
Fターム[4F208MJ30]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品の供給 (399) | 供給の調整 (37) | 供給位置の (27) | 複数の予備成形品の配置 (14)
Fターム[4F208MJ30]に分類される特許
1 - 14 / 14
生分解性容器の製造方法およびその製造方法により製造された生分解性容器
【課題】表面が生分解性フィルムで被覆された生分解性容器を生産性よく製造できる生分解性容器の製造方法を提供すること。
【解決手段】生分解性容器の製造方法は、ヒータを内蔵すると共に真空引きするための真空引き孔が形成された嵌合可能な一対の雄型4と雌型5とからなる発泡成形用の金型を用い、雄型4と雌型5の表面にそれぞれ生分解性フィルム3を真空引きにより密着させてプレフォームしつつ生分解性材料を介在させて前記雄型4と雌型5を嵌合させ、前記雄型4と雌型5が嵌合した金型内で生分解性材料を加熱して発泡・焼成することにより発泡基材層の成形と同時に前記基材層の表面を前記生分解性フィルム3で被覆する工程を備える。
(もっと読む)
樹脂成形品の成形方法

【課題】金型間に垂下状に配置される溶融状態の非晶性熱可塑性樹脂製シートと表皮材とを一体化して非晶性熱可塑性樹脂製シートのダウンロード現象に起因する偏肉、破れ等の発生および非晶性熱可塑性樹脂製シートと表皮材との貼合歪みの発生を確実に防止することができる樹脂成形品の成形方法を提供する。
【解決手段】Tダイ3から押し出した溶融状態の熱可塑性樹脂シート13および表皮材18を一対のローラ6,6間で挟圧して貼合一体化して金型7,8間に配置する。金型8のキャビティ9はシボ模様等の外観意匠性の高い転写面を有している。金型8のキャビティ面から真空吸引するとともに、金型7,8内に圧力流体を導入して樹脂成形品の表皮層の表面が外観の良好な樹脂成形品を成形する。
(もっと読む)
合成樹脂製シートの製造装置および製造方法
【課題】多数の突起部が形成された合成樹脂製シートの突起部表面に文字等の識別情報を設ける場合に、識別情報の安定性およびリサイクル性を向上させる。
【解決手段】外周面に突起部に対応する凹部220が形成され、凹部220の底部に配置された蓋部材に設けられた吸引口から空気を吸引可能に構成された成形ロール22に、融点以上となっている第1シート11を供給し、吸引口から空気を吸引して、成形ロール22の外周面上で第1シート11に突起部を形成する。蓋部材の表面には、視認可能な識別情報が形成されており、第1シート11を吸引する際に、蓋部材221の表面に第1シート11が押し付けられ、蓋部材221に形成された識別情報が第1シート11に転写される。
(もっと読む)
基材成形装置
【課題】板状体の大きさにかかわらず共通の保持装置を使用できるようにする。
【解決手段】本発明は、植物性繊維と熱可塑性樹脂を含んで板状に形成された板状体Wを吊り下げるハンガー30と、ハンガー30によって吊り下げられた板状体Wを加熱する加熱炉42と、板状体Wを吊り下げた状態のハンガー30を加熱炉42の内部で搬送する搬送装置50と、加熱炉42の内部で加熱された板状体Wをハンガー30によって吊り下げられた状態で所定形状に成形する予備成形型10および本成形型20とを備えた基材成形装置100であって、ハンガー30は、搬送装置50に支持されるフレーム32と、そのフレーム32に対し所定の取付位置に取り付けられて板状体Wを固定するチャック34とを備え、チャック34は、フレーム32の軸方向に沿う複数の取付位置に取り付け可能とされている基材成形装置100である。
(もっと読む)
プラスチック気泡シート、その製造方法および製造装置
【課題】多数の密閉された空気室を形成してなるプラスチック気泡シートにおいて、バックフィルムのキャップ部分における肉厚が均一なプラスチック気泡シートであり、しかもキャップフィルムへのバックフィルムの融着が確実な、透明性が向上したプラスチック気泡シートを製造する方法を提供する。
