
Fターム[4F208LH06]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品の前処理、コンディショニング (813) | 加熱、予熱 (345)
Fターム[4F208LH06]の下位に属するFターム
不均一加熱、部分加熱 (35)
結晶化、白化 (40)
Fターム[4F208LH06]に分類される特許
81 - 100 / 270
容器をブロー成形するための方法および装置
【課題】容器のブロー成形方法を、わずかな機械的構成コストで且つ高いスループットで高品質の容器成形が可能であるように改善する。
【解決手段】制御装置(51)により、シミュレーションモデル(48)を使用のもとに、ブロー成形工程を特徴づける測定したパラメータをベースにして、ブロー成形を終了した容器(2)の少なくとも1つの特性を算出して目標値と比較する。前記目標値と測定値との間にずれがあった場合には、ブロー成形工程を制御する前記パラメータを、ずれが最小になるように変化させる。
(もっと読む)
ブロー成形金型およびブロー成形方法

【課題】ワークの温度を管理できるブロー成形金型を提供すること
【解決手段】ブロー成形金型は、板状のワークWをエアの流体圧でブロー成形するブロー成形金型であって、ワークWの縁部を挟持する上型31および下型21と、ワークWの下面を支持する支持板25と、支持板25の温度を制御する拡散板24と、下型21に形成されたエア供給口211を通してエアを供給するエア供給装置23と、を備える。拡散板24は、支持板25とエア供給口211との間に設けられ、このエア供給口211から供給されるエアの流れを制御する。
(もっと読む)
ブロー成形方法
【課題】既存設備の若干の手直しにより、ブロー成形品の軽量化を図っても、必要箇所に充分な肉厚を確保してその強度を確保出来るブロー成形方法を提供する。
【解決手段】ブロー成形温度に加熱したプリフォームをブロー成形金型内に組み込んだ後、金型を閉じ、この金型に設けた吹出孔からブロー成形温度になっているプリフォームの特定部位に冷却媒体を吹き付けて、この特定部位を他の部位よりも冷却して所定の温度差ΔTをつけ、その後プリフォームをブロー成形して成形品である樹脂製把手付容器にする。冷却媒体の吹き付け位置は、成形された樹脂製把手付容器における特定部位を予め設定した位置になるようにし、且つその肉厚も予め設定した厚みになるようにしたことで、既存設備の若干の手直しで、ブロー成形品の軽量化を図っても、必要箇所を充分な肉厚にしてその強度を確保することが出来る。
(もっと読む)
容器、プリフォーム・アセンブリ並びに容器成形方法および装置
容器をブロー成形するためのプリフォーム・アセンブリ(1)であって、少なくとも第1のプリフォーム(2)と第2のプリフォーム(3)とを備え、これらのプリフォームを容器にブロー成形する前に、第1のプリフォーム(2)は第2のプリフォーム(3)の内部に位置し、各プリフォームは肉厚が約8mm、好ましくは約6mmよりも小さい、本体形成部分を有する。プリフォーム・アセンブリからブロー成形された容器、およびプリフォーム・アセンブリを形成する方法および装置も開示されている。 (もっと読む)
延伸ブローボトルのプリフォーム
【課題】プリフォームの底部にすり鉢状の底部を採用して、プリフォーム底部を厚肉化にした場合のアンダーカットの課題を解決し、それによりボトル底面の薄肉形成を可能として延伸ブローボトルの軽量化を図る。
