
Fターム[4F208MJ09]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品の供給 (399) | 前段階の成形機からの直接供給 (55) | 押出機からの (42)
Fターム[4F208MJ09]に分類される特許
1 - 20 / 42
樹脂成形品およびその製造方法
湾曲自在あるいは屈曲自在樹脂製中空薄型パネル構造の製造方法
【課題】良好な成形性を確保しながら、成形コスト増あるいは成形効率の低下を防止することが可能な湾曲自在あるいは屈曲自在樹脂製中空薄型パネル構造の製造方法を提供する。
【解決手段】ヒンジ部を有する、中空薄型パネル構造の製造方法で、互いに所定の間隔を隔てた複数の突起体が設けられる一対の分割金型を準備する段階と、溶融状態の2条の熱可塑性樹脂製シートを互いに間隔を隔てて、開放位置の一対の分割金型の間に配置する段階と、金型と樹脂製シートの密閉空間から空気を減圧することにより、樹脂製シートをキャビティに沿わせ賦形し、外表面に複数の長溝を形成する段階と、前記分割金型を型締め位置まで移動して、樹脂製シートの内表面同士を金型のピンチオフ部に沿って溶着させることにより、周縁部同士を一体化させて、中空構造を形成するとともに、回動可能なヒンジ部を形成する、ことを特徴とする樹脂製中空薄型パネル構造の製造方法。
(もっと読む)
樹脂製サンドイッチ構造パネル材およびその製造方法
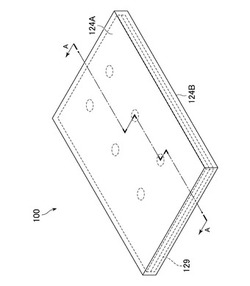
【課題】耐熱性、難燃性に優れる一方、軽量でありながら十分に保形性を確保することが可能な樹脂製サンドイッチ構造パネル材およびその製造方法を提供する。
【解決手段】互いに対向して配置されることにより内部に中空部を形成する、一対の難燃性または耐熱性発泡樹脂製芯材と、芯材それぞれの外表面に溶着された表皮材シート124A、124Bとを有し、一方の発泡樹脂製芯材は、その内表面に、他方の発泡樹脂製芯材に向かって突出する突起体を有し、突起体の対応する位置に、他方の発泡樹脂製芯材突起体と相補形状の開口部を有し、突起体の頂面は表皮材のシート124Bの内表面に溶着され、他方の発泡樹脂製芯材の突起体の頂面も一方の発泡樹脂製芯材の表皮材シート124Bの内表面に溶着される、樹脂製サンドイッチ構造パネル材100。
(もっと読む)
樹脂成形品の成形方法及び樹脂成形品

【課題】芯材と樹脂シートとの溶着強度を向上させることが可能な樹脂成形品の成形方法を提供する。
【解決手段】発泡体からなる芯材(102)を、溶融状態の少なくとも2枚の樹脂シート(101)で挟み込んで積層してなる樹脂成形品(100)の成形方法であり、樹脂シート(101)は、繊維状フィラーを含有しており、芯材(102)の表面を樹脂シート(101)の熱で溶融させながら、芯材(102)と樹脂シート(101)とを溶着し、芯材(102)と樹脂シート(101)とを金型で型締めし、樹脂成形品(100)を成形する。
(もっと読む)
ダクトの成形方法及びダクト
【課題】ピンホールを発生させることなく、ダクト内面に整流板を有するダクトを提供する。
【解決手段】パーティングライン(PL)を介して接着される第1の壁部(201)と第2の壁部(202)とを有して構成する樹脂製のダクト(200)であり、少なくとも一方の壁部(201,202)の内面に凹部(300)を有し、凹部(300)に整流板(27)が取り付けられている。
(もっと読む)
気泡シート及びその製造方法
【課題】空気層を介することなくフィルムを密着させた密着部に識別表示が付されるので、凹凸がくっきりと形成されるだけでなく、シート両面から識別表示が視認可能な気泡シートを提供する。
【解決手段】二つのフィルム11,12の間に空気層Kを介在させた気泡部13と、空気層Kを介することなく二つのフィルム11,12を密着させた密着部14と、を有する気泡シート10であって、密着部14に、所定の識別表示11bを凹設形成した構成としてある。
