
Fターム[4F208MH30]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品の前処理、コンディショニング (717) | その他 (10)
Fターム[4F208MH30]に分類される特許
1 - 10 / 10
気泡シート、その製造方法及び製造装置
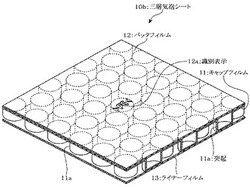
【課題】表示領域として最も適切な突起頂面に対向する領域に、鮮明な識別表示が付された気泡シートを提供することができる。
【解決手段】外周面に複数のキャビティが形成された成形ロールに供給され、キャビティにおいてキャビティ形状に対応する突起が真空成形されたキャップフィルム11と、キャップフィルム11に熱融着され、突起内の空気を封止するバックフィルム12と、を備える気泡シート10bであって、キャップフィルム11の突起11a頂面と対向するバックフィルム12面に、凹設及び/又は凸設形成された所定の識別表示12aを備える構成としてある。
(もっと読む)
樹脂成形方法及び成形装置

【課題】義手や義足などの一部として、また、皮膚や筋肉の代用品として、各個人に必要な最適形状の樹脂成形品を、安価で短時間に提供可能で、なおかつ、不具合が有った場合は、すぐに修正や作り直しが可能な、樹脂成形技術と、その装置が求められている。
また、成形する製品の大きさに応じて製造工程を変更しても、そのまま使用できる装置が求められている。
【解決手段】パイプに石膏を塗り付けて型を形成し、その表面に溶けた樹脂を塗布し、ビニール袋で全体を覆った後、袋内の空気をパイプから吸引し、石膏型に一致した樹脂成形品を得る。
また、ビニール袋の替わりに熱して柔らかくした樹脂シートを用い、シート内部の空気を抜く事で、同様の成形品を得る。
2種類の工程に対応できる様に、吸引ホースの通路断面積を、2種類の切り替え式とする。
(もっと読む)
伸縮性筒状部分を備えた容器蓋の製造方法および製造装置
【課題】電子レンジ調理用容器の容器蓋の一部分に伸縮性筒状部を一体成形するのに適した容器蓋の製造方法を提案すること。
【解決手段】伸縮性筒状部分9となる筒状部分47以外の部位が最終成形品の容器蓋3と同一形状の一次成形品40を熱可塑性樹脂から成形する。容器蓋3の部位としてそのまま残る一次成形品40における蓋天板部41、口部フランジ43を、両側から機械的に挟むと共に両側から熱的に遮断した熱変形防止状態にし、この状態で筒状部分47のみを加熱する。加熱後の筒状部分47を二軸方向に延伸して蛇腹状の伸縮性筒状部分9を成形する。熱変形、熱劣化を引き起こすことなく伸縮性筒状部分9が一体形成された容器蓋3を得ることができる。
(もっと読む)
板状体加熱装置および基材の製造方法
【課題】加熱ムラをなくし、加熱時間を短縮して生産性を向上させる。
【解決手段】本発明は、植物性繊維と熱可塑性樹脂を含む材料からなる板状体Wを加熱する予備加熱装置50であって、過熱水蒸気Sを生成する過熱装置54と、過熱水蒸気Sを板状体Wに噴出する複数の噴出部51と、複数の噴出部51が配設されてなる噴出部配管52とを備え、噴出部配管52は、過熱水蒸気Sを一側から他側に送る複数の一側配管52Aと、過熱水蒸気Sを他側から一側に送る複数の他側配管52Bとを備えて構成され、一側配管52Aと他側配管52Bが隣り合って互い違いに並んで配置されている構成としたところに特徴を有する。
(もっと読む)
樹脂成形品の成形方法
【課題】成形工程において金型のキャビティから微細な凹凸であるシボ模様を鮮明に転写した樹脂成形品を成形する樹脂成形品の成形方法を提供する。
【解決手段】Tダイ3から押し出した溶融状態の熱可塑性樹脂シート13を一対のローラ6,6によって送り出して金型7,8内に配置する。金型8のキャビティはシボ模様の転写面を有している。次いで、金型7,8の外周に位置する型枠14,15を金型7,8に対して相対的に前進させて押し出した熱可塑性樹脂シート13と密着させ、金型8のキャビティ面から真空吸引するとともに、金型7.8内に圧力流体を導入して樹脂成形品の表面にシボ模様を転写した樹脂成形品を成形する。
