
Fターム[4F209NG01]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 予備成形品及びその製造 (381) | 形状、構造 (359)
Fターム[4F209NG01]の下位に属するFターム
板状体(フィルム、シート) (163)
管状体 (68)
棒状体 (12)
積層体 (76)
異形断面 (28)
Fターム[4F209NG01]に分類される特許
1 - 12 / 12
カール成形治具およびカール成形装置
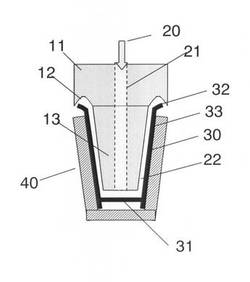
【課題】紙製もしくは、樹脂製のカップ上端部を外側にカールさせる成形治具に関し、潤滑剤を使用しないカール成形治具およびカール成形装置を提供する。
【解決手段】胴部と底面部が結合されているカップの上端開口部の周縁部分を、カール成形治具に施されている曲面状の溝部に沿って外側にガイドさせながら巻き込むことによりトップカール部を成形するトップカール成形装置において、前記カップの上端開口部の周縁部分を外側にカール成形する曲面溝部を有するカール成形部と、前記カール成形部の下部に設けられ前記カップの開口部から挿入される円筒状のガイド部と、前記ガイド部先端から前記カップ内部へ圧縮空気を送り込むことが可能な圧縮空気流路と、を有することを特徴とするカール成形治具。
(もっと読む)
繊維強化樹脂管継手の製造方法

【課題】下地処理を施すことなく繊維強化樹脂管継手の外周面の塗装の剥がれを可及的に防止する。
【解決手段】光重合開始剤を含む重合性樹脂組成物を含浸させた強化繊維束を型に巻き付けるとともに、巻き取った強化繊維束に光を照射して強化繊維束に含浸された重合性樹脂組成物を硬化させ、繊維強化樹脂管継手1を成形する。次いで、繊維強化樹脂管継手1を脱型した後、繊維強化樹脂管継手1の外周面を僅かに研磨し、あるいは、僅かな凹凸を形成することにより、繊維強化樹脂管継手1の外周面を粗面加工する。そして、粗面加工された繊維強化樹脂管継手1の外周面を下水管などの本管と同色に塗装する。
(もっと読む)
金型を閉じた状態で実行される折り曲げ工程を含む熱成形部品の製造方法、及びこの方法を適用するための金型
熱成形部品を製造するための方法は、熱可塑性材料からなる加熱されたシート(L)を、該シートを変形させるようにして金型内に閉じ、該シートを完全な固化が達成されるまで金型の内部で冷却するステップと、冷却中に前記シートを該シートの少なくとも1つのエッジ部(E)に沿って切断し、この切断工程によって金型内の当接面(1s)に当接するように前記エッジ部の折り曲げを生じさせるステップと、該変形後のシートの固化が達成されると、上側金型半部を下側金型半部から取り外すステップとを含む。金型の内部での前記シートの冷却中に、前記切断工程に続いて折り曲げ工程が実行され、この折り曲げ工程は、前記当接面を前記シートの前記エッジ部から離間するように移動させるステップと、金型内の前記シートの支持面(2s)に向かって前記エッジ部の折り曲げを再開させるようにして、前記エッジ部を処理するステップとを含む。  (もっと読む)
(もっと読む)
中空体の成形方法、当該成形方法を用いた中空体、及び中空体容器
【課題】凹部が急峻な縁部であり且つ周縁部が平坦であるように樹脂製段ボール等の中空体を加工する中空体の成形方法を提供する。
【解決手段】内部に多数の中空部18を有する樹脂製中空体10に対して、その表面に凹部19を形成する中空体の成形方法であって、凹部に対応した刃先を有する刃物24を厚み方向に表面から第一深さまで押し込むことにより、凹部対応領域13を周囲から切り離すハーフカットステップと、周囲から切り離された凹部対応領域に対して、押圧体26を厚み方向に表面から第二深さまで押し込むことにより、中空体の凹部対応領域が厚み方向に押しつぶされた凹部を形成する押圧ステップと、を備える。
(もっと読む)
端面封止中空構造板の製造方法
【課題】プラスチック段ボールや気泡ボードなどの、中空部分を有する熱可塑性樹脂製の中空構造板の端面を封止するにあたって、高い密閉性を実現しつつ、端面をフラットな面とし、かつ、高い作業精度を必要とせずに、端面封止中空構造板を製造する。
【解決手段】中空構造板21の封止する端面21cに、別途用意した、前記端面21cを覆うことができる大きさの、中空構造板21と同一の熱可塑性樹脂製である端面封止板22の一方の平板面22aを当て、この端面封止板22の他方の平板面22bにヒートバー24を当てて、端面封止板22とともに前記端面21cを加熱して軟化させて、封止する端面21cに前記端面封止板22の樹脂を押し込んで接着させることで前記端面を封止する
(もっと読む)
プロテクタ構造及びプロテクタの製造方法
