
Fターム[4F208LH09]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品の前処理、コンディショニング (813) | 冷却 (49)
Fターム[4F208LH09]に分類される特許
1 - 20 / 49
透明ボトルの製造方法及び透明ボトル
【課題】本発明はプロピレン系樹脂組成物により形成される透明ボトルの製造方法に関し、高い透明度と強度を実現することを課題とする。
【解決手段】
樹脂原料としてプロピレンホモポリマー及び/又はプロピレン共重合体からなる樹脂組成物を原料とし、容量が100〜2,000mlであり、胴部の相当直径と高さの比が1:0.5〜1:5であり、胴部の肉厚が0.7〜1.3mmで、胴部のヘイズ値が5%未満で、かつ胴部の座屈強度が100N以上である透明ボトルを射出延伸ブロー成形法により製造する透明ボトルの製造方法であって、射出成形金型内で110℃以下に冷却してプリフォームを製造する射出成形工程と、前記プリフォームを延伸ブロー成形して透明ボトルを製造する延伸ブロー成形工程と、を有することを特徴とする透明ボトルの製造方法。
(もっと読む)
プリフォームの加熱方法

【課題】 ボトルの白化防止、プリフォームの加熱時間の短縮、耐熱性に優れたプリフォームの加熱方法を創出することを課題とする。
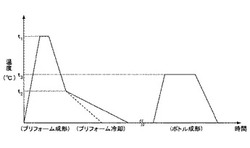
【解決手段】 加熱炉(2)内の冷却、プリフォーム(P)の外面への冷却エアー(e1)と熱源(4)からの加熱とを同時に行ってプリフォーム(P)の外面温度(Ta)と内面温度(Tb)とを調整しながら熱結晶化温度よりもわずかに低い温度となるまで急速加熱する第1工程(S1)と、加熱炉(2)内の冷却と熱源(4)による加熱を停止した状態で、冷却エアー(e1)をプリフォーム(P)の外面に吹き付けて外面温度(Ta)を冷却する第2工程(S2)と、加熱炉(2)内の冷却を停止した状態で、プリフォーム(P)の外面への冷却エアー(e1)の吹き付けと熱源(4)からの加熱とを同時に行ってプリフォーム(P)を急速加熱する第3工程(S3)と、を有する構成とする。
(もっと読む)
透明容器及び透明容器の製造方法
【課題】ポリプロピレン系樹脂を主原料とした、所望の透明度と透明度の均一性とを兼ね備えた透明容器の提供
【解決手段】
シンジオタクティックポリプロピレン系樹脂の含有量が75質量%未満であるポリプロピレン系樹脂を用いた透明容器であり、胴部の肉厚が0.6〜1.5mm、胴部の肉厚(mm)に対するヘイズ値(%)の比(ヘイズ値/肉厚)が1.0〜5.0(%/mm)、胴部の任意の2箇所のヘイズ値の比(小さい方のヘイズ値/大きい方のヘイズ値)が0.73以上であることを特徴とする透明容器。
(もっと読む)
波長特異的な熱放射及び処理を行う方法及びシステム
【課題】成形または加工操作に先立つプラスチック部品の非接触熱処理のためのシステムで、改善された赤外線エネルギー変換効率を有する特定の熱赤外線(IR)波長放射又はエネルギーを物品に直接注入するシステムを提供する。
【解決手段】電流を光子に直接変換する工程を通じてプラスチック部品に所望の吸収特性と一致する狭波長領域の放射エネルギーを放射する1つ以上のレーザーダイオードを含み、かつ熱監視制御セクションを含むシステム。
(もっと読む)
波長特異的な熱放射及び処理を行う方法及びシステム
【課題】種々の処理目的のために特定の熱赤外線(IR)波長放射又はエネルギーを物品に直接注入するシステムを提供する。様々な産業、医学、民生又は商用環境において、物品を加熱しその温度を上昇又は維持するか、或いは目標物を刺激することが含まれる。特に、より高速で且つ目標物と接触しない環境で機能するときに有利である。
【解決手段】特定の熱赤外線(IR)波長放射又はエネルギーを物品に直接注入する、具体的に選択した波長で照射するか或いは放射をパルス化又は注入する能力を必要とするか又はその能力から恩恵を受ける作業に特に適用可能である。
(もっと読む)
