
Fターム[4F208LH06]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品の前処理、コンディショニング (813) | 加熱、予熱 (345)
Fターム[4F208LH06]の下位に属するFターム
不均一加熱、部分加熱 (35)
結晶化、白化 (40)
Fターム[4F208LH06]に分類される特許
121 - 140 / 270
液体食品を包装する方法及び装置

本発明は、加熱されたプリフォームから形成された熱可塑性容器内に所定(1)量の飲料を供給する方法及び装置であって、プリフォームが金型内に配置される、方法及び装置において、方法が、金型内部におけるプリフォームの膨張を促進するように、プリフォームの凹み内に少なくとも幾分かの飲料を注入するステップを含み、金型が容器の形状を画定し、延伸ロッド(10)の長手方向変位が、加熱されたプリフォームの長手方向伸びを確保にする所与の期間中に行われ、延伸ロッドが所与の期間の最後に固定され、所定量の、好ましくは50%に等しい事前に定義された割合を上回る量の飲料が、所与の期間の前記最後に凹み内に存在することを特徴とする、方法及び装置に関する。 (もっと読む)
液体食品を包装する方法及び装置

本発明は、注入ヘッド(18)に対向する開口部を有する金型内に配置されたプリフォームから形成された熱可塑性容器内に所定量の飲料を供給する方法及び装置に関し、本方法は、プリフォームを、注入ヘッド(18)に接続された第1の回路によって供給される滅菌流体に露出する事前ステップと、金型内部でのプリフォームの膨張を促進するように、プリフォームの凹み内に、注入ヘッド(18)に接続された第2の回路によって供給される飲料の少なくとも幾分かを注入するステップと、を含み、金型が容器の形状を画定することを特徴とする。 (もっと読む)
液体食品を包装する装置
本発明は、加熱されたプリフォーム(110)から形成された熱可塑性容器内に飲料を供給する装置に関連し、プリフォームがおよそ円筒状であり且つ金型内に配置される装置において、金型内部におけるプリフォームの膨張を促進するように、プリフォームの凹み内に少なくとも1種の飲料を注入する注入手段を有し、金型が容器の形状を画定し、前記注入手段が、凹みの口部を通して少なくとも1種の飲料を注入するように設計された注入ヘッド(18)を備え、前記注入ヘッドが金型に組み込まれている装置に関する。 (もっと読む)
液体食品を包装する方法及び装置
金型内に配置された加熱されたプリフォームから形成された熱可塑性容器内に、所定量の飲料を供給する方法において、金型内部でのプリフォームの膨張を促進するように、プリフォームの凹み内に少なくとも幾分か飲料成分を注入するステップを含み、金型が容器の形状を画定し、注入ステップ中に導入される飲料の量が少なくとも前記所定量に等しく、容器内に残っている飲料の量が前記所定量に概ね等しくなるまで、導入された飲料成分の前記量の一部を吸出するステップを更に含む方法に関する。 (もっと読む)
フォーム層を有する複合成形容器
複合成形プレフォーム及びこれから吹込成形された容器が開示され、複合成形プレフォーム及び複合成形容器は、外側発泡層を有する。 (もっと読む)
ポリプロピレン系射出ブロー成形体
【課題】成形性が良好で、かつ衝撃強度、透明性に優れたポリプロピレン系射出ブロー成形体を提供する。
【解決手段】 下記(i)〜(vi)に規定する要件を満たすプロピレン系重合体(X)5〜50重量%と、プロピレン系重合体(Y)50〜95重量%とを混合した重合体混合物からなるプロピレン系樹脂組成物を、射出ブロー成形により成形してなるポリプロピレン系射出ブロー成形体など。
(i)MFRが1〜50g/10分である。
(ii)GPCで測定するQ値が3.5〜10.5である。
(iii)分子量(M)が200万以上の成分の比率が0.4重量%以上、10重量%未満である。
(iv)TREFにおいて、40℃以下の温度で溶出する成分が3.0重量%以下である。
(v)アイソタクチックトライアッド分率(mm)が95%以上である。
(vi)伸長粘度の測定における歪硬化度(λmax)が6.0以上である。
(もっと読む)
熱可塑性材料から中空本体を生産する方法、および熱可塑性材料から中空本体を生産するための装置
【構成】本発明は、プラスチック材料の巻き取り若しくは細片型のプリフォームは多部品型装置の中で成形され、前記多部品型装置は互いに開閉動作を行う2つの外側型および1つの中央型を有する金型入れ子を形成し、熱可塑性材料から中空本体を生産する方法に関する。前記中央型は材料及び/又は形状に適合した接続部によって中空本体内に固定される受け取り及び操作するための少なくとも1つの装置を有する。生産される中空本体の内壁への部品の固定に先立って、部品は放射加熱装置によって加熱される。前記放射加熱装置は型装置の中央型に有利に統合される。 (もっと読む)
