
Fターム[4F209NG07]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 予備成形品及びその製造 (381) | 形状、構造 (359) | 異形断面 (28)
Fターム[4F209NG07]に分類される特許
1 - 20 / 28
樹脂段ボール板の罫線形成装置
【課題】長尺状の罫線であっても、効率的に罫線を形成する。また、加熱ローラを使用して罫線を形成する場合には、樹脂段ボール板に対する加熱ローラの移動量と該加熱ローラの回転量を等しくして回転抵抗が発生するのを回避し、罫線周縁の樹脂段ボール板が破断するのを防止する。
【解決手段】テーブル上に載置された樹脂段ボール板に対して罫線ローラを圧接しながら二次元方向へ移動して折り目になる罫線を形成する罫線形成装置において、罫線ローラには、樹脂段ボール板に対する罫線ローラの移動速度に同期した回転速度で回転する電動モータを駆動連結する。
(もっと読む)
中空板材の折り曲げ用溝加工装置及び中空板材の折り曲げ用溝加工方法

【課題】中空板材の折り曲げ用溝を短時間で、かつ、精度よく形成でき、生産性及び品質などを向上させることができる中空板材の折り曲げ用溝加工装置及び中空板材の折り曲げ用溝加工方法の提供を目的とする。
【解決手段】折り曲げ用溝加工装置1は、加熱部材2、冷却部材3、溝加工部材4を備え、加熱部材2及び溝加工部材4が気泡ボード10を加熱し、この加熱の後に、冷却部材3及び溝加工部材4が強制的に冷却することによって、折り曲げ用溝11を形成する構成としてある。
(もっと読む)
波形発熱体製造方法、波形発熱体。
【課題】
自立形状固定波形包材を少なくとも一部に使用した波形発熱体製造方法、波形発熱体を提供する。
【解決手段】
少なくとも一つの方向に対して、正常質領域と異質領域を交互に繰り返し、スプリングバックによる元の状態への完全復帰を防止した、波形を形成する起点を有する自立形状固定波形包材と発熱組成物成形体製造装置を使用し、少なくとも自立形状固定波形包材を基材又は被覆材に使用するように選択し、波形発熱体を製造する波形発熱体製造方法、波形発熱体である。
(もっと読む)
プラスチックダンボールシートのシール加工方法
【課題】安全で、かつ安価、高速でプラスチックダンボールシートの開放側端部をシール加工する。
【解決手段】プラスチックダンボールシート開放側端部6に超音波ホーンを当接し、超音波ホーンの超音波振動により、該シート開放側端部の上面と下面を溶着するプラスチックダンボールシート開放側端部のシール加工方法。
(もっと読む)
化粧基材及び建材
【課題】高い意匠性を得ることができる化粧基材を提供する。
【解決手段】基材1の表面に化粧材2を設けてなる。芯材8を被覆して化粧するための化粧基材Aに関する。化粧材2が残存するように基材1の裏面に略M字型の溝加工を施すことにより面取り部4を形成する。面取り部4の頭頂部に略W字型の入隅部10を形成する。面取り部4を中心に折り曲げて入隅部10と基材1の裏面とで連続した隅角面30を形成する。
(もっと読む)
芯材及びその製造方法と製造装置並びに押出成形品の製造方法
【課題】ウェザーストリップに埋設される芯材において、芯材が横断面U字状にロール成形加工される際の芯材片部の捩れ変形による不具合を防止できるようにする。
【解決手段】スリット加工により芯材素材の長手方向に所定間隔で複数のスリットを形成して各スリット間に芯材片部22を形成した後、圧延加工よりスリットを長手方向に拡大して空間部24を形成することで長手方向に芯材片部22と空間部24を交互に設けた芯材16を形成する。この際、スリット加工と同時に予備捻り加工を行って予め特定方向に芯材片部22を捻り塑性変形させることで、その後、芯材16が横断面U字状にロール成形加工されたときの芯材片部22の捩れ変形によって、予備捻り加工による芯材片部22の捻り塑性変形を矯正して芯材片部22の幅方向端末が長手方向で一直線になるように加工して、長手方向で隣り合う芯材片部22の縁部間に段差が生じることを回避する。