【課題】工数の削減を図れるとともにコスト面で有利であり作業性を良好にすることができるプロテクタ構造及びプロテクタの製造方法を提供する。
【解決手段】 複数の電線31を有するワイヤハーネス30の外側に組み付けられるプロテクタ構造であって、熱可塑性樹脂により筒形状に形成されたプロテクタ母材の内側に電線31が挿通されてから、プロテクタ母材の屈曲位置14,15が加熱され、加熱された屈曲位置14,15が折り曲げ成形されるプロテクタ構造及びプロテクタの製造方法。
(もっと読む)
シートの加工装置及びシートの製造方法
【課題】シートに高い延伸倍率で延伸加工を施すことができるシートの加工装置を提供すること。
【解決手段】本発明のシートの加工装置1は、周面部に互いに噛み合う歯溝を有する一対のロール2、3を備え、これらのロール2、3が回転されているときにその噛み合い部分に供給されたシート10に加工を施す装置である。各ロール2、3における隣接する歯20、30どうしのピッチが1.0mm〜5.0mm、前記各歯20、30の幅が前記ピッチの1/2未満、且つ前記歯20、30の高さが隣接する歯のピッチである。ロール2、3の歯20、30の噛み合いの深さが1.0mm〜歯の高さまでであることが好ましい。
(もっと読む)
合成樹脂製気泡ボードの折り曲げ加工方法
【課題】合成樹脂製気泡ボードを加熱して折り曲げ加工する際に、折り曲げ部の美観が悪化することを抑制する。
【解決手段】多数の突起部11aが形成された凹凸状シート11と凹凸状シート11における少なくとも突起部11aの先端側に接合された平坦状シート12とを備える合成樹脂製気泡ボード10、60を折り曲げ加工する際に、合成樹脂製気泡ボード10、60における折り目を形成する折り曲げ部10aに、常温で罫線もしくは切れ目を形成し、折り曲げ部10aを加熱装置50で加圧しながら所定温度に加熱し、合成樹脂製気泡ボード10を折り曲げ部10aにおいて所定角度で折り曲げた状態で保持する。
(もっと読む)
折り畳み可能なボード
【課題】
養生材などの用途に使用されるプラスチックのボードであって、若干の厚さのあるものを対象にしても、折り畳むことが可能であって、折り畳んだ状態で好都合に保管したり輸送したりすることができ、使用に当たっては展開することができるものを提供する。
【解決手段】
プラスチック製の長方形のボードを横長に置いて、縦方向に平行に走る折り目を、順次山折り・谷折りと等間隔にm本与えて(m+1)個の経文折り面を形成し、横方向に平行に走る折り目を、上方から下方に向かっては順次に外折り・内折りまたはその逆、一貫した折り目においては交互に外折り・内折りまたはその逆を繰り返すように、等間隔にn本与えて、各経文折り面内において(n+1)個の面を形成する。横方向に走る折り目は、左端から右端に向かって、ボードの厚さをTとするとき、順次2(m−1)Tの順に増大または減少する幅を持ったマチを有する。
(もっと読む)
端末に蓋部を有する長尺トリム材の製造方法
【課題】
長尺トリム材を構成する本体部の端末を裏側に折り曲げて形成された蓋部の折曲げ稜線が前記長尺トリム材の軸線と非直角で交叉する形状であるときに不可避的に発生する特有の不具合を防止して蓋部を成形可能にすることである。
【解決手段】
雄型F1 と雌型F2 とが型合わせされる途中において、雄型F1 の型上面に支持されたモール本体部1の端末の折曲げ予定部C’を雌型F2 に接触させて裏側に折り曲げながら、両型F1 ,F2 により形成される蓋部成形空間V1 に収容する際に、折曲げ稜線(L0 )と鋭角(α)をなす側の折曲げ予定部C’のポリマー材料を前記鈍角(β)の側に流動させて成形する。
(もっと読む)
常温収縮チューブ用スパイラルコアの構造およびこのスパイラルコアの製造方法
【課題】 合成樹脂を用いても、被さる常温収縮チューブの大きさに関わらず、その収縮力に十分対応でき、精度良く容易に製造できること。
【解決手段】 拡径された常温収縮チューブが被さる常温収縮チューブ用スパイラルコア100である。常温収縮チューブ用スパイラルコア100は、押出成形されるリボン110を螺旋状に巻いて筒状に形成されてなる。リボン110は、長手方向に延在する中空部113を有し、ポリプロピレン樹脂を用いて成形されている。
(もっと読む)
ポリマー繊維から作られる型抜きメッシュ材料
【解決手段】 ハニカムウェブの前駆物質(10)は、一連の分岐スリット(16)を有するポリマー材料の本体を含んでいる。本体は、ハニカム構造のウェブに拡張させることができる。様々なパネル及び仕切りも開示されている。ポリマー材料のハニカムウェブを作るための方法も提供されている。その方法は、ポリマー材料の本体内に一連の分岐スリットを作って複数の拡張リブを画定する工程と、拡張リブを折り畳むことによって直立させてハニカムウェブを形成する工程とを含む。 (もっと読む)
1 - 12 / 12
[ Back to top ]