(もっと読む)
車両用衝撃エネルギー吸収体およびその成形方法
【課題】斜め方向の衝撃荷重に対しても十分な変形代を確保可能であるとともに、局所的なエネルギー吸収特性のバラツキを防止することが可能な樹脂製エネルギー吸収体を提供する。
【解決手段】平面部14内で、複数の第1突起体20と、第2突起体22とを有し、第1突起体20の各々は、それぞれ前記平面部14から立ち上がる、一対の傾斜立ち壁26と、立ち壁26の頂部同士を前記周壁12と略同じ高さで連結する頂壁28とを有し、前記一対の傾斜立ち壁26は、前記平面部14から前記頂壁28に向かって所定傾斜角度αで傾斜し、前記第2突起体22は、前記周壁12と前記傾斜立ち壁26とを連結するとともに、前記傾斜立ち壁26同士を連結し、前記複数の第1突起体20それぞれの根元部で連結し、前記平面部14の一方の板面または他方の板面19が、衝撃荷重の受け面を構成する、ことを特徴とする車両用樹脂製衝撃エネルギー吸収体10。
(もっと読む)
成形装置及び成形方法
【課題】金型の周囲に位置する型枠を熱可塑性樹脂に確実に当接することが可能な成形装置を提供する。
【解決手段】本実施形態の成形装置(1)は、押出装置(12)からシート状に押し出した熱可塑性樹脂(P)を金型(32)のキャビティ(116)に真空吸引し、熱可塑性樹脂(P)をキャビティ(116)に沿った形状に賦形する成形装置(1)であり、金型(32)の周囲に位置し、当該金型(32)に対して移動可能な型枠(33)を備え、型枠(33)の下側を構成する枠下部(33-2)は、型枠(33)の上側を構成する枠上部(33-1)よりも熱可塑性樹脂(P)側に突出している。
(もっと読む)
気泡シートの製造装置及び気泡シートの製造方法
【課題】審美性や生産性などを向上させることができるとともに、キャップシートとバックシートとの融着強度が低下するといった不具合を防止することのできる気泡シートの製造装置及び気泡シートの製造方法の提供を目的とする。
【解決手段】気泡シートの製造装置1は、外層シート13を有する気泡シート10を製造し、キャップシート供給手段2、バックシート供給手段3、外層シート用ローラ4、ブレード5、真空成形ロール6、加圧ロール7及び剥離ロール9を備え、ブレード5によって外層シート13とバックシート12とが積層される積層ポイントP1から加圧ロール7の押圧ポイントP2までの距離を、100mm以内とした構成としてある。
(もっと読む)
樹脂成形体およびその製造方法
【課題】床材、壁材、柱、間柱、根太、または構造用合板に従来のねじを用いて容易かつ確実に弛み無く固定できる発泡体を内装した樹脂成形体およびその製造方法を提供する。
【解決手段】樹脂成形体100は発泡体122を内装している。発泡体122にはその厚み方向に中空孔を有するねじ受け材125が挿入されている。該ねじ受け材の中空孔105には内面に突出する段部103を有する。該ねじ受け材は、該樹脂成形体の表面材を成す一方の樹脂壁内面と他方の樹脂壁内面に溶着するフランジ104を両端に備える。該ねじ受け材は、略円筒状の胴部を有しており、胴部には放射状に突出した回転止めが形成されている。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】垂下する押出された溶融の熱可塑性樹脂製シートのドローダウン又はネックインを防止可能な樹脂成形品の成形方法および成形装置を提供する。