(もっと読む)
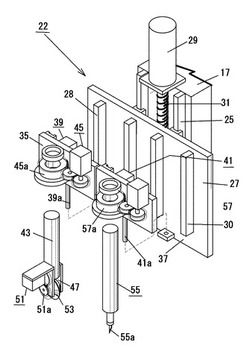
折曲げ装置
【課題】本発明は、損傷や白化を生ずることなく、樹脂板を目標角度にシャープに折曲げることができる折曲げ装置を提供する。
【解決手段】可撓性を有する樹脂板の折曲げ端部を突出させて固定する曲げ型31と、樹脂板を曲げ型31のウェッジ部35aに沿って所定の角度に塑性変形するように折曲げる折曲げ機構部32と、から成る折曲げ装置3であって、折曲げ機構部32は、ウェッジ部35aに対して平行に対峙する曲げローラ37と、曲げローラ37をウェッジ部35aに倣って移動させて折曲げ動作させる曲げ動作機構34と、曲げローラ37を回転駆動するローラ駆動機構55と、折曲げ動作において、曲げローラ37と樹脂板との接触面において相対速度がゼロとなるように、ローラ駆動機構55を制御する制御手段と、を備える。
(もっと読む)
油圧ホースの製造方法
【課題】本発明の目的は、安価な装置により製造できる油圧ホースの製造方法を提供すること。
【解決手段】帯状部材28がマンドレル30の端部に到達したならば、帯状部材28を掛止部材46、48に掛止し、マンドレル30の回転を逆向きにして、帯状部材28を連続してマンドレル30に巻回してスパイラル補強層を形成する。そして、繰り出し部44を、両端の掛止部材46、48毎に逆向きに180度回転させる。そのため、繰り出し部44とドラム42との間では、180度ねじられ、また、180度逆転されてもとの状態に戻され、の状態が繰り返され、帯状部材28を掛止部材46、48に掛止させる毎に帯状部材28がどんどんねじられていき、破損されることが防止され、高価なスパイラルマシンを用いる必要もなくなり、安価な装置を用いてスパイラル補強層を簡単に効率良く製造できる。
(もっと読む)
高圧用ホースの製造装置および製造方法
【課題】高圧用ホースを製造する簡単な構成で安価な製造装置および高圧用ホースを簡単な構成で安価に製造できる製造方法を提供すること。
【解決手段】チャック1402が回転されることでマンドレル12が回転され、帯状部材8が、張力が付与された状態でドラム16から繰り出され、マンドレル12に螺旋状に巻回されていく。帯状部材8がマンドレル12上で隙間なく螺旋状に巻回されるように、帯状部材8がマンドレル12に巻回される箇所の移動に連動して、ドラム16が駆動部24、ドラム用支持台18を介して移動され、また、連結部材34、オムニホイール用支持台28を介して4つのオムニホイール26も移動される。そして、帯状部材8の張力がマンドレル12に作用し、マンドレル12は撓もうとするが、帯状部材8が巻回される箇所の両側でマンドレル12に当接する合計4つのオムニホイール26により阻止される。
(もっと読む)
中空体の成形方法、当該成形方法を用いた中空体、及び中空体容器
【課題】凹部が急峻な縁部であり且つ周縁部が平坦であるように樹脂製段ボール等の中空体を加工する中空体の成形方法を提供する。
【解決手段】内部に多数の中空部18を有する樹脂製中空体10に対して、その表面に凹部19を形成する中空体の成形方法であって、凹部に対応した刃先を有する刃物24を厚み方向に表面から第一深さまで押し込むことにより、凹部対応領域13を周囲から切り離すハーフカットステップと、周囲から切り離された凹部対応領域に対して、押圧体26を厚み方向に表面から第二深さまで押し込むことにより、中空体の凹部対応領域が厚み方向に押しつぶされた凹部を形成する押圧ステップと、を備える。
(もっと読む)
端面封止中空構造板の製造方法
【課題】プラスチック段ボールや気泡ボードなどの、中空部分を有する熱可塑性樹脂製の中空構造板の端面を封止するにあたって、高い密閉性を実現しつつ、端面をフラットな面とし、かつ、高い作業精度を必要とせずに、端面封止中空構造板を製造する。