【解決手段】プリフォームの胴部に連なる底部をすり鉢状に形成する。底部は胴部よりも肉厚が薄肉で平坦な底面中央部と、ボトル底縁となる部分の高さ位置から胴下部を底面中央部の周囲まで屈曲して傾斜形成したボトル底面形成部と、そのボトル底面形成部の胴部と接する上部のボトル底縁形成部位と、ボトル底面形成部の下部と底面中央部との境の弯曲部とからなる。ボトル底面形成部の肉厚を、ボトル底縁形成部位を除く弯曲部までの内面の肉盛により、胴部の肉厚よりも厚肉に形成する。ボトル底縁形成部位の肉厚をボトル底面形成部の肉厚よりも薄肉に形成する。
(もっと読む)
医療器具を製造するための工程
医療器具(7)を製造することを目的とし、プラスチック原料を押し出して溶融状態のプラスチック原料でできた加熱された管状要素(1)を得る作業と、この管状要素(1)に対してブロー成型を行なって複数の医療用容器(6)を得る作業とを含む工程。工程は、多様な医療用容器(6)の内面(6a)を較正する作業を含んでおり、この作業は、プラスチック原料を押し出す作業の後に行なわれ、各医療用容器(6)の内面(6a)を平滑で切れ目のないものにすることを目的とする。  (もっと読む)
(もっと読む)
プラスチックボトルの製造方法、ボトル製品の製造方法、およびプラスチックボトルの製造装置
【課題】プリフォームの温度を部分的に低下させることにより、プラスチックボトルの肉厚をコントロールすることが可能なプラスチックボトルの製造方法、ボトル製品の製造方法、およびプラスチックボトルの製造装置を提供する。
【解決手段】まずプリフォーム10を準備し、このプリフォーム10を加熱する。次に加熱されたプリフォーム10をブロー成形金型76aを用いてブロー成形し、プラスチックボトル20を作製する。加熱工程の間または加熱工程の後であって、ブロー成形工程の前に、プリフォーム10の所望部分に円周方向に沿って冷却用流体Cを吹き付け、プリフォーム10の前記所望部分の温度を低下させるので、プラスチックボトル20の肉厚を部分的に厚くすることができる。
(もっと読む)
容器の製造方法、ブロー成形用金型及びブロー成形容器
【課題】ブロー成形後の容器の金型からの離型性を良好とすることができ、同時に成形後の容器に高い付加価値を持たせることが可能な容器の製造方法及びブロー成形用金型と、その高い付加価値を有するブロー成形容器を提供すること。
【解決手段】減圧吸収パネル6を備え、該減圧吸収パネル6に突起7が設けられた容器1をブロー成形により製造する容器の製造方法であって、金型に前記突起7を形成するためのエア穴14を設け、該エア穴14を前記金型の外部に連通させ、ブロー工程後の金型離型時に、前記エア穴14から前記金型内にエアを供給する。
(もっと読む)
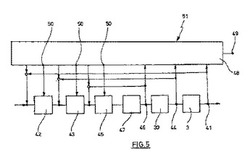
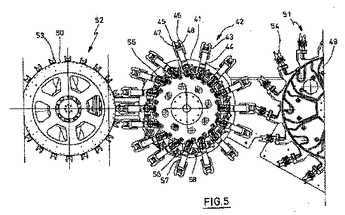
容器をブロー成形し充填するための方法および装置
本発明による方法と装置は、容器をブロー成形して充填するために用いる。パリソンをまず熱コンディショニングし、次にブロー成形型内部でブロー圧を作用することにより容器に成形する。ブロー成形した容器を、その搬送経路の少なくとも一部分に沿って、回転する受け渡しホイールによって保持されている担持要素によって位置決めする。前記受け渡しホイールは、容器製造用のブローモジュールと容器充填用の充填モジュールとの間の連結部の少なくとも一部を成している。容器の搬送方向において前記受け渡しホイールの前方に前記ブローモジュールの搬出ホイールは容器用の担持要素を備え、前記搬送方向において前記受け渡しホイールの後方に前記充填モジュールの搬入ホイール(50)が容器(2)用の担持要素(54)を備えている。前記受け渡しホイール(41)の領域における前記担持要素(42)の数量を生産速度に依存して変化させる。
 (もっと読む)
(もっと読む)
ラベル付き容器の製造方法