【解決手段】溶融した熱可塑性樹脂を押出スリット34からシート状に垂下する際に、貯留された熱可塑性樹脂を単位時間当たり所定押出量で間欠的に押し出すことによって、押出スリットからシート状樹脂が所定の厚みと押出速度で下方に押し出され、押出スリットの下方に配置された一対の近接できるローラー30でシート状樹脂を挟み込むと共に、ローラーの回転駆動によりシート状樹脂を下方に引っ張りシート状樹脂の厚みを押出スリットから押出し時の厚み以下に延伸薄肉化したシート状樹脂をローラーの下方に配置された金型32の側方に供給し、シート状樹脂と金型との間に形成された密閉空間を減圧、および/またはシート状樹脂を金型に向かって加圧することによって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】熱可塑性樹脂製シートのドローダウンあるいはネックインを有効に防止することが可能な樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置を提供する。
【解決手段】Tダイ28に設けられた所定間隔の押出スリット34から溶融状態のシート状樹脂を下方に垂下するように、貯留された熱可塑性樹脂を単位時間当たり所定押出量で間欠的に押し出す段階と、一対のローラー30でシート状樹脂を挟み込み、ローラー30の回転駆動によりシート状樹脂を下方へ送り出す段階と、金型32に対して相対的に突出した状態でシート状樹脂の側面に当接させることによりシート状樹脂と金型32との間に密閉空間を形成する段階と、該密閉空間を減圧、および/またはシート状樹脂を金型32に向かって加圧することによって金型形状に沿った形状に成形する段階とを有する、ことを特徴とする樹脂成形品の成形方法。
(もっと読む)
ダクトの成形方法
【課題】2枚のシートの溶着強度を向上させることが可能なダクトの成形方法を提供する。
【解決手段】溶融状態の一対の熱可塑性発泡樹脂シート(16,16)を一対の分割金型(13,13)間に配置する。次に、分割金型(13,13)周囲に位置する型枠(17,17)を分割金型(13,13)に対して相対的に前進させて型枠(17,17)を熱可塑性発泡樹脂シート(13,13)に密着させる。次に、一対の分割金型(13,13)のキャビティ(14,14)に熱可塑性発泡樹脂シート(16,16)を真空吸引させると共に、一対の分割金型(13,13)を型締めしてダクトを成形する。
(もっと読む)
気泡シート、その製造方法及び製造装置
【課題】表示領域として最も適切な突起頂面に対向する領域に、鮮明な識別表示が付された気泡シートを提供することができる。
【解決手段】外周面に複数のキャビティが形成された成形ロールに供給され、キャビティにおいてキャビティ形状に対応する突起が真空成形されたキャップフィルム11と、キャップフィルム11に熱融着され、突起内の空気を封止するバックフィルム12と、を備える気泡シート10bであって、キャップフィルム11の突起11a頂面と対向するバックフィルム12面に、凹設及び/又は凸設形成された所定の識別表示12aを備える構成としてある。
(もっと読む)
発泡成形体の製造方法、及び発泡成形体
【課題】金型から発泡成形体を取り出した後のバリ取りを容易に行う。
【解決手段】本発明の発泡成形体の製造方法は、下記(1)〜(3)を満たすような配合で混合された混合樹脂に、発泡剤を加えて混練した樹脂を発泡パリソン10として押し出し、分割金型2の間で挟み込んで成形するものである。(1)長鎖分岐構造の高密度ポリエチレンを含むポリエチレン系樹脂を50〜90wt%含有する。(2)長鎖分岐構造のポリプロピレンを10〜50wt%含有する。(3)前記長鎖分岐構造の高密度ポリエチレンの配合割合をX(wt%)、前記長鎖分岐構造のポリプロピレンの配合割合をY(wt%)としたときに、X+2Y≧60を満たす。
(もっと読む)
多層発泡体の製造方法
【課題】空気だまりが発生し難く、且つ、発泡倍率を向上させることが可能な多層発泡体の製造方法を提供する。