【解決手段】中空構造板21の封止する端面21cに、別途用意した、前記端面21cを覆うことができる大きさの、中空構造板21と同一の熱可塑性樹脂製である端面封止板22の一方の平板面22aを当て、この端面封止板22の他方の平板面22bにヒートバー24を当てて、端面封止板22とともに前記端面21cを加熱して軟化させて、封止する端面21cに前記端面封止板22の樹脂を押し込んで接着させることで前記端面を封止する
(もっと読む)
角隅部が強化されたサンドイッチ構造から物体を製造するための方法およびこのタイプの物体
本発明は、2つのカバー層(16)(そのうちの少なくとも1つがプラスチックカバー層である)間に配置される熱可塑性のコア層(18)を含むサンドイッチ構造から作製される物体の角隅部を製造し、かつそれを強化するための方法に関し、本方法は、2つの物体部分間に角隅部を含む物体を形成する工程と;さらなる繊維強化熱可塑性層(26)がコア部分(24)の露出された表面を実質的に覆うように、角隅部に適合させた形状を有する熱可塑性のコア部分(24)およびさらなる繊維強化熱可塑性層(26)を角隅部に位置決めする工程と;サンドイッチ構造のカバー層(16)をさらなる繊維強化熱可塑性層(26)に結合する工程とを含む。 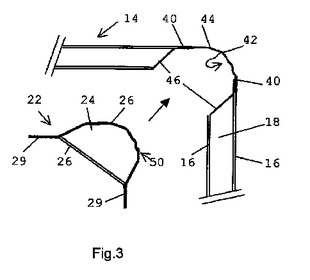 (もっと読む)
(もっと読む)
中空合成樹脂板を用いた函体およびその製造方法
【課題】 この発明は、通称、プラスチックダンボールといわれる中空合成樹脂板を用いた函体およびその製造方法に関する。
【解決手段】第1ブランクまたは第2ブランクのいずれか一方に、所定の幅に設定されて函体成形時に縦方向と横方向に伸びる第1熱溶着代と第2熱溶着代とを形成すると共に両者の交叉する個所に切欠を設けてなり、上記第1熱溶着代とこれと直交する壁面および第2溶着代とこれと直交する壁面を表面側から溶融して一対の第1および第2溶融片となし、該一対の第1および第2溶融片の一方を他方に折り重ねて一体に溶着してなることを特徴とする。
(もっと読む)
合成樹脂製複層板及びその製造方法
【課題】少なくとも長さ方向一端が封止されて鋸屑等が中空部に侵入せず、好ましくは、長さ方向両端が封止されて鋸屑等の侵入防止、結露防止、断熱作用を発揮できる合成樹脂製複層板とその製造方法を提供することにある。
【解決手段】表面シート1と裏面シート2を複数のリブ3で連結した中空部を有する合成樹脂製複層板P1であって、表面シート1の端縁部1aと裏面シート2の端縁部2aを互いに接近する方向に鈍角に折り曲げて接合し、中空部の開口端を封止した複層板P1とする。中空部の封止により、鋸屑等の侵入防止、結露防止、断熱作用を発揮させる。下部がV形断面形状を有する上側熱圧着具と上部が逆V形断面形状を有する下側熱圧着具とで複層原料板を上下から熱圧着し、熱圧着と同時に複層原料板を熱圧着箇所で溶断するか、熱圧着後に熱圧着箇所を切断して、合成樹脂製複層板P1を製造する。
(もっと読む)
合成樹脂製複層板及びその製造方法
【課題】少なくとも長さ方向一端が封止されて鋸屑等が中空部に侵入せず、好ましくは、長さ方向両端が封止されて鋸屑等の侵入防止、結露防止、断熱作用を発揮できる合成樹脂複層板とその製造方法を提供することにある。
【解決手段】表面シート1と裏面シート2を複数のリブ3で連結した中空部を有する合成樹脂製複層板P1であって、表面シート1の端縁部1aを裏面シート2に接近する方向に鈍角に折り曲げて裏面シート2の端部に接合し、中空部の開口端を封止した複層板P1とする。中空部の封止により、鋸屑等の侵入防止、結露防止、断熱作用を発揮させる。下部がV形断面形状を有する熱圧着具で上側から複層原料板を熱圧着し、熱圧着と同に複層原料板を熱圧着箇所で溶断するか、熱圧着後に熱圧着箇所を切断して、合成樹脂製複層板P1を製造する。
(もっと読む)
端面封止中空構造板の製造方法