【課題】耐熱性を備えたラベル付きカップ状容器を二軸延伸ブロー成形により製造する際に、ラベルを変形あるいは位置ずれなくカップ状容器の胴部に貼り付けること。
【解決手段】ラベル付きカップ状容器1の製造方法では、予備成形品10を加熱して一次ブロー成形型20を用いて一次ブロー成形して最終製品よりも大きな容積の一次ブロー成形品40を製造する。一次ブロー成形品40を収縮させて、筒状胴部形成部分53の高さ寸法Hが最終製品1の筒状胴部3の高さ寸法とほぼ同一となった一次ブロー成形品50を得る。これを、ラベル5が装着されている二次ブロー成形型30に装着して二軸延伸ブロー成形する。筒状胴部形成部分53は高さ方向へは殆ど延伸しないので、ラベル5が高さ方向に変形あるいは位置ずれすることなく筒状胴部3の外周面に貼り付けられたカップ状容器1が得られる。
(もっと読む)
容器製造機用に最適化したノズル
ビレット(2)から容器をブロー成形する機械(1)の加圧ガス注入装置(14)であって、ビレット(2)を受容するように設計されている金型(9)からノズルが離れている高位置と、ノズルがビレット(2)の首部(3)を覆って金型(9)を押圧する低位置との間を移動する可動式ノズル(15)と、ノズル(15)に対して並進運動するように可動式に取り付けられたインサート(36)であって、ビレット(2)のリム(4)を押圧することができる下方端部の面(45)を有するインサート(36)と、インサート(36)がノズル(15)に対する運動行程の最終地点で停止状態となり、インサート(36)の下方端部の面(45)がノズル(15)から出る低位置にインサートを引き戻す部材(44)とを有する装置。 (もっと読む)
プレフォームのボディを加熱する加熱システム及び方法
本発明は、第1の表面2及び第2の表面4により境界づけられている物質厚さを持つプレフォームのボディ1を加熱するための加熱システム13を説明する。加熱システム13は、多くの指向された光ビーム17を放射する光源装置12と、第1の表面2と第2の表面4との間の長めの経路19に沿って光が基本的にガイドされるように、少なくとも特定の最小期間の間、前記光源装置12からの光を特定の方向に意図的にボディ1へ入力させる入力結合装置15、21とを少なくとも有する。更にまた、本発明は、プレフォームのボディ1を加熱する方法に関する。  (もっと読む)
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。パリソン(1)を、ブロー成形機のブロー成形型内部で熱コンディショニングした後に、ブロー圧を作用させることで容器(2)に変形させる。必要なブローガス(P1,P2)は供給装置から供給する。ブロー成形される容器の内部に蓄積される空気圧エネルギーの少なくとも一部を他のエネルギー形態に変換する。 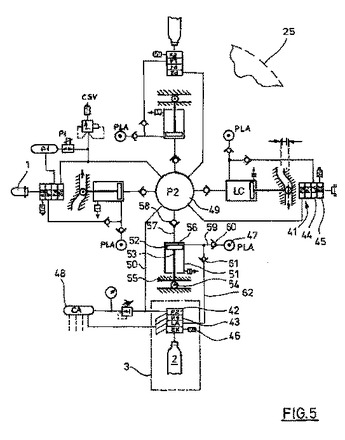 (もっと読む)
(もっと読む)
芳香族ポリエステル組成物及びそれからなる芳香族ポリエステル成形体
【課題】 透明性、耐熱性、機械的特性および保香性に優れ、食品あるいは飲料用等の容器、包装材料として有利に使用しうる芳香族ポリエステル組成物およびそれらからなる芳香族ポリエステル成形体を提供することである。
【解決手段】 少なくとも2種の、実質的に同一組成の芳香族ポリエステルを主成分として含む芳香族ポリエステル組成物であって、前記芳香族ポリエステルの極限粘度の差が0.05〜0.30デシリットル/グラムの範囲であり、前記芳香族ポリエステルからなる成形体を超純水中で80℃において1時間抽出処理を実施して得られた抽出水を人工脂質膜からなる味センサを備えた味検査装置で苦味値と渋味値を測定した場合、前記抽出水の苦味値と超純水の苦味値の差及び前記抽出水の渋味値と超純水の渋味値の差が、それぞれ0.5以下であることを特徴とする芳香族ポリエステル組成物。