プレフォームの熱処理のための炉及びこのような炉に設けられる空気冷却器の制御方法
【課題】容器の質を向上させるために冷却を最適化することによって、炉中でプレフォームを熱処理する方法を改良する。
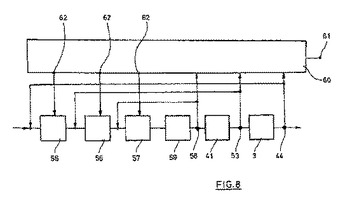
【解決手段】プレフォーム12を熱処理するための炉10と、プレフォーム12の本体18及び底部20に対する冷却用空気の流量を、加熱路に沿って変更するように、このような炉10に設けられており、冷却用空気の流量制御手段58から成る空気冷却装置42を操作するための方法とに、関わる。
(もっと読む)
2枚のシートからプラスチック中空体を製造するための方法及び装置
溶融プラスチックの2枚のシートを2つのキャビティを備える金型で成形することによってプラスチック中空体を製造する方法であって、当該方法は、a)溶融プラスチックの少なくとも1つの流れを押出し、かつ横に切断することによって、2枚の溶融プラスチックシートが製造されるステップと、b)金型キャビティの間にこれらのシートが導入されるステップと、c)金型が閉じられ、かつ2枚のシートを金型キャビティに合わせることによって中空体が製造されるステップと、d)このように得られた中空体を金型から取り除くステップと、e)2枚の新しいシートから別の中空体を製造するためにa)〜d)の全ての操作を繰り返すステップと、を備え、横の切断操作の前、最中、または後で、シートの下部を局部冷却することが可能な特定の装置を用いて2枚の新しいシートの下部が冷却されることを特徴とする。 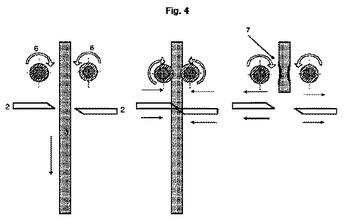 (もっと読む)
(もっと読む)
近赤外線ヒータとプリフォームの加熱方法
【課題】 本発明は、プリフォームに対する近赤外線ヒータ単体での加熱効率を高めることにより、少ない消費電力で効率よくプリフォームを所望する温度まで加熱できるようにすることを目的とする。
【解決手段】 被覆形成したホワイトコート8により開口部9を残存形成した近赤外線ヒータ1において、開口部9の開口角10を120°±10°に設定規制することにより、一定レベル以上の加熱効率のアップを得、これによりプリフォームPを壜体に2軸延伸成形ブロー成形する際の、大幅な消費電力の低減化を得る。
(もっと読む)
プラスチックボトルの製造方法、ボトル製品の製造方法、およびプラスチックボトルの製造装置
【課題】プリフォームの温度を部分的に低下させることにより、プラスチックボトルの肉厚をコントロールすることが可能なプラスチックボトルの製造方法、ボトル製品の製造方法、およびプラスチックボトルの製造装置を提供する。
【解決手段】まずプリフォーム10を準備し、このプリフォーム10を加熱する。次に加熱されたプリフォーム10をブロー成形金型76aを用いてブロー成形し、プラスチックボトル20を作製する。加熱工程の間または加熱工程の後であって、ブロー成形工程の前に、プリフォーム10の所望部分に円周方向に沿って冷却用流体Cを吹き付け、プリフォーム10の前記所望部分の温度を低下させるので、プラスチックボトル20の肉厚を部分的に厚くすることができる。
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。まず、熱可塑性材料から成るパリソンを、ブロー成形型内部の加熱区間の領域で搬送経路に沿って熱コンディショニングする。次に、ブロー圧を作用させることによって容器に成形する。容器のブロー成形に引き続いて該容器の少なくとも1つの高さレベルで該容器の壁厚を測定する。制御部に、目標値として前記壁厚に対する予設定値を供給し、実測値として測定壁厚を供給する。ブロープロセスを制御する少なくとも1つのパラメータの量を、前記目標値と前記実測値との間の差に依存して前記制御部により設定する。この場合、ブローガス供給を制御する少なくとも1つのパラメータの量を前記制御部により調整量として設定する。前記パラメータの量の設定を、前記制御部内で実施されるブロープロセスのシミュレーションモデルに基づいて行う。