【解決手段】真空成形ロール2において成形されたキャップフィルムの底面に、バックフィルムが接触して融着する直前の位置に放電装置6A、6B、6Cを配置して、この放電装置6A,6B、6Cと真空成形ロール2との間に高圧の直流電圧を印加して、放電装置6A、6B、6Cと真空成形ロール2の中心とを結ぶ平面上を放電電流が通過する放電を行なう。それによりバックフィルムに静電気を帯びさせ、バックフィルムが静電気により真空成形ロール2に吸引されてキャップフィルムの底面に密着するようにはかる。
(もっと読む)
気泡シート体の製造方法
【課題】バックシートと外層シートとの間に空気溜まりが形成されない気泡シート体を製造するための製造方法を提供する。
【解決手段】ロール本体X21の外周面にキャップ成形用の吸引キャビティX22を多数個凹設した真空成形ロールX2を利用して突状のキャップを複数成形したキャップシートCSと、キャップシートCSのうちキャップの底部側に貼り合わされるバックシートBSと、バックシートBSに貼り合わされて外部に表出する外面部として機能する外層シートGSとを積層状に備えた気泡シート体Sを製造する方法であって、バックシートBSと外層シートGSとを貼り合わせて2層状のシート体Saを成形する第1次貼り合わせ工程と、2層状のシート体Saを、真空成形ロールX2により突状のキャップを複数成形したキャップシートCSに貼り合わせる第2次貼り合わせ工程とを経るようにした。
(もっと読む)
中空成形品
【課題】熱可塑性樹脂組成物シートの熱融着部分の接合強度が高く、優れた外観を有する中空成形品を提供する。
【解決手段】2枚の熱可塑性樹脂組成物シート(A)を、各々の両端辺をクランプした状態で加熱軟化後、該2枚のシート(A)を、上下一対の金型の合わせ面に各々当接させて、シートと金型の間に閉鎖空間を形成し、該金型内面に開口する真空吸引孔から、該閉鎖空間内の空気を排出して予備真空引きし、2枚のシート(A)を各々の金型内面に沿わせ、両金型の合わせ面を接近させ型締め加圧し、両シートの被加圧部が相互に熱融着した中空体を構成し、冷却固化が完了するまで引き続き真空引きし、必要に応じ該中空体内に成形用圧縮空気を導入して、該中空体外面を上下金型内面に密着、賦形してなる中空成形品(B)で、前記組成物が芳香族ポリカーボネート樹脂100重量部に対してゴム成分を30重量%以上含有するゴム成分含有重合体を2〜100重量部含有してなる。
(もっと読む)
中空成形品
【課題】芳香族ポリカーボネート樹脂シートの熱融着部分の接合強度が高く、優れた外観を有する中空成形品を提供する。
【解決手段】2枚の芳香族ポリカーボネート樹脂シート(A)を、それぞれの両端辺をクランプした状態で加熱軟化後、該軟化した2枚のシート(A)を、上下一対の金型の合わせ面にそれぞれ当接させて、シートと金型の間に閉鎖空間を形成後、該金型内面に開口する真空吸引孔から、該閉鎖空間内の空気を排出する予備真空引きを行い、2枚のシート(A)をそれぞれの金型内面に沿わせた後、両金型の合わせ面を接近させて型締め加圧し、両シートの被加圧部が相互に熱融着した中空体を構成させ、冷却固化が完了するまでの間、引き続き真空引きを行い、必要に応じ該中空体内に成形用圧縮空気を導入して、該中空体外面を上下金型内面に密着させ賦形してなる中空成形品(B)で、前記芳香族ポリカーボネート樹脂の構造粘性指数Nが1.2以上の中空成形品(B)。
(もっと読む)
導電性樹脂成形体及びその製造方法
【課題】導電層を構成する極細導電繊維の脱落がなく、長期に亘って製造当初の導電性を維持できる導電性樹脂成形体と、その製造方法を提供する。
【解決手段】樹脂基体1の表面に極細導電繊維2aからなる導電層2が形成された導電性樹脂成形体Tであって、極細導電繊維2aが樹脂基体1の表面に埋入、固定されている構成とする。その製造方法は極細導電繊維を分散させた塗液を剥離フィルムに塗布、乾燥して形成した転写フィルムを射出成形金型又はプレス成形金型に配置し、樹脂基体の成形と同時に導電層を転写して極細導電繊維を埋設、固定する。
(もっと読む)
特には自動車用の、ドア張り、及び製造方法
本発明は、ドアの金属薄板とドア張りとの間の空間を外部湿式領域と内部乾式領域とに分割し、且つ分離フィルムと吸収性不織素材との合成物から構成される分離手段に関する。本発明は、分離手段を製造する方法に、及び車両ドアにも関する。 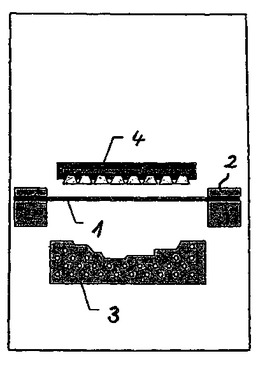 (もっと読む)