合成樹脂製のカップ型容器及びそのカップ型容器の製造方法
【課題】白化処理を必要としないフランジ付きのカップ型容器を提案する。
【解決手段】底壁1aの縁部に容器の胴部を形成する環状周壁1bを一体的に連結してその内側領域に内容物の充填空間を区画形成するカップ本体1と、このカップ本体1の上端開口部1′に配設されたフランジ2とを備えた合成樹脂製のカップ型容器において、前記カップ本体1を、フランジ2とともにブロー成形によって製品形状に仕上げる。
(もっと読む)
無菌容器の成形方法及び装置並びに無菌充填方法及び装置
【課題】インラインシステムにおいてボトル等の容器の殺菌処理を簡易に行う。
【解決手段】ボトル2のキャビティCを有する金型4内に加熱したプリフォーム1を装着し、過酸化水素の凝結ミスト又はガスと一次ブロー用エアとを混ぜた混合気Mをプリフォーム内に吹き込むことによってキャビティ内でプリフォームを中間成形品1aまで膨張させると同時に中間成形品内を殺菌し、次いで、二次ブロー用エアNを上記中間成形品内に吹き込むことによってキャビティ内で中間成形品をボトルまで膨張させると同時にボトル内の過酸化水素を除去する成形方法である。ボトルの殺菌と成形を同時に進めることができるので、殺菌処理を簡易に行うことができる。
(もっと読む)
無菌充填方法及び装置
【課題】インラインシステムにおいて無菌包装体の生産性を高める。
【解決手段】プリフォーム1を連続走行させながら加熱し、この加熱したプリフォームに過酸化水素のガスG又は凝結ミストMを吹き付けて殺菌し、この加熱し殺菌処理したプリフォームを同じく連続走行する金型4内でブロー成形してボトルを作り、連続走行する金型からボトルを取り出して同じく連続走行させながら内容物を充填しキャップで密封する無菌充填方法である。プリフォーム及び容器を高速で走行させつつ、適正に殺菌処理して内容物を充填し密封することができる。
(もっと読む)
非発泡ガス含浸成形体及び発泡プラスチック容器
【課題】ガスが含浸されている樹脂溶融物を射出成形することにより得られ、スワールマークの発生が無く、平滑な表面を有しており、発泡成形体を製造するためのプリフォームとして使用される非発泡ガス含浸樹脂成形体の製造法を提供する。
【解決手段】不活性ガスが含浸されている樹脂溶融物を、高圧に保持されている金型キャビティ内に保圧しながら発泡を生じないように射出充填し、冷却固化することを特徴とする。
(もっと読む)
方法および装置
装置は、物体(P)を処理するように構成された第1作動機械(208;203;303)と、前記第1作動機械(208;203;303)の下流側に定置され、前記物体(P)をさらに処理するように構成された第2作動機械(207;208;306)と、前記第1作動機械(208;203;303)と前記第2作動機械(207;208;306)との間に置かれ、前記物体(P)を受け入れるように構成された集積手段(252;262)と、前記集積手段(252;262)内に収容された前記物体(P)の量を示すパラメータを検出すると共に、前記パラメータに基づいて前記第2作動機械(207;208)の作動を調整する制御手段(257;267)とを備えている。方法は、ペースト状態のプラスチックを定量供給することと、前記プラスチックを圧縮成型してプリフォームを得ることと、前記プリフォームをブローして容器を得ることと、前記容器に製品を充填することとを備え、前記定量供給中に前記プラスチックが供給温度(T1)を有し、前記ブロー中に前記プラスチックがブロー温度(T2)を有し、前記充填中に前記プラスチックが充填温度(T3)を有すると共に、前記供給温度(T1)は前記ブロー温度(T2)よりも高く、前記ブロー温度(T2)は前記充填温度(T3)よりも高い。 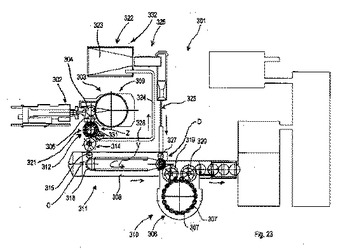 (もっと読む)
(もっと読む)
加温ボトルの製造方法、ボトル製品の製造方法、および加温ボトル
【課題】耐熱性を有し、高品質であるとともに、生産コストを低減することが可能な加温ボトルの製造方法、ボトル製品の製造方法、および加温ボトルを提供する。
【解決手段】まずポリエチレンテレフタレート層12aを含むプリフォーム10を準備する。次にこのプリフォーム10を加熱し、次いで加熱されたプリフォーム10をブロー成形金型54aを用いてブロー成形する。この場合、プリフォーム10の加熱温度を105℃乃至125℃とし、ブロー成形金型54aの温度をポリエチレンテレフタレートのガラス転移温度より10℃以上低くする。これにより耐熱性のある加温ボトル20を得ることができる。
