの内圧を上昇させると、その圧力でノズル3Cを通してパック本体2内の添加物Mが容器内の液体に混注される。
(もっと読む)
ストレッチブロー成形により製造された容器用プリフォーム
本発明は、互いに接合された3つの別個の部分、すなわち、側壁3と、底部4と、開口部を有する上部分2とを備え、側壁3の厚さが底部4の厚さより小さいパッケージをブロー成形により製造するためのプリフォーム1に関する。本発明はまた、前記プリフォーム1のブロー成形により得られたパッケージに関する。 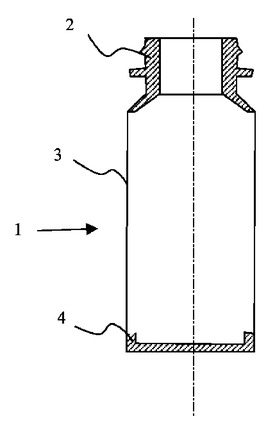 (もっと読む)
(もっと読む)
高分子材料の物品の圧縮成形ユニット
本ユニットは、圧力によってパンチ(11)及び、その密閉キャビティに高分子材料の充填物を充填したダイを1つに結合することにより動作し、充填物は、ダイの外側で作成されてからダイキャビティ内に挿入される。本ユニットは、物品の外面の下部を形成するように配置され、その内面(30a)は下端部及び軸方向に伸びる側方部を含むダイの下部を有する金型を備えている。ダイの下部(30)は、補完的に設置して共にダイの下部(30)の内面を画定することのできる内面(33,34)を有する第1構成部材(31)及び第2構成部材(32)を含む。第2構成部材(32)の内面(34)は、ダイの下部(30)内面の前記下端部の全体または大部分を画定する。第2構成部材(32)は、第1構成部材(31)に対して、その内面(34)が内面(33)と整合する前記位置にある上方位置と、ダイの下部(30)のキャビティの容積を増加させるために、内面(34)が内面(33)から離れて存在する引抜き位置との間を移動することができる。 (もっと読む)
中空成形品およびその製造方法
【課題】 木粉に処理を施す手間とコストを省き、かつ成形時の熱により木粉の色や形状を変化させない中空成形品およびその製造方法を提供する。
【解決手段】 天然木材の外観を有する木質様の中空成形品であって、セルロース系粉粒体10〜60重量%および熱可塑性樹脂90〜40重量%の合計100重量部に対し、ポリフェニレンエーテル1〜30重量部を含む樹脂組成物によりブロー成形で形成される。これにより、低温度でブロー成形ができるため、木粉等に特別な処理を施すことなく、過熱によりパリソンの押出工程において木粉等の色や形状が変化したり、焦げ臭くなったりするのを防ぎ成形品の外観や触感の点で木質感を向上させることができる。一方、特別な処理が不要であるため、手間やコストを省くことができる。
(もっと読む)
蛍光表示を有する容器
【課題】容器(124)または容器予備成形物のような識別可能な製品を製造する方法を提供する。
【解決手段】成形されたプラスチック容器または容器予備成形物は、少なくとも1つのマトリックス樹脂層(38、40)と、添加剤が混合されている少なくとも1つのバリア樹脂層(42)とを持つ壁部を有している。この壁部は、バリア層(42)が壁部の周囲部分より厚く、且つ偽物の容器の使用を防ぐ手段をもたらすように添加剤が可視光線またはUV光下で識別可能である所定幾何形状の少なくとも1つの局部部分(34)を有している。
(もっと読む)
1 - 16 / 16
[ Back to top ]