
Fターム[4F208LH06]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品の前処理、コンディショニング (813) | 加熱、予熱 (345)
Fターム[4F208LH06]の下位に属するFターム
不均一加熱、部分加熱 (35)
結晶化、白化 (40)
Fターム[4F208LH06]に分類される特許
261 - 270 / 270
伸張される容器と製造方法
閉止端部と、反対側に配設される開放端部と、閉止端部から延びて、開放端部において首終端部で終端する本体部分とを有するプリフォームから容器を成形する装置と方法であって、プリフォームは、少なくとも1つの内径を有する。一端部において先細部分と、およびプリフォームの少なくとも1つの内径よりもサイズが大きい少なくとも1つの外径とを有するマンドレルが使用される。そのマンドレルは、プリフォームの開放端部中に移動されて、プリフォームの首終端部を拡大する。そのマンドレルは、マンドレルの一端部が、プリフォームの閉止端部を少なくとも部分的に成形して、容器の少なくとも部分的に成形された閉止端部を生成するまで、プリフォームの本体部分も拡大するように、さらにプリフォーム中に移動され、その後に、マンドレルは容器から取外される。本発明の好ましい実施例によれば、マンドレルの先細部分は、プリフォームの閉止端部を仕上げ成形するために、マンドレルの本体部分中に押込自在にできる。  (もっと読む)
(もっと読む)
空気消費量を低減させる中空本体の製造方法および装置
本発明は、輪郭を有するブロー成形金型(2a)内において熱可塑性プラスチックからなる加熱されたパリソンから成形される中空本体(7)特に耐熱性中空本体の製造方法および装置に関するものであり、中空本体(7)は、第1の媒体貯槽(32)内に貯蔵され且つ圧力p1の媒体をパリソン内に導入すること(予備ブロー成形工程)により、およびほぼ同時に延伸棒(6)により中空本体を延伸し、および第2の媒体貯槽(31)内に貯蔵され且つp1より高い圧力p2の媒体を中空本体内に導入すること(仕上ブロー成形工程)により成形され、および中空本体(7)は、第3の媒体貯槽内(33)内に貯蔵されている第3の媒体により冷却され(洗浄工程)、この場合、予備吹込媒体の圧力は2−20バール(2×105―20×105パスカル)であり、仕上吹込媒体の圧力は15−45バール(15×105―45×105パスカル)であり、および冷却媒体の圧力は30−45バール(30×105―45×105パスカル)である。 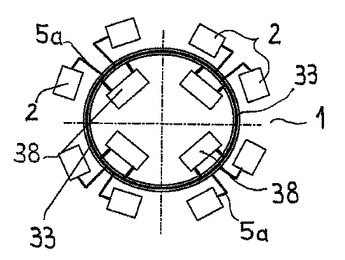 (もっと読む)
(もっと読む)
発泡壁を有する容器
容器の製造方法であって、非反応性ガスがその壁の中に入り込んだポリマー予備成形物を射出成形する工程、予備成形物をポリマー軟化温度未満の温度に冷却する工程、予備成形物をポリマー軟化温度を超える温度に再加熱する工程、及び予備成形物を吹込成形して、非反応性ガスがマイクロセルラフォームセル内に含有する本質的にマイクロセルラ発泡ポリマーからなる容器を調製する工程を含む、前記方法。 (もっと読む)
2つ又はそれ以上の材料で作成されるプリフォーム及びこれを得る方法
2つの異なる材料で作成されるプリフォームの作成方法、ここで第一の材料(4)及び第二の材料(22)が同軸でない中心軸を有するノズルで射出される。好ましくは、プリフォームは、第一の材料の側壁の中に第二の材料の包摂を含む。その新規プリフォームは、好ましくは底領域(1c)及び側壁領域(1b)を含み、底領域は、もっぱら第一の材料で作成され、かつ側壁領域は、第二の材料(22)により満たされる少なくとも1つの容積(14)を除いて、全般的に第一の材料(4)で作成される。  (もっと読む)
(もっと読む)
二段階射出延伸吹込成形ポリプロピレン物品の製造方法