(もっと読む)
ホット充填用ボトルの製造方法、ボトル製品の製造方法、およびホット充填用ボトル
【課題】85℃乃至90℃のホット充填(高温充填)に耐えうる耐熱性を有するホット充填用ボトルの製造方法、ボトル製品の製造方法、およびホット充填用ボトルを提供する。
【解決手段】まずポリエチレンテレフタレート層12aを含むプリフォーム10を準備する。次にこのプリフォーム10を加熱し、次いで加熱されたプリフォーム10をブロー成形金型54aを用いてブロー成形する。この場合、プリフォーム10の加熱温度を115℃乃至140℃とし、ブロー成形金型54aの温度をポリエチレンテレフタレートのガラス転移温度より10℃以上低くする。これにより85℃乃至90℃のホット充填(高温充填)に耐えうるホット充填用ボトル20を得ることができる。
(もっと読む)
ブロー成形容器およびブロー成形容器の製造方法
【課題】白化、加熱しわ等の不具合がなく、品質が良好なブロー成形容器を製造することが可能なブロー成形容器の製造方法およびこのような方法により製造されたブロー成形容器を提供する。
【解決手段】射出成形機33を用いてPLA製のプリフォーム10を作製し、このPLA製のプリフォーム10を加熱装置34で加熱する。次に加熱されたPLA製のプリフォーム10をブロー成形機36によってブロー成形し、ブロー成形容器20を作製する。ブロー成形時のプリフォーム10の加熱温度を79℃乃至84℃の範囲とし、ブロー成形されるプリフォーム10の高さh1と、ブロー成形により作製されるブロー成形容器20の高さh2との関係を、h2<3×h1とした。
(もっと読む)
容器を加熱するための装置
【課題】プリフォームの加熱装置において、マイクロ波に基づく加熱機器の効率を向上させ、処理量を改善できる加熱装置、方法を提供する。
【解決手段】容器および特にプリフォームを加熱するための装置1に関し、これは、マイクロ波発生器22とマイクロ波導体を有するマイクロ波加熱機器20を備え、容器を輸送する輸送機器12を備える。本発明によれば、この装置は容器を加熱する追加の加熱機器4を備え、この追加の加熱機器は容器の輸送方向においてマイクロ波加熱機器20の上流に配置された予備加熱ユニット4である。
(もっと読む)
積層紙コップの製造方法
【課題】紙製の外側コップの内側に延伸ブロー成形品である樹脂製の内側コップが一体化された構造の積層紙コップを、外側および内側のコップの密着強度を高めた状態で効率良く製造できるようにすること。
【解決手段】樹脂製のプリフォーム40を延伸ブロー成形に適した温度に加熱した後に、紙製の外側コップ20Aを重ねた状態で、延伸ブロー成形型アセンブリ52にセットして、延伸ブロー成形を行う。延伸ブロー成形時に、延伸ブローされるプリフォーム40が外側コップ20Aを介して延伸ブロー成形型53、54の成形面53a、54aに押し付けられ、双方が密着した状態で、成形面によって所定の形状に成形される。紙製の外側コップ20の内周面に樹脂製の内側コップ30が密着した状態で附形されるので、強固に一体化された座屈強度、剛性の高い積層紙コップ1を効率良く製造できる。
(もっと読む)
彫刻模様付きの合成樹脂製ブロー容器
【課題】胴体表面に視認性の高い彫刻模様を有する合成樹脂製ブロー容器を提案する。
【解決手段】彫刻模様を、ブロー成形に用いるプリフォームの射出成形時に形成される凸部1と、該プリフォームを用いたブロー成形に際して該凸部1の周りに形成される溝部2にて構成する。
(もっと読む)
延伸ブロー成形容器
【課題】透明性等の外観特性に優れていると共に、延伸成形性に優れ、肉厚や形状の均一性等の延伸バランスに優れた延伸成形容器を提供することである。
【解決手段】エチレンテレフタレート系ポリエステル樹脂、及び疎水性有機官能基で表面が覆われている乾式疎水性シリカ粒子を含有して成る樹脂組成物から形成された延伸ブロー成形容器であって、下記式
δT(℃)=TC1(2nd)−TC1(1st)
式中、TC1(1st)は、容器の未延伸部分の示差走査熱量計(DSC)による結晶化発熱ピーク温度、TC1(2nd)は容器の未延伸部分を溶融急冷した後の示差走査熱量計(DSC)による結晶化発熱ピーク温度をそれぞれ表わす、で表わすδT(℃)の値が0より大きく且つ14以下であることを特徴とする。
(もっと読む)
プロピレンが基になった低MFRの射出延伸ブロー成形用重合体
本明細書では射出延伸ブロー成形(ISBM)品およびこれの製造方法を記述する。この品はプロピレンが基になっていて10g/10分未満の溶融流れ速度を示す重合体を含有する。 (もっと読む)
121 - 140 / 270
[ Back to top ]