【課題】熱可塑性樹脂製の中空構造板の端面を封止して水や塵、埃の浸入を防ぎ、端面をフラットな端面とした端面封止中空構造板を容易に製造する。
【解決手段】中空構造板21の端面21cに、樹脂を軟化可能な温度であるヒートバー22の平面を当てて加熱することにより(a,b)、端面21cの近傍を変形可能な強度に軟化させ(b)、前記端面に対して圧力を掛けて圧縮変形させて、端面に露出するライナ21a間の空間を封止させ(c)、定規23で表面を整えつつ冷却して端面を平らにし(d)、変形により生じる盛上部を切刃で切除して(e)、端面封止中空構造板を得る(f)。
(もっと読む)
積層板および積層板の端末処理方法
【課題】端部の見栄えを向上させるとともに形状自由度を向上させることのできる積層板および積層板の端末処理方法を得る。
【解決手段】積層板20の製造方法は、一対の板状部材3,4を縦壁部2bを介して積層した熱可塑性樹脂製の積層素材1の周縁部1aを加熱軟化させる第1の工程と、前記周縁部1aを加熱軟化させた積層素材1を一対の割金型17で挟持して型締めすることで、前記一対の板状部材3,4をそれぞれ他方の板状部材4,3に向けて押圧し、前記一対の板状部材3,4同士を接触させて溶着する第2の工程と、前記加熱軟化した周縁部1aに空気を注入することで前記積層素材1の周縁部1aを膨出させて前記一対の割金型17の内面に密着させる第3の工程と、前記割金型17をさらに押圧することで前記積層素材1から積層板20を型抜きする第4の工程と、を有している。
(もっと読む)
積層板および積層板の端末処理方法
【課題】端部の見栄えを向上させるとともに形状自由度を向上させることのできる積層板および積層板の端末処理方法を得る。
【解決手段】積層板19の製造方法は、一対の板状部材3,4を縦壁部2bを介して積層した熱可塑性樹脂製の積層素材1を、当該積層素材1の周縁部1aが露出するように支持部材9で支持し、前記周縁部1aに熱風を吹き付けて当該周縁部1aを加熱軟化させる第1の工程と、前記加熱軟化させた周縁部1aに抜き型17の切断刃17aを押し当てて前記一対の板状部材3,4同士を接触させて溶着するとともに当該周縁部1aに針ノズル25を挿入して圧縮空気を吹込み当該周縁部1aを膨化した後に、前記積層素材1から積層板19を型抜きする第2の工程と、を有している。
(もっと読む)
筒状構造
【課題】 少なくとも一対の対向面を備えた筒状構造において、各対向面の一方の開口側端縁が比較的短い湾曲形状で他方の開口側端縁が比較的長い直線形状である場合にも、歪の発生を良好に抑制する。
【解決手段】 筒状構造の一例としてのフード部の左右側面を構成する側面部41は、先端側端縁41aの方が基端側端縁41bよりも短く、先端側端縁41aから基端側端縁41bに向かって互いの間隔が徐々に広がる複数の溝47が切削加工によって形成されている。この溝47は、いずれも全体に亘って同一深さの矩形断面を有し、隣接する溝47同士の間隔は、先端側端縁41aにおける間隔と基端側端縁41bにおける間隔との比が先端側端縁41aの長さと基端側端縁41bの長さとの比に等しくなるように徐々に広がっている。このため、先端側端縁41aを外に凸に湾曲させても基端側端縁41bが同様に湾曲してしまうのが抑制され、長期間放置しても歪が発生し難い。
(もっと読む)
プロテクタ構造及びプロテクタの製造方法
【課題】工数の削減を図れるとともにコスト面で有利であり作業性を良好にすることができるプロテクタ構造及びプロテクタの製造方法を提供する。
【解決手段】 複数の電線31を有するワイヤハーネス30の外側に組み付けられるプロテクタ構造であって、熱可塑性樹脂により筒形状に形成されたプロテクタ母材の内側に電線31が挿通されてから、プロテクタ母材の屈曲位置14,15が加熱され、加熱された屈曲位置14,15が折り曲げ成形されるプロテクタ構造及びプロテクタの製造方法。
(もっと読む)
1 - 20 / 28
[ Back to top ]