 (もっと読む)
(もっと読む)
フォーム層を有する複合成形容器
複合成形プレフォーム及びこれから吹込成形された容器が開示され、複合成形プレフォーム及び複合成形容器は、外側発泡層を有する。 (もっと読む)
発泡プラスチック成形体及びその製造方法
【課題】延伸部位での発泡が制御され、意匠性の高い発泡プラスチック成形体及びその製造法を提供する。
【解決手段】少なくとも一部が延伸成形されたプラスチック成形体において、上記延伸成形されている部分には、面方向でみて発泡セルが形成されている発泡領域Xと発泡セルが形成されていない非発泡領域Yとを有している。
(もっと読む)
方法および装置
装置は、物体(P)を処理するように構成された第1作動機械(208;203;303)と、前記第1作動機械(208;203;303)の下流側に定置され、前記物体(P)をさらに処理するように構成された第2作動機械(207;208;306)と、前記第1作動機械(208;203;303)と前記第2作動機械(207;208;306)との間に置かれ、前記物体(P)を受け入れるように構成された集積手段(252;262)と、前記集積手段(252;262)内に収容された前記物体(P)の量を示すパラメータを検出すると共に、前記パラメータに基づいて前記第2作動機械(207;208)の作動を調整する制御手段(257;267)とを備えている。方法は、ペースト状態のプラスチックを定量供給することと、前記プラスチックを圧縮成型してプリフォームを得ることと、前記プリフォームをブローして容器を得ることと、前記容器に製品を充填することとを備え、前記定量供給中に前記プラスチックが供給温度(T1)を有し、前記ブロー中に前記プラスチックがブロー温度(T2)を有し、前記充填中に前記プラスチックが充填温度(T3)を有すると共に、前記供給温度(T1)は前記ブロー温度(T2)よりも高く、前記ブロー温度(T2)は前記充填温度(T3)よりも高い。 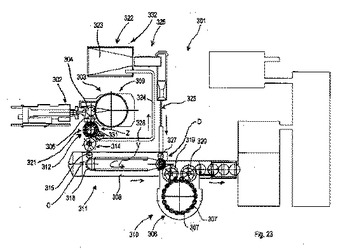 (もっと読む)
(もっと読む)
ホット充填用ボトルの製造方法、ボトル製品の製造方法、およびホット充填用ボトル
【課題】85℃乃至90℃のホット充填(高温充填)に耐えうる耐熱性を有するホット充填用ボトルの製造方法、ボトル製品の製造方法、およびホット充填用ボトルを提供する。
【解決手段】まずポリエチレンテレフタレート層12aを含むプリフォーム10を準備する。次にこのプリフォーム10を加熱し、次いで加熱されたプリフォーム10をブロー成形金型54aを用いてブロー成形する。この場合、プリフォーム10の加熱温度を115℃乃至140℃とし、ブロー成形金型54aの温度をポリエチレンテレフタレートのガラス転移温度より10℃以上低くする。これにより85℃乃至90℃のホット充填(高温充填)に耐えうるホット充填用ボトル20を得ることができる。
(もっと読む)
加温ボトルの製造方法、ボトル製品の製造方法、および加温ボトル
【課題】耐熱性を有し、高品質であるとともに、生産コストを低減することが可能な加温ボトルの製造方法、ボトル製品の製造方法、および加温ボトルを提供する。
【解決手段】まずポリエチレンテレフタレート層12aを含むプリフォーム10を準備する。次にこのプリフォーム10を加熱し、次いで加熱されたプリフォーム10をブロー成形金型54aを用いてブロー成形する。この場合、プリフォーム10の加熱温度を105℃乃至125℃とし、ブロー成形金型54aの温度をポリエチレンテレフタレートのガラス転移温度より10℃以上低くする。これにより耐熱性のある加温ボトル20を得ることができる。
(もっと読む)
カテーテル及びその製造
カテーテルは長手方向に延びる本体を含み、同本体は基端及び先端を有するとともに、基端から本体を貫通して先端まで長手方向に延びるとともに折り返して基端まで戻る少なくとも一つの内腔を定義する。例えばガリスタンのようなガリウムとインジウムとの合金である液体金属は内腔に配置される。別の態様において、カテーテルは第一及び第二の内腔を定義する長手方向に延びる本体を含む。電気的に駆動される装置が本体の先端に連結され、第一及び第二の内腔と電気的に連通する。電源が第一及び第二の内腔と電気的に連通し、液体金属が第一及び第二の内腔に配置され、電源と電気的に駆動される装置との間に導電管を提供する。各内腔は本体の基端から先端まで、そして再び基端に戻るループであり得る。  (もっと読む)