【解決手段】発泡層(102)の外面に非発泡層(101)を有する多層樹脂(200)を押し出し、その多層樹脂(200)の最内面同士を接着し、多層樹脂積層体(201)を形成する。そして、多層樹脂積層体(201)の最外面とキャビティ面(12a,12b)との間に隙間が空くように多層樹脂積層体(201)を金型(11a,11b)で挟み込み型締めし、多層樹脂積層体(201)をキャビティ面(12a,12b)に沿った形状に成形し、多層発泡体を成形する。
(もっと読む)
コルゲートチューブ製造方法及びコルゲートチューブ
【課題】より軽量なコルゲートチューブ及び該コルゲートチューブの製造方法を提供する。
【解決手段】(a)一方向に交互に連続する環状の大径部12及び小径部18と、大径部12の外周面から外周側に突出する中空状の中空突部16とを有する筒状部材を成形する工程と、(b)前記筒状部材から、中空突部16を切り落とす工程とを備えるコルゲートチューブの製造方法。環状の大径部と小径部とが延在方向に交互に連続して設けられた略筒状に形成され、前記大径部の外周部には、内外方向に貫通する孔部が形成されているコルゲートチューブ。
(もっと読む)
樹脂成形方法及び成形装置
【課題】義手や義足などの一部として、また、皮膚や筋肉の代用品として、各個人に必要な最適形状の樹脂成形品を、安価で短時間に提供可能で、なおかつ、不具合が有った場合は、すぐに修正や作り直しが可能な、樹脂成形技術と、その装置が求められている。
また、成形する製品の大きさに応じて製造工程を変更しても、そのまま使用できる装置が求められている。
【解決手段】パイプに石膏を塗り付けて型を形成し、その表面に溶けた樹脂を塗布し、ビニール袋で全体を覆った後、袋内の空気をパイプから吸引し、石膏型に一致した樹脂成形品を得る。
また、ビニール袋の替わりに熱して柔らかくした樹脂シートを用い、シート内部の空気を抜く事で、同様の成形品を得る。
2種類の工程に対応できる様に、吸引ホースの通路断面積を、2種類の切り替え式とする。
(もっと読む)
気泡シート製造装置用のプラグ、及びその製造方法
【課題】気泡シートに良好な視認性を有する識別表示を押印する気泡シート製造装置用のプラグ、及びその製造方法を提供する。
【解決手段】周面に複数のキャビティが形成された成形ロールに供給され、キャビティにおいてキャビティ形状に対応する突起が真空成形されるキャップフィルムと、キャップフィルムに接合され、前記突起内の空気を封止するバックフィルムと、を備える気泡シートを製造する気泡シート製造装置において、キャビティの底面に連通するキャビティより小径の吸引孔を通気可能に塞ぐプラグ1Aであって、キャビティの底面となるプラグ上面に、真空成形時の吸引力によって所定の識別表示をキャップフィルムの突起頂面に凹設及び/又は凸設成形する印章部2を備え、印章部2は、所定の金属粉末をレーザ照射により焼結させた金属焼結層によって形成された構成としてある。
(もっと読む)
気泡シートの製造方法
【課題】独立した多数の気泡を有する気泡シートを適当な大きさに裁断して緩衝材として用いる場合などに、できるだけ嵩張らないように物品を包装したり、包装された物品に気泡の跡が付かないようにしたりすることが可能な気泡シートを効率よく製造することができる気泡シートの製造方法を提供する。
【解決手段】多数の吸引孔41が設けられた成形ロール40に溶融状態のキャップ用フィルム21aを連続供給して、中空状に膨出する多数の突起20が真空成形されたキャップフィルム21を形成するとともに、突起20内に空気を封入するバックフィルム22を溶融状態で連続供給しながら熱融着によりキャップフィルム21に積層することによって長尺状のシート主部2を形成し、薄肉のフィルム材3aをシート主部2の少なくとも一部に重ねて連続供給しながら熱融着することにより、シート主部2の端縁2a,2bに延在する薄肉フィルム部3を形成する。
(もっと読む)
1 - 20 / 42
[ Back to top ]