(もっと読む)
飲料充填方法及び装置
【課題】インラインシステムにおいてボトルの殺菌処理を簡易化する。
【解決手段】プリフォーム1を連続走行させながら過酸化水素ミスト又はガスKを吹き付け、加熱することにより予備殺菌し、この予備殺菌したプリフォームを同じく連続走行する成形型4内でブロー成形してボトルを作り、この連続走行する成形型からボトルを取り出し、熱が残留しているうちにボトルに過酸化水素の凝結ミストM又はガスGを吹き付けると共にエアリンスし、このボトルを同じく連続走行させながら飲料を充填しキャップで密封する。
(もっと読む)
ジョイントブーツの製造方法
【課題】蛇腹部の肉厚を精度良く安定して成形する。
【解決手段】大径側取付部3に対応する第1部分61と、小径側取付部4に対応する第2部分62と、両者を連結する非蛇腹状の筒状をなす第3部分63と、を備えたパリソン6を熱可塑性樹脂で成形し、第3部分63からブロー成形により蛇腹部5を成形する際に、第3部分63の内側に第1の気圧をかけて、当該第3部分をブロー外型の山成形部91の各頂点93には達しないが、谷成形部92には押し付けて谷部66を持つ蛇腹状に予備成形し、次いで、第1の気圧よりも高い第2の気圧をかけることにより、予備成形された蛇腹状の第3部分をブロー外型の型面90全体に押し付けて製品形状をなす蛇腹部5に成形する。
(もっと読む)
射出伸長ブロー成形品およびそれに使用されるランダム共重合体
射出伸長ブロー成形(ISBM)された製品およびその製造法が記載されている。ISBM製品は一般にメタロセンを用いてつくられるプロピレンをベースにしたランダム共重合体を含んでいる。  (もっと読む)
(もっと読む)
内部に複数の分離された密閉空間を有するマルチスペース容器を製造するためのブロー成形方法及びその金型
【課題】マルチスペース容器を製造できるブロー用金型を提供する。
【解決手段】 内部に独立的な成形空間を提供する各金型部の開放面を対向配置し、各金型部の開放面に形成された支持枠に分離膜を挿入し、前記開放面を前記支持枠によって密閉することで、複数の成形空間が形成されるように組み立てる段階;前記各金型部の独立的な成形空間に予備成形物をそれぞれ注入し、前記各予備成形物を同時にまたは順次的に膨張して成形する段階、及び前記分離膜の突出部分を熱処理する仕上げ段階、を含むことを特徴とするマルチスペース容器を製造するためのブロー成形方法を構成する。
(もっと読む)
容器、金型、および製造方法
【課題】容器を連結した構造物は、容器部分疲労による破損が起因するため容器強化、基礎容器頸部の硬質部の危険性を回避する必要性がある。
【解決する手段】
容器、および構築容器全体を強化するには、各容器内面に部分肉厚を垂直、水平方向、トラスに複数形成し、そのクロス肉厚(骨材構築)部分が容器外圧を内面から補強する。基礎容器の頸部雄ねじ形状に適合する雌ねじ容器を形成することで、その連結部分に緩衝性が生まれた。
(もっと読む)
飲料充填方法及び装置
【課題】インラインシステムにおいてボトルの殺菌処理を簡易化する。
【解決手段】プリフォーム1を連続走行させながら水蒸気Wを吹き付け、加熱することにより予備殺菌し、この予備殺菌したプリフォームを同じく連続走行する成形型4内でブロー成形してボトルを作り、この連続走行する成形型からボトルを取り出し、熱が残留しているうちにボトルに過酸化水素の凝結ミストM又はガスGを吹き付けると共にエアリンスし、このボトルを同じく連続走行させながら飲料を充填しキャップで密封する。
(もっと読む)
81 - 100 / 270
[ Back to top ]