(もっと読む)
熱可塑性容器を製造する型及びこのような型が設けられた延伸ブロー成形装置
ブランクをブロー成形または延伸ブロー成形することによって熱可塑性材料で形成された容器を製造する型であって、型は、上記ブランクのリムを受けることを目的とした成形キャビティ(3)の開口部に位置する座部(8)と、上記リムを冷却する冷却手段と、を有し、上記冷却手段と型の肩部における陥凹部(5)との間において、上記型は、熱の逃げ道を断絶する断熱手段を有する。リムを冷却する冷却回路は、型のキャビティ(3)における開口部を囲むように取り付けられた蓋部(13)にエッチング加工されており、このエッチングされた部分は、断熱部として機能する片(15)に密閉した態様で載置される。  (もっと読む)
(もっと読む)
合成樹脂製カップ状容器及びその熱結晶化処理方法
【課題】 本発明は、フランジ部分近傍を熱結晶化処理した合成樹脂製カップ状容器及びその熱結晶化処理方法に関し、フランジ部分近傍と云う限定的な部位の加熱を可能にすることを技術的課題とし、優れた耐熱性を有するカップ状容器を提供することを目的とする。
【解決手段】 本発明の熱結晶化処理方法は、フランジの下方部分に突条リブを周設したカップ状容器、若しくはプリフォームに支持治具の上端部に配設される嵌合筒部を、上端面が突条リブの下端面に当接するように下方から外嵌し、フランジ部近傍をフランジの外周面側から赤外線ヒータにより加熱すると云う方法であり、本発明のカップ状容器は、フランジの下方、胴部の上端部の所定高さ位置に幅が0.5〜1.5mmの範囲の突条リブを周設しこの突条リブの上端基部から、フランジを含む上方の部分が熱結晶化処理されている構成とするものである。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ソリッド樹脂からなる中空のブロー成形体の内部に発泡樹脂が充填され、外観性、軽量性、剛性に優れた樹脂成形品を成形型内での樹脂成形品の冷却遅延を抑制して効率よく生産する。
【解決手段】パリソンPを成形型20で挟んでブロー成形を行い中空のブロー成形体を形成するブロー成形手段、ブロー成形体を成形型20内に残した状態で溶融発泡性樹脂をブロー成形体内に射出する射出手段、発泡性樹脂の射出後、成形型20を所定量開きつつ発泡性樹脂を発泡させることによりブロー成形体の膨張と並行してブロー成形体内に発泡性樹脂を充填させる充填手段、及び、ブロー成形体の形成動作の終了時から成形型20の所定量の開き動作の終了時までの間に成形型20の開き動作により膨張するブロー成形体の延伸部分を除く非延伸部分を延伸部分と比べてより冷却する冷却手段を備える。
(もっと読む)
ブロー成形機
【課題】加熱搬送路の構造を簡略化するとともに加熱搬送路の搬送トラブルを解決したブロー成形機を提供する。
【解決手段】加熱ステーション4は、N個のプリフォームPを第1の方向に並べて支持した加熱用搬送部材21を、前記第1の方向と直交する第2の方向Aに沿って複数個ならべて搬送する加熱用往路20aと、加熱用往路の下方であって、加熱用往路と平行に設けられた加熱用復路20bと、転送部5側に位置する加熱用往路の一端にて、加熱用往路から加熱用復路に向けて前記加熱用搬送部材を下降させる下降機構28と、加熱用往路の他端にて、加熱用復路から加熱用往路に向けて加熱用搬送部材を上昇させる上昇機構29とを含む。加熱用復路29は、加熱用往路に配列される加熱用搬送部材の数よりも少ない数の加熱用搬送部材を、第2の方向Aとは逆方向へ搬送して、加熱用復路に沿って搬送される加熱用搬送部材を放冷もしくは強制的に冷却する。
(もっと読む)
1 - 20 / 49
[ Back to top ]