(もっと読む)
モールド成形体及びその製造方法
【課題】 複数の金属体間の狭隘な隙間に均一な厚さの絶縁層を形成可能なモールド成形体及びその製造方法を提供するものである。
【解決手段】 本発明に係るモールド成形体30は、複数の板状金属体31,32の電気的絶縁などを目的として、板状金属体31,32を所定間隔で離間させた状態で各板状金属体31,32の周りを絶縁性ポリマで覆ってなるものであり、各板状金属体31,32の間に、融点がT1の絶縁性ポリマで構成されるスペーサポリマ部34を有し、それらのスペーサポリマ部34及び各板状金属体31,32の周りを、融点がT2(<T1)の絶縁性ポリマで構成されるモールド部33で覆ったものである。
(もっと読む)
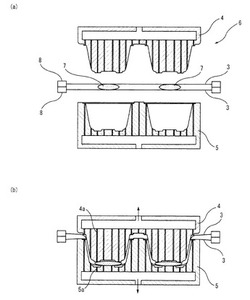
構造用軽量トリム部品の製造方法、および製造された構造用軽量トリム部品
構造用軽量トリム部品を製造するための方法であって、以下のステップからなる:(A)第1の金型半分(6)および第2の金型半分(7)を備えている金型へ複数の層を挿入する。第2の金型半分(7)は、複数のカップ状の凹所(8)を有する。複数の層は、第1の金型半分(6)に面する第1の通気性外皮層(1)と、第2の金型半分(7)に面する第2の気密外皮層(3、4)と、2つの外皮層間に位置しているフィルム層(2)とを少なくとも含んでいる。(B)金型を閉じ、片側から気体(5)を排出して、第1の外皮層を第1の金型半分に対して押し付ける。(C)第1の多孔質外皮層を成形および固化する。(D)第1の空間を加圧気体(5)で満たし、第2の外皮層を第2の金型半分に対して押し付ける。(E)第2の外皮層を成形および固化する。(F)一方で、カップ状の凹所の間の領域において第1の外皮層と第2の外皮層とを互いに接合し、複数のカップ状の空洞を有する音響体を形成する。 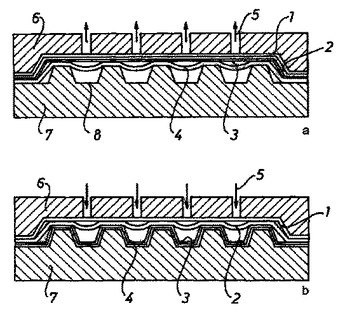 (もっと読む)
(もっと読む)
模造イグサ製造用金型
【課題】 模造イグサの製法はほとんどが、一旦棒状又はフィルム状に成型した原料を、最終的に形状を整えるために金型に通過させている。よって、スタート時、金型が原料が融解する程度加熱されている場合、棒状や筒状のものを金型に入れると最初に接した部分で融けてくっつくこととなる。そうなると、それ以後スムースに通らず、金型を洗浄しなければならなくなる。これを防止するため、原料を新たに通すたびに、金型の温度を融解温度以下に下げていた。これは時間がかかるばかりでなく、エネルギー的にも非常に無駄である。
【解決手段】 熱可塑性樹脂よりなるプラスチック原料を、連続的に成型するための金型であって、原料の流れ方向に本体が複数に分割されたもの。
(もっと読む)
プラスチック製燃料タンクの対シート熱成形
燃料タンクの対シート熱成形のための方法および製造設備;熱成形可能なプラスチック材料の第1および第2のシート(SA、SB)はそれぞれの処理ライン(10A、10B)に沿って別々に送られる。シート(SA、SB)は加熱されさらに空気圧で作動する吸引および真空保持装置(15A、15B)によってそれらの周辺端部に沿い把持される。その把持の目的は、加熱されたシート(SA、SB)がそれぞれの熱成形ステーション(16A、16B)の方へ移動される間当該シートを実質的に平坦な状態で支持することである。両方の金型(17A、17B)はその開口したキャビティを上向きにして並んで配置される。プラスチックシート(SA、SB)の熱成形の後、一方の金型(17B)を他方の金型(17A)上にその上下を転倒して配置し、2つの熱成形された殻(GA、GB)の重ね合わされたシール領域を溶着する。金型と熱成形されたタンクの冷却は処理ライン(10A、10B)の一側にて遂行可能である。 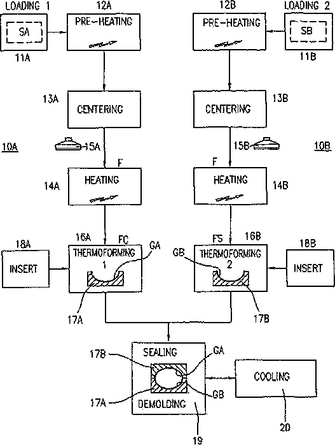 (もっと読む)
(もっと読む)
1 - 14 / 14
[ Back to top ]