透明で、曇りが低く、射出延伸吹込成形ポリプロピレン容器物品の二段式製造方法を開示する。第一段階では、予備成形物品を射出成形機で製造する。次の第二段階は、第一段階で使用した装置と別の場所で行うことができ、予備成形物品を再加熱し、容器に延伸吹込成形する。本発明の方法では、プロセスパラメーターの選択を行い、透明で曇りの低い容器を得ることができる適切なポリプロピレンポリマー形態を維持しながら、相当高速度で延伸吹込成形を促進して予備成形物品を製造することができる。  (もっと読む)
(もっと読む)
2つ又はそれ以上の材料で作製されたプリフォーム及びこれらを得るための方法
少なくとも2つの異なる材料(4、22)で作製された、吹込み成型に好適な新規複合プリフォーム(26)を得るためのプロセスと、これにより得られるプリフォームと、これらのプリフォームを吹込み成型することにより得られる物品。そのプロセスは、2つ(又はそれ以上)のプラスチック材料の射出成形を用いて、物品に吹込み成型可能なプリフォームを形成する。好ましい実施形態では、2つの材料は異なる色を有し、及び得られた物品は多色効果を示す。2つの材料は、互いを覆って積層されていない。  (もっと読む)
(もっと読む)
中空容器およびその製造方法
ポリグリコール酸樹脂と芳香族ポリエステル樹脂等の共積層樹脂との積層構成を有する中空容器において、ポリグリコール酸樹脂層のガスバリア性を最大限に生かした、より強度のガスバリア性を要求される小容量ボトルに適した多層中空容器を提供する。該多層中空容器は、下式(1) −(O−CH2・CO)− ……(1)で表わされる繰り返し単位を60重量%以上含有するポリグリコール酸樹脂の層の少なくとも片面に芳香族ポリエステル樹脂等の共積層樹脂が積層され且つ共延伸された多層の器壁構成を有し、下式(2)を満足する。
T×w/v≦0.8×10−3 ……(2) ここで、Tは酸素ガス透過度(ml/容器/日/気圧)、vは容器の容量(ml)、wは容器の全重量に対するポリグリコール酸樹脂の重量%である。
(もっと読む)
延伸ブロー成形操作中の熱可塑性プリフォームの内側表面温度および外側表面温度の両方を測定し、制御するための方法および機器
各プリフォームの断面内の温度分布がブロー成形操作前に最適化されるように、プリフォームを状態調整する延伸ブロー成形システムが提供される。システムは、システムの熱状態調整セクション全体にわたって輸送の異なる段階でプリフォームの外側表面温度および内側表面温度の両方を直接モニタすることができる温度測定および制御システムを有する。  (もっと読む)
(もっと読む)
2台の冷却ファンを備えた予備成形物の加熱炉

予備成形物(10)を加熱する炉(22)に関し、この炉は、2つの壁(40、42)の縦方向に垂直な内側面(36、38)により横方向の境界を有する、上側の縦方向の加熱トンネル(24)を備える。一方の壁(40)は加熱システム(46)を装備し、他方の壁(42)はブロワ(52)により送出される空気を横方向に通過させる通気開口(50)を有し、予備成形物の一部(16)は加熱トンネルの外側で保持され、ブロワは、予備成形物の前記一部に対して横方向に空気を吹きつけることにより、予備成形物のこの一部の構成材料を材料の軟化点より低い温度に維持する。ブロワは、通気壁(42)および予備成形物の前記一部のそれぞれに空気を送る、2つの独立ファン(54a、54b)を備える。 (もっと読む)
プラスチック部材を熱調整するための装置及び方法
予備成形品を熱調整する方法であり、それは、−予備成形品をチェーンコンベヤ(2)上に置くステップ、−予備成形品を第1熱調整段階(1)の中へ移送し、第1加熱又は冷却熱交換にかけるステップ、−予備成形品を第1熱調整段階から取り除き、予備成形品内部の温度を再分配するために予備成形品を予め決められた時間だけ第1熱調整段階の外部に保持するステップ、−予備成形品を第2熱調整段階(1)又は第1熱調整段階にある少なくとも一つの第2加熱又は冷却熱交換にかけるステップ、から成る本発明に従った、予備成形品を熱調整する方法である。発明はまた、上記方法に従う、予備成形品を加熱又は冷却するための装置にも関する。  (もっと読む)
(もっと読む)
261 - 270 / 270
[ Back to top ]