(もっと読む)
熱成形された物品を製造する方法及びその製造のための器具
本発明は、相並んで隣接する機能的領域の間に、機械的に弱い部分を有する、食品包装体又はその一部等の熱成形された物品を製造する方法であって、上記物品は、利用者側の使用の範囲で、機械的に弱い部分で、少なくとも部分的に分離され、その製造は、上側器具と下側器具を有する熱成形器具内で行われ、機械的に弱い部分は、成形される材料が熱成形器具内に存在する期間において、三次元的な広がり(延長)で与えられる方法に関し、及び上記方法を行うための器具に関する。 (もっと読む)
プラスチックから鋳造物を製造する方法および装置
本発明は、プラスチック、好ましくは、繊維強化プラスチックから鋳造物を製造する方法に関する。この方法は、少なくとも積層板を形成するために少なくとも1つのプラスチック層を積層する工程と、少なくとも2つの薄膜の間に積層板を配置させる工程と、このように形成した組み立て品を、少なくとも1つの薄膜を加熱することによって第1温度にする工程と、第2の温度にされた成形工具を使用することによって組み立て品を形成する工程と、を含む。また、本発明は、この方法を達成する装置、およびこの方法に適用する加熱可能な薄膜にも関する。  (もっと読む)
(もっと読む)
樹脂成形品の製造方法
【課題】 樹脂シート材を深絞り成形することによって得られる成形品が、偏肉成形品となることを効果的に防ぎ、必要最低限の材料から、所望の強度を有する製品を高精度に製造する。
【解決手段】 ブロー成形機ヘッドからパリソンを押出し、パリソンの任意の場所をカットして複数の平板50a、50bとする。そして、各平板50a、50b同士を融着させることにより、必要な位置に局部的に肉厚の厚い部分を有する平板を形成する。また、この際、必要に応じ、ブロー成形機ヘッドのパリソンコントロール機能によりパリソンの肉厚に変化を与えることで、さらに多用な肉厚分布を平板に与えることが可能となる。そして、必要な位置に局部的に厚肉部を形成した平板を、真空金型にセットして真空成形を行う。
(もっと読む)
マット加熱装置及び加熱方法
【課題】効率よく、均一に、かつ、高品質の状態でマットを高温にする。
【解決手段】繊維を主成分とし通気性及び熱可塑性を有するマットMを冷間プレスして成形するのに先だって加熱するマット加熱装置であって、相互に対向するとともに相対的に接近及び離隔可能な高温盤22と熱風噴射面45とを有し、高温盤22には、マットMの下面が高温盤22に接触した状態でマットMが配設され、熱風噴射面45には複数の熱風噴射孔43が形成され、その複数の熱風噴射孔43は、マットMの上面に対して熱風を噴射する。第1の加熱段階(当接噴射段階)では、熱風噴射面45がマットMの上面に当接した状態で、熱風噴射孔43からマットMに対して熱風が噴射され、第2の加熱段階(離隔噴射段階)では、熱風噴射面45がマットMの上面から離隔した状態で、熱風噴射孔43からマットMに対して熱風が噴射される。
(もっと読む)
樹脂成形体の製造方法
【課題】
高脆性の非晶性熱可塑性樹脂からなるシート状物を室温近傍で圧空成形等をすることにより、生産性よく樹脂成形体を製造する方法等を提供すること。
【解決手段】
(1)非晶性熱可塑性樹脂からなるシート状物に、圧力1〜40MPa、温度50℃以下の条件下で二酸化炭素を収着させた後、30℃以下の温度で脱圧後、二酸化炭素を収着した該シート状物を、[室温+10℃]以下の温度で、圧空成形、真空成形、又は真空圧空成形することを特徴とする樹脂成形体の製造方法、及び(2)二酸化炭素を収着した該シート状物に、[室温+10℃]以下の温度で、表面に凹凸形状が形成された型を押圧することを特徴とする凹凸形状が転写された樹脂成形体の製造方法である。
(もっと読む)
1 - 10 / 10
[ Back to top ]